Wall Thickness Specifications:
- For diameters smaller than 1 inch: 0.050 inches
- For diameters of 1 inch and larger: 0.090 inches
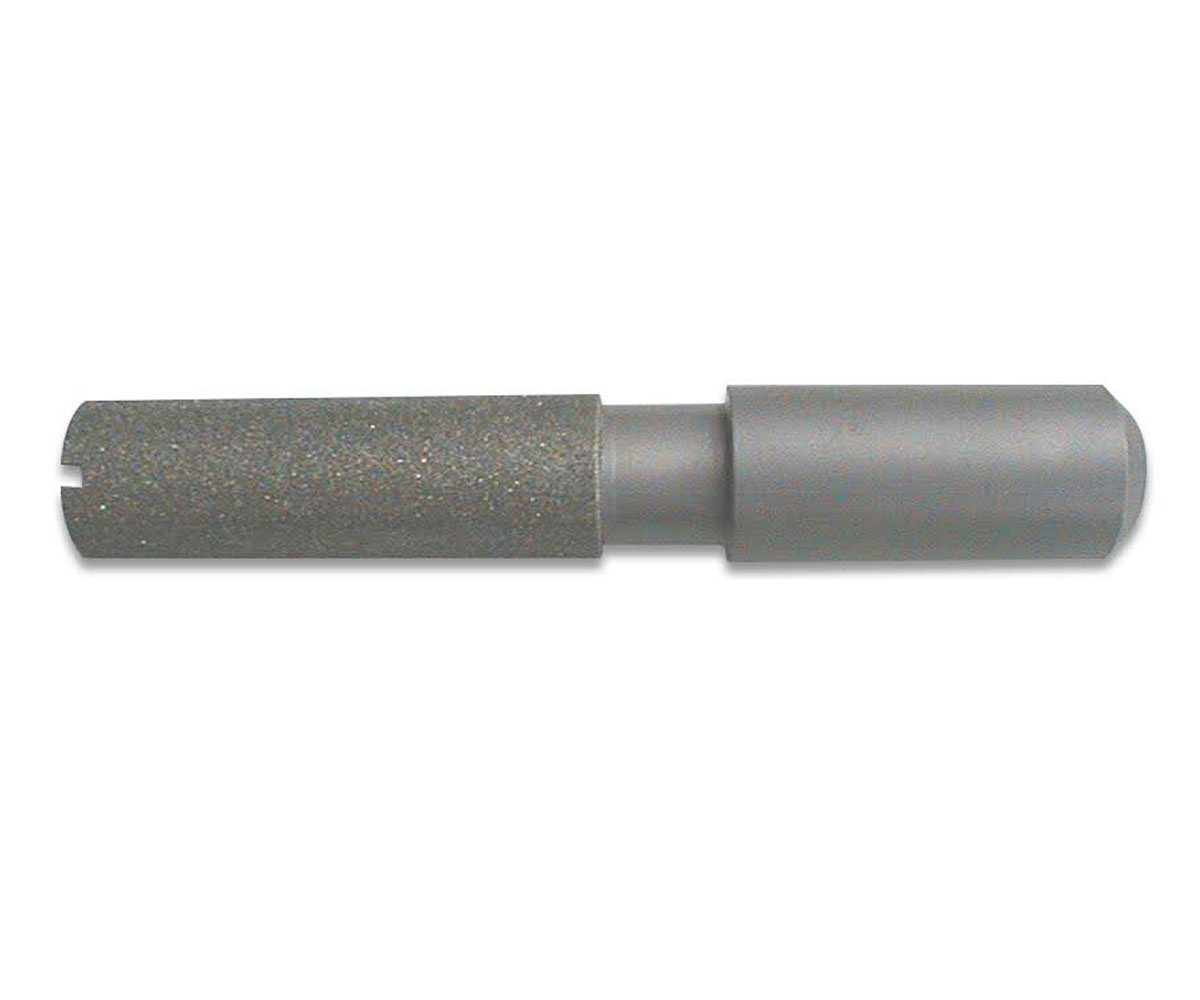
Diamond Grit Size: 40/60, Choose between diamond coated pilots or uncoated pilots at no extra cost. When selecting pilots, please specify the diameter and diamond grit, and whether you prefer a removable or permanent pilot.
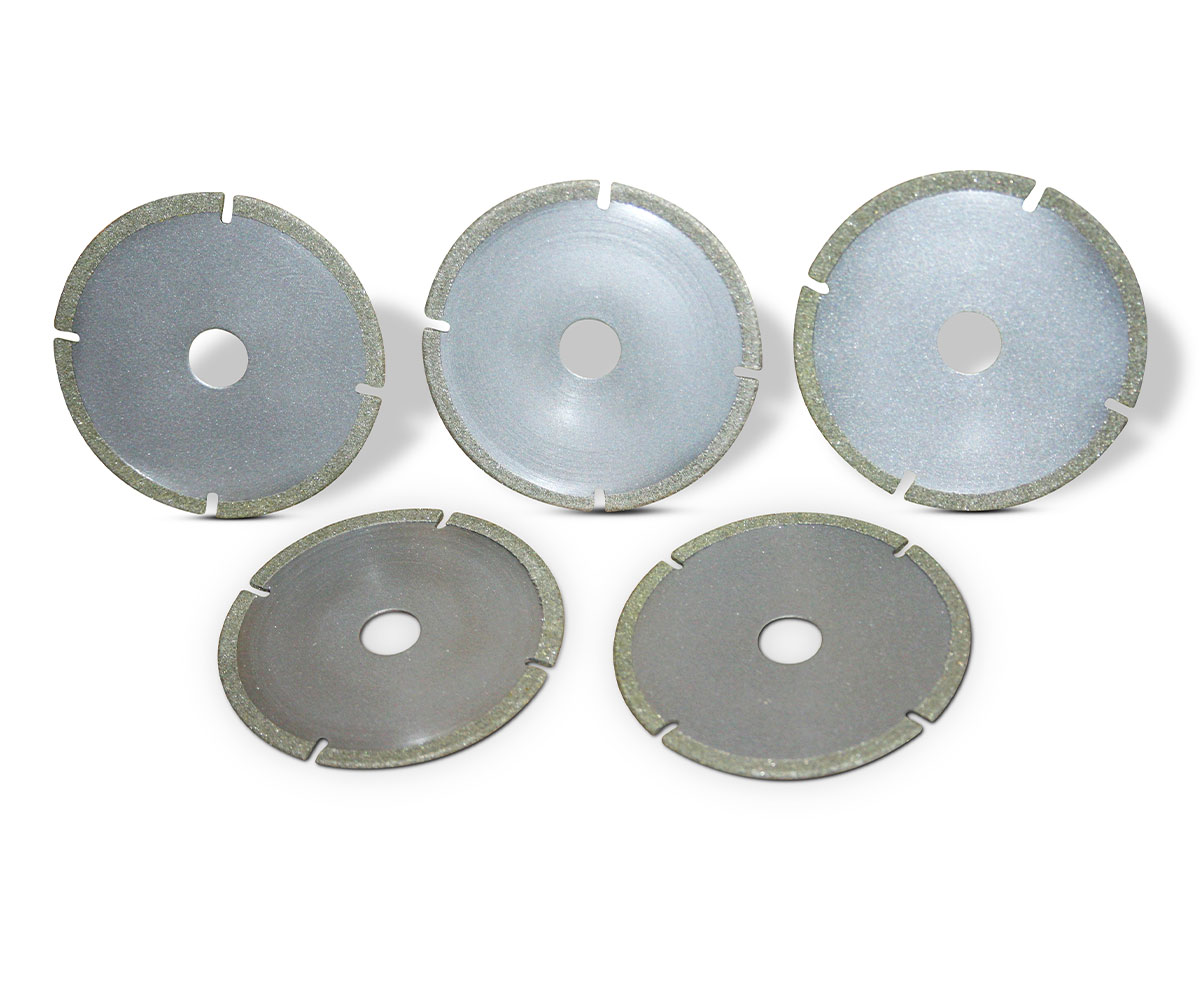
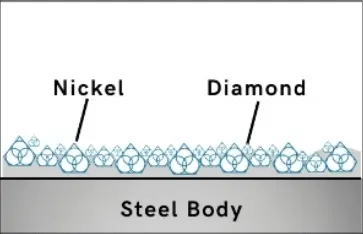
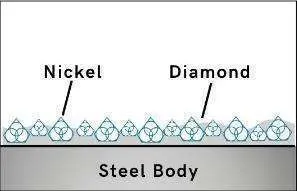
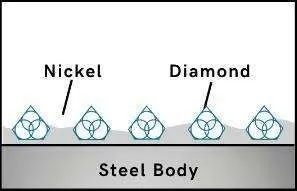
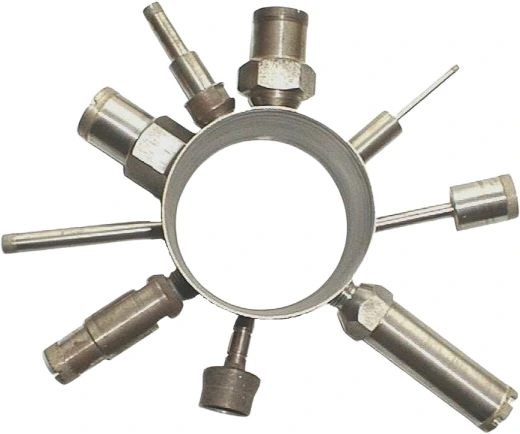
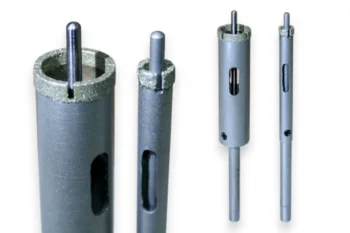
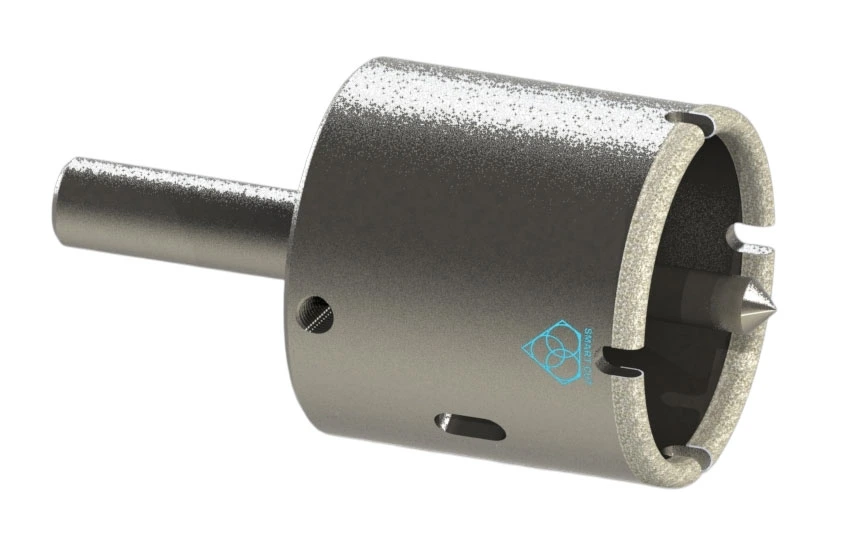
Our SMART CUT® electroplated diamond hole saws are crafted from a single block of metal, ensuring precise core drilling and perfect concentricity. Unlike bi-metal saws with seams, our core drills are seamless, offering faster and smoother drilling in a variety of materials, including composite materials, glass-reinforced plastic, carbon fiber, plastic composites, fiberglass, graphite, and more. They are suitable for dry drilling on various drilling equipment. These diamond hole saws are also available for recoating, offering a cost-saving option if the original blank is reusable.
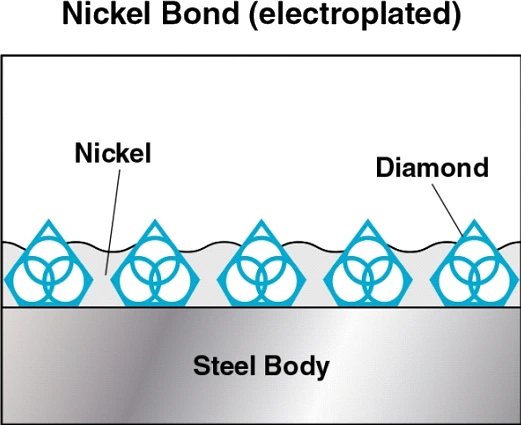
Bond Type: Electroplated (Nickel Bond)
Outside Diameters Available: 1/2″ (12.7mm) to 6″ (150mm)
Wall Thickness Specifications:
- For diameters smaller than 1 inch: 0.050 inches
- For diameters of 1 inch and larger: 0.090 inches
- Diamond Grit Size: 40/60
- Rim Type: Continuous Rim, Sloted
- Available with or without pilot
Pilot Type: can be electroplated or non coated
Drill Depth: 2″ (50mm)
Shank Length: 2″ (50mm)
Shank Diameter: Any typically 1/4″ (6.4mm), 3/8″ (9.75mm), 1/2″ (12.7mm)
Diamond Depth/Height: 1/8″ (3.2mm)
Steel Body Composition: Metal
Core Drill Body Design: Key Holes to help remove core
Application: composite materials, glass-reinforced plastic, carbon fiber, plastic composites, fiberglass, graphite, and more
Coolant Used: Wet or Dry
RPM’s Range: 250 to 2,100
Diamond Hole Saw / Core Drill Usage Recommendations for Drilling Composites and other similar materials
1. Diamond Hole Saw / Core Drill Selection
 Choose the appropriate diamond hole saw size based on the desired hole diameter.
Choose the appropriate diamond hole saw size based on the desired hole diameter.- Select the pilot type (diamond coated or uncoated) based on the material hardness.
- Use a diamond hole saw with an appropriate angle for the type of composite material. Different fiber orientations and matrix materials may require different angles for optimal drilling.
- Avoid using the same drill bit on different types of materials, as this can lead to cross-contamination and potential damage to both the material and the tool.
- In projects requiring multiple holes, plan the drilling sequence to minimize material stress and deformation.
- Use techniques to reduce the burden on the diamond hole saw, like starting with smaller diameter bits and gradually increasing to the desired size.
2. Preparing to Drill & Drilling Surface
- If the surface is slippery or hard, use a center punch to create a starting point.
- Ensure the material is securely clamped and stable.
- Mark the drilling point clearly on the composite material.
- Conduct a pre-drilling analysis of the composite material to understand its structure and properties, like fiber orientation, which can affect drilling strategy.
- Always wear appropriate safety equipment: eye protection, gloves, and hearing protection.
- Ensure the work area is well-lit and free from hazards.
- For smooth or hard materials where the drill might wander, start with a smaller pilot drill to create a guide hole.
- Ensure that the drill and the material remain stable throughout the process.
- Use clamps or vices to secure the material firmly.
- If the hole depth is critical, use a depth stop or mark the drill bit with tape as a visual guide.
- For angled holes, double-check alignment before drilling, as errors can be more pronounced.
- Familiarize yourself with the properties of the material being drilled, as this knowledge will guide your choice of drilling parameters.
- When drilling vertically, ensure the drill is perfectly perpendicular to the surface. Use a drill stand or press for greater accuracy.
- For larger diameter drills, increase the support for the material being drilled, and consider using a more powerful drill to handle the extra load.
- When drilling thin materials, use a backing board to prevent material deformation and to achieve a clean exit.
- For cleaner cuts, consider using tape over the drilling area to reduce splintering.
- Mark the drilling area with a non-permanent marker or masking tape to enhance visibility and precision, especially on dark or textured composites.
- Be attentive to tool deflection, particularly in thin composite materials. Supporting the material adequately and using correct drill speeds can mitigate this.
3. Install the Diamond Hole Saw
- Fit the tool into the drill chuck and tighten securely.
- Ensure the shank size matches the chuck size of your drill.
- Clamp down the composite material firmly to prevent movement or flexing during drilling.
- Position the drill perpendicular to the material surface for a straight hole, or at the desired angle for angled holes.
- Use a drill guide if available, especially for precise or angled holes.
- For hard-to-reach areas, consider using drill extensions but be aware of the increased difficulty in maintaining stability and alignment.
4. Recommended Drilling Speeds for Composite Materials(RPM Recommendations)
Set a moderate RPM based on the density and type of composite material. Composite materials often require lower RPMs to prevent overheating and delamination.
- Start the drill at a low speed to initiate the hole.
- Gradually increase speed while maintaining steady pressure.
- Adjust the drilling speed based on the type of composite (e.g., carbon fiber, fiberglass, etc.), as different materials respond differently to drilling.
- Be prepared to adjust drilling speeds dynamically based on the feedback from the material, such as changes in sound or resistance.
- On uneven or rough surfaces, use a slower feed rate and RPM to maintain control and accuracy.
- Reduce feed rate and RPM for very hard or abrasive materials to minimize wear on the diamond coating.
- If drilling through materials with different hardness layers, adjust feed rate and RPM as each layer is encountered.
- Be prepared for sudden changes in resistance.
- To achieve clean, burr-free holes, maintain a consistent drilling speed and avoid abrupt movements.
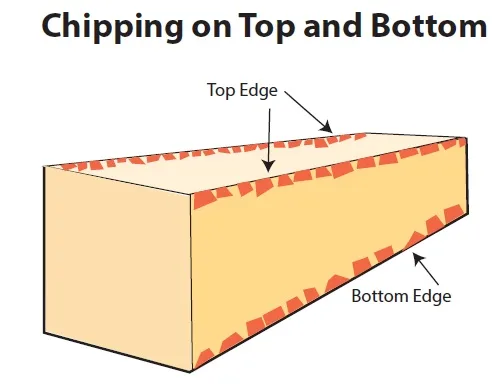
- In areas where precision is critical, such as near edges or corners, reduce speed and feed rate to prevent chipping or cracking.
- If the composite has different layers of materials, adjust speed and pressure as you drill through each layer.
- In resin-rich composites, use lower speeds to prevent excessive heat that can melt or distort the resin.
- For fragile or thin composite materials, consider using a sandwich technique with a backing material to reinforce the area during drilling.
- Strive to balance the drilling speed with the quality of the hole. Faster drilling can lead to reduced quality and potential damage to the composite.
- Utilize proper workholding techniques to securely hold the composite material without inducing stress or deformation.
- To ensure clean entry and exit points, make sure the diamond crystals are exposed. Use appropriate backing materials. This is crucial for preventing delamination and fraying.
- Experiment with varying the tool speed to find the optimal RPM for different types of composites, as they may respond differently to drilling.
- Pay attention to the orientation of different layers within the composite material, as this can significantly impact the drilling dynamics.
Recommended RPM’s (for starting point)
- 1/2″ to 1-1/4″: 2100 RPM.
- 1-1/4″ to 2″: 1500 to 1700 RPM.
- 2″ to 3″: 1100 RPM.
- 4-1/2″: 600 RPM.
- Larger than 4-1/2″: 250 to 400 RPM.
- Adjust the speed according to the material hardness (lower speed for harder materials).
5. Starting the Drill
- Begin with a gentle touch. Let the tool’s diamond coating start cutting the material without applying excessive force.
- Maintain a stable grip and position to prevent the tool from wandering.
- Start the drill at a low speed to establish the hole.
- Gradually increase to the recommended RPM.
- Apply moderate, steady pressure. Do not force the tool into the material.
- In some cases, drilling a pilot hole before using the core drill can help in maintaining accuracy and reducing material stress.
- Start with smaller pilot holes and progressively move to larger diameters if needed. This step-by-step approach can reduce stress on the material.
- When drilling near the edges of a composite material, reinforce or support the area to prevent chipping or cracking.
6. Use of Coolants
- For extended drilling or hard materials, use a coolant or water to prevent overheating.
- Apply coolant to both the tool and the material.
- For materials like ceramics or glass, keep the drilling area wet to prevent cracking.
- In metal drilling, a continuous stream of coolant is ideal for heat management.
- For thick or high-density composites, use a coolant to prevent overheating.
- Water or water-soluble oils are effective coolants for composite materials.
- Apply coolant evenly and directly to both the drill bit and the material surface for effective heat dissipation.
- In dry drilling scenarios, particularly with hard materials, take frequent breaks to prevent overheating of both the tool and the material.
- In the absence of liquid coolants, compressed air can be used to help cool the bit and remove debris.
7. Pecking Cycles
- Periodically withdraw the tool to clear debris, especially in deep drilling or when working with dense materials.
- This pecking motion aids in heat dissipation and prolongs tool life.
- Use pecking cycles more frequently to clear debris and reduce heat.
- During prolonged drilling tasks, take regular breaks to allow the tool to cool down and to check its condition.
- Approach the final depth slowly to ensure precision.
- Use peck drilling for deeper holes, periodically withdrawing the tool to allow debris to clear and reduce heat buildup.
- If the composite has different layers of materials, adjust speed and pressure as you drill through each layer.
- Utilize peck drilling (intermittent drilling and withdrawing) for deeper holes to facilitate debris removal and reduce heat buildup.
- For thicker composite materials, increase the frequency of peck drilling to allow chips to escape and prevent heat buildup.
- Optimize the depth of each peck cycle based on material thickness and density, allowing for efficient chip removal and cooling.
8. Feed Rates
- Maintain a consistent feed rate that matches the tool’s capability and the material’s hardness.
- Avoid rapid feed rates that might overload the tool or cause chipping.
- Increase the feed rate gradually as the hole deepens, but never exceed the tool’s capacity.
- Listen to the sound of the drill and feel for vibration to gauge the appropriate feed rate.
- Reduce feed rate and RPM for very hard or abrasive materials to minimize wear on the diamond coating.
- In areas where precision is critical, such as near edges or corners, reduce speed and feed rate to prevent chipping or cracking.
- Maintain a consistent, moderate feed rate. Avoid forcing the tool too quickly into the material, as this can cause delamination or fiber pull-out in composites.
- Lower feed rates can be more effective for precise control, especially when dealing with composites that have a tendency to chip or fray.
- For heat-sensitive composites, use intermittent drilling with short bursts to prevent heat buildup that can alter the properties of the material
- If the composite surface is rough or uneven, adjust the drill pressure and speed to account for varying resistance.
- In some cases, specialty coolants or lubricants designed for composites can enhance the drilling process by reducing heat and improving bit life.
- Apply only the necessary force to engage the diamond hole saw with the material. Excessive force can lead to delamination, fiber damage, cracking. especially in layered or fiber-reinforced composites.
- Customize feed rate and speed settings for each type of composite material based on its specific characteristics and drilling response.
- For composites with high fiber content, use lower RPM and higher feed rates to prevent fiber pullout and ensure clean cuts.
- Control chip size through drill speed and feed rate. Smaller chips are preferable as they are easier to evacuate and reduce the risk of clogging.
- Gradually increase pressure when starting to drill to prevent sudden stress on the composite material.
- Be cautious of applying excessive pressure which can induce cracks or damage, particularly in more brittle composite materials.
9. Monitoring and Adjustments
- Continuously monitor the drilling process for signs of overheating, vibration, or unusual resistance.
- Adjust the speed, feed rate, or coolant flow as necessary.
- Clear chips and debris regularly, especially when drilling deep holes, to prevent clogging and overheating.
- In addition to using coolants, ensure that the drilling speed and feed rate are optimized to minimize heat generation.
- If excessive vibration occurs, check the tool and drill alignment, and ensure everything is properly secured and balanced.
- When drilling at an angle, use a drill guide or jig to maintain the angle consistently throughout the drilling process.
- Do not apply side pressure as it can cause the drill bit to break. Always drill straight in line with the bit.
- Monitor the condition of the pilot bit. Replace it if it becomes worn out to maintain drilling accuracy.
- Stay focused on the task, especially when handling tough materials or complex drilling tasks.
- Periodically check the alignment of the drill, especially after changing the setup or drilling multiple holes.
- Avoid pushing the drill too hard or too fast, as this can accelerate wear on the diamond coating.
- Keep the tool clean and avoid contact with materials that could clog or contaminate the diamond coating, such as adhesives or soft metals.
- Find the right balance between drill speed and pressure for each material to maximize efficiency and tool life.
- When drilling overhead, wear protective headgear and ensure that loose material cannot fall and cause injury.
- Regularly check the temperature of both the tool and the material. Excessive heat can damage the composite material.
- Watch for signs of delamination or fraying, which indicate too much pressure or speed.
- Continuously monitor the temperature during drilling. If the bit or material becomes too hot, pause to let it cool.
- If excessive vibration occurs, reduce the drilling speed and check the tool’s alignment and the material’s stability.
- When drilling through composites with multiple layers, be aware of potential changes in resistance as you move through different layers, and adjust your technique accordingly.
- Frequently inspect the diamond hole saw for signs of wear or damage, as diamond hole saws can cause damage to the composite material.
- To minimize fiber pull-out, especially in fiber-reinforced composites, ensure the diamond crystal coating on diamond hole saw are sharp and exposed and the drilling speed is not too high.
- Keep the diamond coating clean and free from material build-up to maintain effectiveness.
- Implement cool down periods in long drilling sessions to prevent overheating of both the tool and the composite material.
- Closely monitor the wear on the diamond hole saw during extensive use, as composite materials can be abrasive and may accelerate wear.
- Alternate between drilling and cooling periods to prevent overheating, especially in high-tensile composites.
- Adjust drill parameters like speed and feed rate based on the thickness of the composite material to prevent overheating and ensure thorough penetration.
- Ensure that the drill bit is clean and free of contaminants that could transfer to the composite material during drilling.
- For composites with varying densities, be prepared to adjust drilling parameters on the fly as you encounter different densities within the material.
- When dealing with multi-layer composites, employ a sequential drilling approach, adjusting parameters as you progress through different layers.
- Be aware of moisture content in certain composites, as it can affect drilling dynamics and diamond hole saw longevity.
- For transparent composites, extra care should be taken to prevent scratches or marks that could impair visibility.
- Be aware of thermal expansion in composites during drilling, as heat can cause materials to expand and affect hole dimensions.
- Consider the impact of environmental conditions, such as temperature and humidity, on both the composite material and the drilling process.
- Take special care when drilling composite sandwich panels to avoid damaging the core material and maintain structural integrity.
- When drilling carbon fiber composites, be especially cautious about heat generation, as it can degrade the fiber-matrix interface.
- Keep the diamond hole saw clean, especially from resin or fiber build-up, to maintain efficiency and prevent material contamination.
- When drilling fiberglass composites, be extra cautious about dust and fibers, which can be irritating to the skin and respiratory system.
10. Drilling Completion
- Slow down as you approach the end of the drill depth to prevent breakout on back side of the material
- Once drilling is complete, turn off the drill and carefully withdraw the tool.
- Once the desired depth is reached, reduce the RPM and gently withdraw the tool from the hole.
- Avoid abrupt movements that might damage the hole or the tool.
- Inspect the hole for smoothness and absence of delamination.
- Check the tool for wear, and clean it thoroughly after use.
- After completing the drilling, clean the work area to remove any hazardous debris or shards.
- As the drill approaches the end of the material, reduce pressure to prevent blowout or damage on the exit side.
- Use appropriate deburring or countering tools to clean up the edges of the hole, ensuring a smooth finish and removing any potential sharp edges.
11. Post-Drilling Care
- Clean the hole saw with a brush or compressed air to remove any debris. Use appropriate solvents to remove any resin or composite material that may have adhered to the bit.
- Inspect the tool for wear and store it in a dry, cool place.
- After use, inspect the tool for any signs of damage or unusual wear.
- Clean the tool thoroughly and apply a light oil if storing for an extended period to prevent corrosion.
- After heavy or prolonged use, inspect the tool for any signs of overheating, such as discoloration or loss of diamond grit.
- After drilling, evaluate the quality of the hole for any signs of material damage, such as fraying, splintering, or delamination.
- Post-drilling, assess the integrity of the hole, checking for any signs of material compromise, such as splintering or de-bonding.
- Inspect the composite material after drilling for any hidden cracks, delamination, or other damage that might not be immediately visible.






































































 - Recommended for coarser grits found in segment wheels, core drills, or Blanchard grinding. Excellent performance on 120 grit tools.")
 - Recommended for use in Diamond Tools 150 Grit Size (mesh size) or finer.")
 Recommended for use in Diamond Tools 150 Grit Size (mesh size) or finer.")
 C-100 Soft - Recommended for coarser grits found in segment wheels, core drills, or Blanchard grinding. Excellent performance on 120 grit tools.")
 Recommended for coarser grits found in segment wheels, core drills, or Blanchard grinding. Excellent performance on 120 grit tools.")



 Choose the appropriate diamond hole saw size based on the desired hole diameter.
Choose the appropriate diamond hole saw size based on the desired hole diameter. - SMART CUT® DIAMOND ELECTROPLATED (NICKEL BOND) HOLE SAWS / CORE DRILLS with Pilot")