")

















 - Recommended for use in Diamond Tools 150 Grit Size (mesh size) or finer.")
 C-100 Soft - Recommended for coarser grits found in segment wheels, core drills, or Blanchard grinding. Excellent performance on 120 grit tools.")


 Recommended for use in Diamond Tools 150 Grit Size (mesh size) or finer.")
 Recommended for coarser grits found in segment wheels, core drills, or Blanchard grinding. Excellent performance on 120 grit tools.")







02
Jun
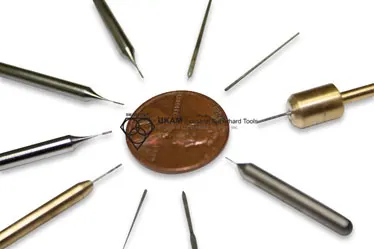
Select Right Diamond Drill for your Application
Learn important diamond drill methodology. understand diamond drill specifications and their differences Selecting the right Diamond Drills/Bits for your application is key to obtaining desired diamond drilling results. Using the Right Diamond Drill will…





 x 7mm (.276\") x 1.5\" (38.1mm) - Diamond Bottoming / Non-Coring Diamond Drills with 5/8-11” Female Thread")
 x 10mm (.393) x 1.5\" (38.1mm) - Diamond Bottoming / Non-Coring Diamond Drills with 5/8-11” Female Thread")