Typically used for dry cutting (without coolant). Blade life will far exceed abrasive cut off wheels such as aluminum oxide, zirconia, alumina or silicon carbide. Typically over 50+ abrasive blades put together. Another advantage of this blade compared to abrasive cut off blades is the amount of sparks is very minimal, odor eliminated, and debris is only from material being cut (not from blade itself) when using these blades compared.
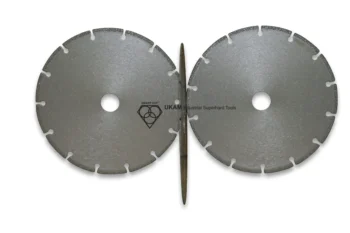
Also unlike abrasive blades which as susceptible to fracture and breakage that can cause possible injuries. This blade is made from strong steel with diamond strongly embedded to the edge, which is almost impossible to break or fracture. Diamond Grit Size: 40/50 mesh
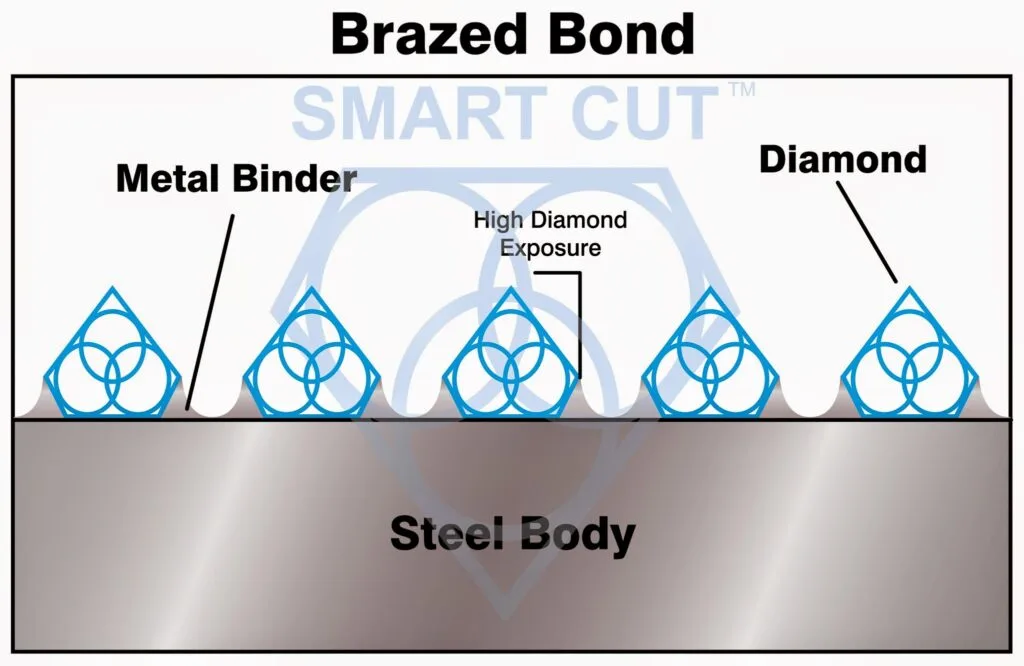
Bondy Type: Braised Bond
Diamond type: Synthetic
Diameters Range: 3″ (75mm) to 9″ (225mm)
Standard Inside Diameters: 3/8”, 7/8”, 5/8″ (15.875mm), we can also machine any inside diameter needed same day
Kerf Thickness: .050″ (1.27mm) to .060″ (2.41mm)
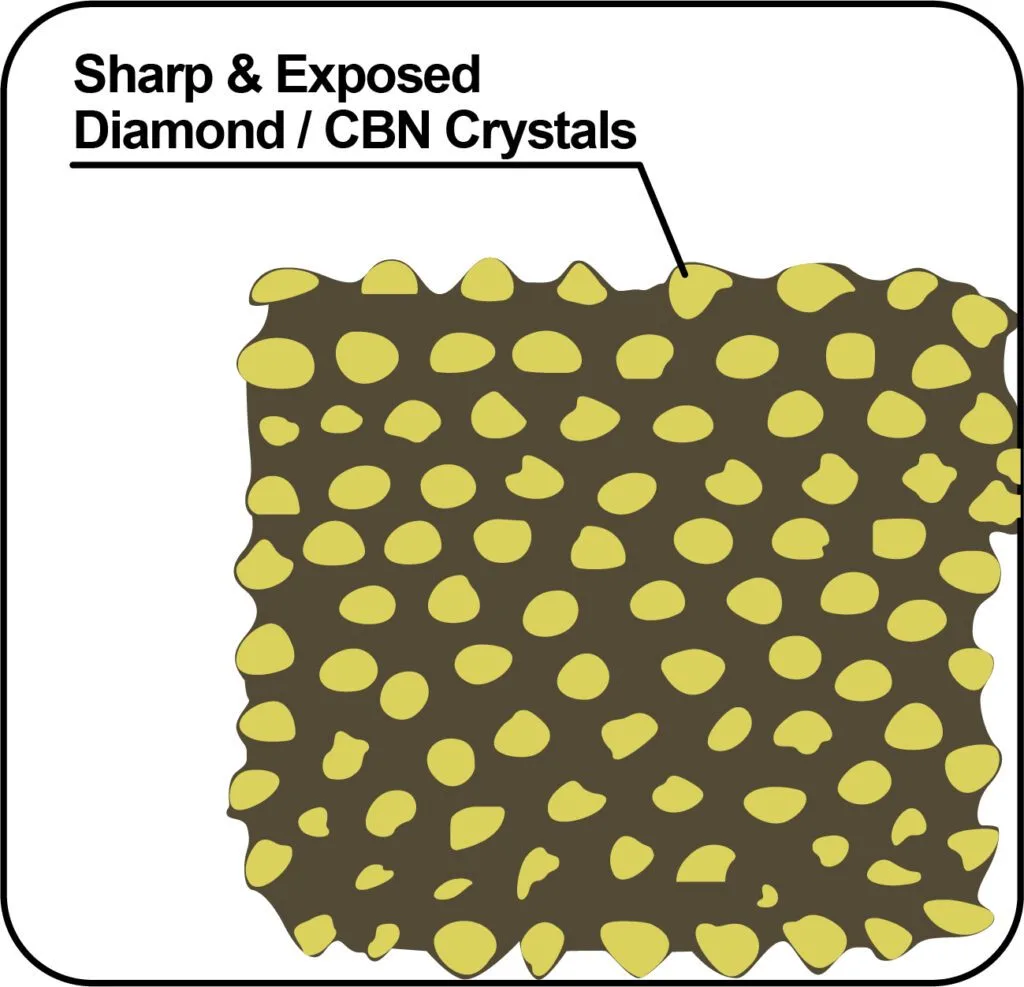
Diamond Size: very coarse
Concentration: High
Diamond Edge: Slotted
Core Type: Steel
RPM’s range: 25,00 to 6,000 (based on diameter of the blade)
Recommended Coolant: dry cutting or can be used with coolant