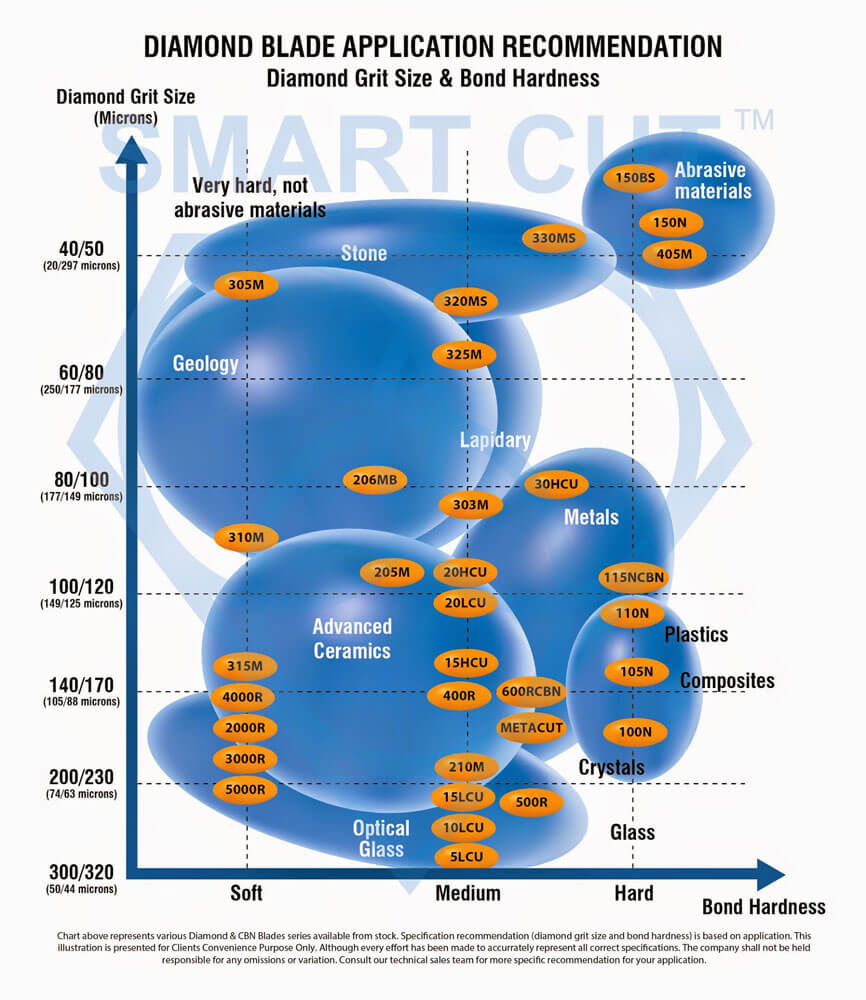
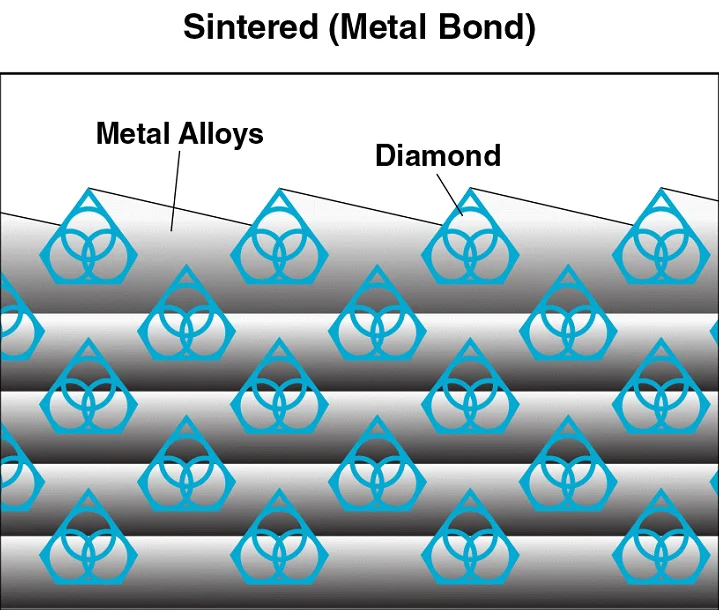
SMART CUT 205M Diamond Sintered Metal Bond Cut Off Blades are precision-engineered cutting tools designed specifically for ultra-hard and brittle materials. They are used to cut advanced ceramics, composites, optics, and other similarly challenging materials with high accuracy, speed, precision, and durability.
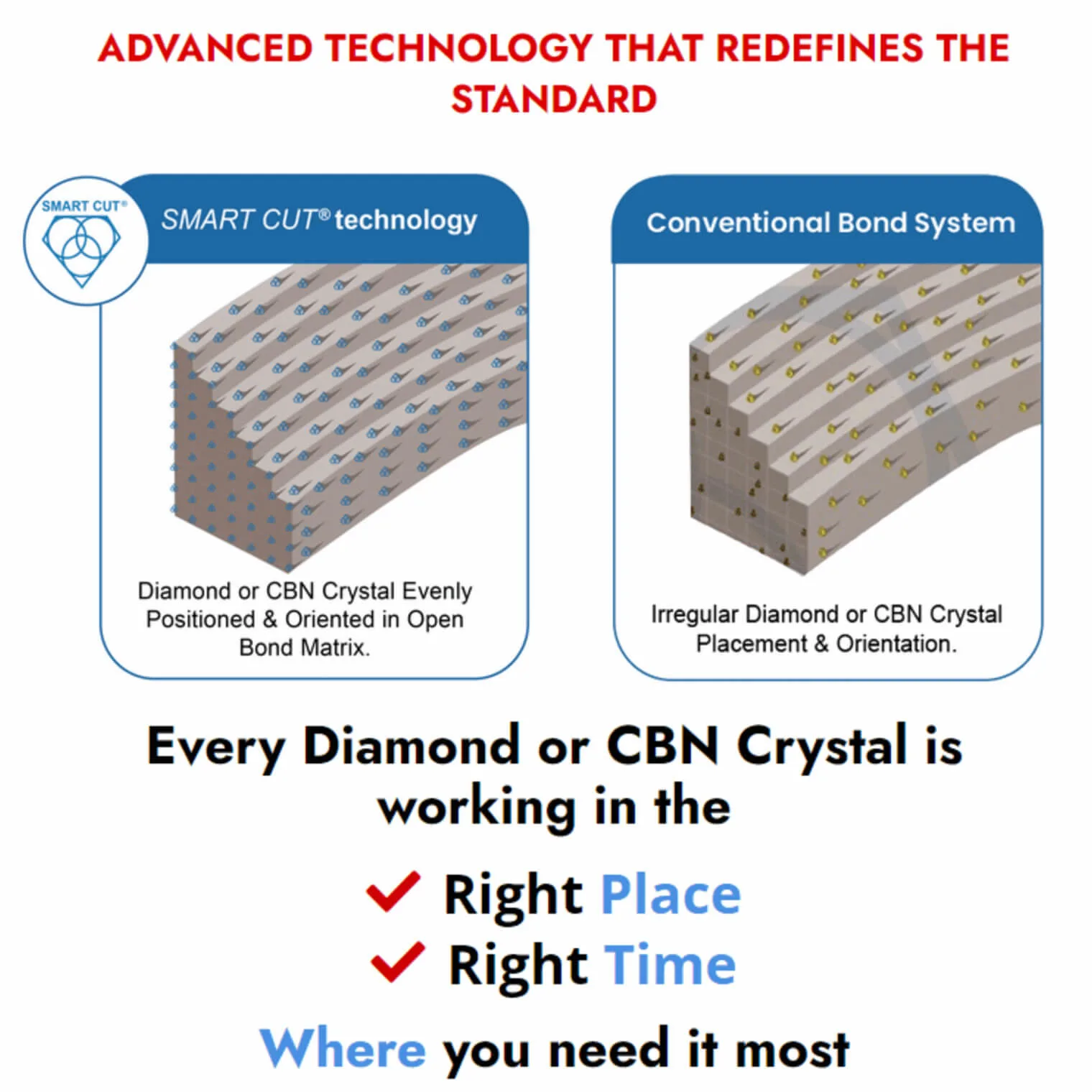
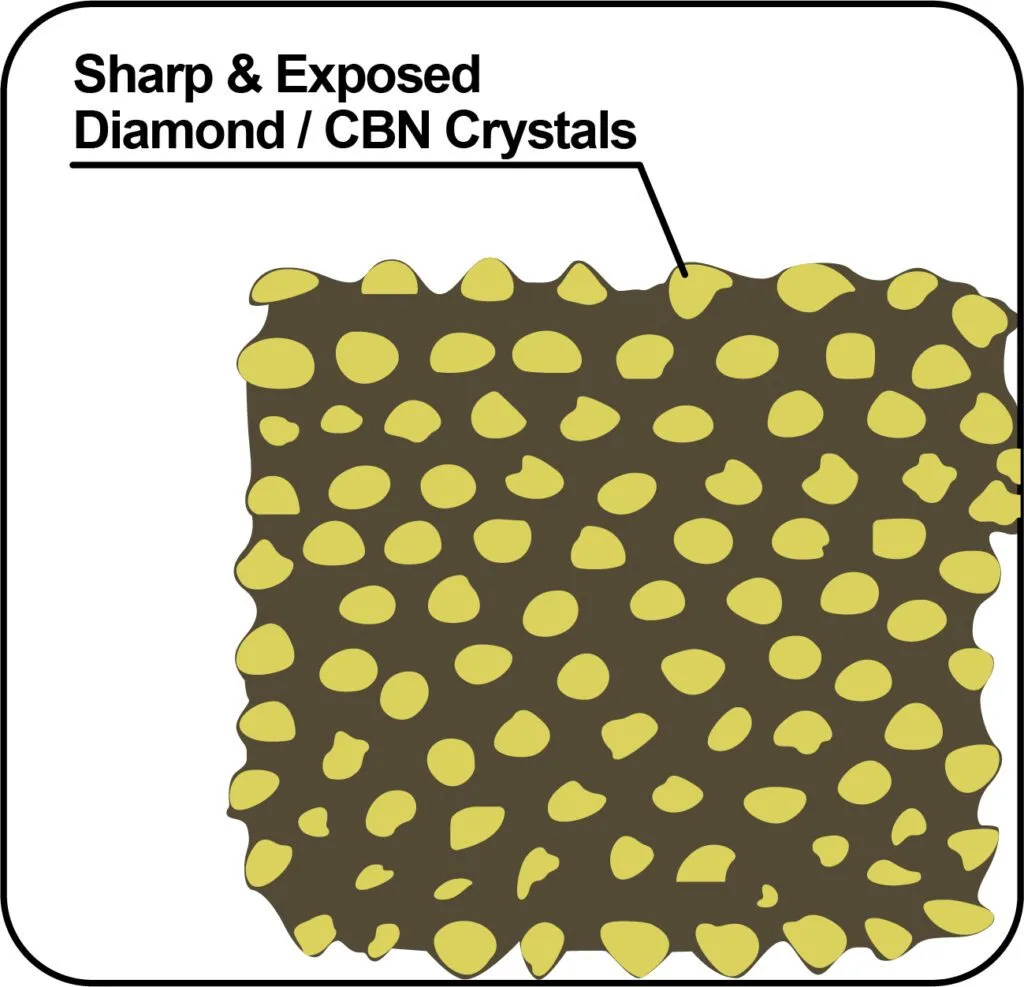
SMART CUT 205M Blades feature a high concentration of premium-quality diamonds embedded within a soft bond metal matrix. This unique design ensures a smooth and swift cutting action, extends the blade’s lifespan, and minimizes stress on the material being cut. These blades are exceptional at cutting ultra-hard materials like sapphire, silicon carbide, boron nitride, alumina oxide, and more, offering an excellent combination of cutting speed, surface finish, and longevity.
SMART CUT 205M Blades are ideal for a wide range of applications involving ultra-hard and dense materials, including but not limited to:
- Cutting advanced ceramics
- Trimming composites
- Precision cutting of optics
- Processing hard and brittle materials
Yes, the arbor size (inside diameter) of SMART CUT 205M Blades can be customized to meet your specific requirements. We offer the flexibility to change the arbor size to anything you need on the same day.
SMART CUT 205M Diamond Sintered Metal Bond Cut Off Blades are designed to cut a wide range of ultra-hard and dense materials, including, but not limited to:
- Sapphire
- Silicon carbide
- Boron nitride
- Alumina oxide
- YAG (Yttrium Aluminum Garnet)
- Advanced ceramics
- Composites
- Glass
- Quartz
- Single crystals
These blades excel in providing precise cuts on materials that are notoriously difficult to machine with conventional cutting tools.
Yes, SMART CUT 205M Blades can be used for wet cutting applications. SMART CUT water soluble coolant and other suitable coolants/lubricants can be employed to reduce heat generation, minimize dust, and extend the blade’s lifespan during cutting. Wet cutting also helps maintain the integrity of the material being processed.
The lifespan of SMART CUT 205M Blades can vary depending on factors such as the material being cut, the cutting conditions, and the operator’s expertise. However, these blades are known for their extended lifespan compared to many other cutting tools. Proper maintenance, such as keeping the blades clean and well-lubricated, can contribute to maximizing their longevity.
Yes, safety is paramount when using any cutting tools. Some safety precautions to consider when using SMART CUT 205M Blades include:
- Wearing appropriate personal protective equipment (PPE), such as safety glasses, gloves, and a dust mask.
- Ensuring the workspace is well-ventilated to minimize exposure to dust and fumes.
- Following the manufacturer’s guidelines for blade installation and usage.
- Avoiding excessive pressure or overloading during cutting, which can lead to blade damage or breakage.
- Keeping hands and body parts clear of the cutting path and the blade.
- Using proper machine guards and safety features on cutting equipment.
Always prioritize safety to prevent accidents and ensure a successful cutting operation.
SMART CUT 205M Blades are versatile and can be used with various types of cutting machinery, including precision saws, CNC machines, and other equipment designed for cutting hard materials. It’s important to ensure that the blade’s arbor size is compatible with the machinery you plan to use.
SMART CUT 205M Blades are designed to have a long lifespan, but they are typically not re-sharpened or reconditioned. Once the diamonds in the blade matrix wear down, it’s more cost-effective to replace the blade with a new one to maintain cutting performance.
To maintain the integrity of SMART CUT 205M Blades when not in use, it is advisable to store them in a dry and clean environment. Properly secure the blades to prevent damage, and store them away from direct sunlight or extreme temperature variations. It’s also a good practice to keep the blades in their original packaging to protect them from dust and contaminants.
While SMART CUT 205M Blades are designed to minimize dust generation compared to some other cutting methods, they may still produce some dust when cutting certain materials. To reduce dust, consider using a wet cutting technique with water or a suitable coolant. Additionally, wearing appropriate personal protective equipment, such as a dust mask, is recommended to minimize exposure to airborne particles.
SMART CUT 205M Blades are precision-engineered for accuracy, but cutting extremely thin materials can be challenging due to the risk of breakage or material deformation. It’s important to carefully consider the thickness and fragility of the material in question and adjust cutting parameters accordingly. In some cases, specialized techniques may be required for cutting very thin materials effectively.
SMART CUT 205M Blades can be used for both wet and dry cutting applications. The choice between wet and dry cutting depends on the material being cut and your specific cutting requirements. Wet cutting with water or a suitable coolant is often preferred to reduce heat, control dust, and prolong blade life. However, dry cutting may be suitable for some applications where using a coolant is not practical or desirable.
Changing the arbor size of SMART CUT 205M Blades should be done with care and following proper safety procedures. If you plan to change the arbor size yourself, consult the manufacturer’s instructions for guidance. It’s important to ensure that the new arbor size is securely and correctly fitted to prevent accidents during use.
Yes, SMART CUT 205M Blades are suitable for both manual and automated cutting processes. They can be used with precision saws and CNC machines, making them versatile tools that can accommodate various cutting setups and workflows.
To maintain the performance and longevity of SMART CUT 205M Blades during use, it is advisable to:
- Keep the blade clean by regularly removing debris and residue.
- Ensure proper lubrication or coolant flow to minimize heat generation.
- Monitor the blade for signs of wear or damage and replace it as needed.
- Follow the manufacturer’s guidelines for maintenance and safety.
- Use the appropriate cutting parameters for your specific application to prevent excessive wear.
Regular inspection and maintenance will help maximize the lifespan and cutting efficiency of the blades.
Yes, SMART CUT 205M Blades can be used for both straight cuts and intricate shapes, making them suitable for a wide range of cutting applications. Their precision and accuracy allow for versatility in cutting various shapes and sizes within the capabilities of the blade diameter.
SMART CUT 205M Blades are typically self-sharpening during use due to the diamond impregnation within the metal bond matrix. This means they usually do not require dressing or conditioning during regular use. However, if you notice a decline in cutting performance or blade wear, consult the manufacturer or distributor for guidance on whether dressing or conditioning is necessary.
Yes, SMART CUT 205M Blades are versatile and suitable for both laboratory research and industrial applications. They are commonly used in materials science research, aerospace, precision machining, and other industries that require cutting of ultra-hard and brittle materials.
If you have specific questions about using these blades in your laboratory or industrial setting, please feel free to reach out to our technical support team for further assistance.
Disposal of SMART CUT 205M Blades should be done in accordance with local regulations and environmental guidelines. Because these blades may contain diamond abrasive materials, it’s important to dispose of them responsibly. Contact your local waste disposal authority for guidance on proper disposal methods for diamond abrasive tools.
While SMART CUT 205M Blades are versatile and can be used for dry cutting, it’s important to consider the specific material and cutting conditions. Dry cutting at high speeds may generate more heat, which could potentially reduce blade life and affect the quality of the cut. It’s advisable to consult the manufacturer’s guidelines and perform test cuts to determine the suitability of dry cutting at high speeds for your application.
Yes, SMART CUT 205M Blades can be used for both rough cutting and finishing operations. Their ability to provide a smooth and precise cut makes them suitable for finishing applications where a high-quality surface finish is required. Additionally, they can handle rough cutting tasks efficiently.
SMART CUT 205M Blades are designed to be compatible with a wide range of cutting machines and equipment. They have a standard arbor size (1.25″ or 32mm inside diameter), which fits many common cutting equipment. However, it’s essential to ensure that the blade’s arbor size matches the equipment you intend to use.
Yes, SMART CUT 205M Blades can be used to cut materials of varying thicknesses. Their precision and versatility allow for cutting thin materials as well as thicker ones, provided that the equipment and cutting parameters are adjusted accordingly to accommodate the specific material thickness.
SMART CUT 205M Blades are designed to minimize chipping and micro-cracking in the cut material, especially when used with the appropriate cutting parameters and techniques. However, the extent of chipping or micro-cracking may still depend on the material being cut, its inherent properties, and the specific cutting conditions. It’s advisable to perform test cuts and optimize cutting parameters to achieve the best results for your application.
SMART CUT 205M Blades are capable of cutting transparent materials with minimal optical distortion, provided that they are used correctly and with the appropriate cutting parameters. However, the level of distortion may still vary depending on the material’s refractive index and the quality of the cutting process. It’s recommended to take precautions and conduct test cuts to ensure the desired optical quality is maintained.
Yes, SMART CUT 205M Blades are suitable for cutting large and thick pieces of ultra-hard materials. Their range of available diameters, combined with their ability to handle high cutting speeds, makes them effective for cutting through large and thick sections of materials like sapphire, silicon carbide, and more.
The recommended procedure for mounting SMART CUT 205M Blades onto cutting equipment may vary depending on the specific equipment and manufacturer’s instructions. However, in general, it involves securely attaching the blade to the machine’s arbor or spindle, ensuring proper alignment and tightening to prevent blade wobble. Always follow the equipment manufacturer’s guidelines and safety precautions when mounting the blade.
SMART CUT 205M Blades are well-suited for cutting brittle materials like glass and certain ceramics. Their design, which minimizes stress on the material being cut, can help reduce the risk of cracking. However, it’s essential to optimize cutting parameters, such as speed, feed rate, and lubrication, to minimize the chance of material damage. Test cuts are often recommended to determine the best parameters for specific brittle materials.
Yes, SMART CUT 205M Blades are versatile and can be used for both straight-line cuts and curved cuts with a high degree of precision. Their ability to maintain accuracy and provide smooth cutting action allows for intricate shapes and precise contours to be achieved in addition to straight cuts.
During extended cutting operations, it’s essential to periodically clean SMART CUT 205M Blades to remove debris and maintain optimal cutting performance. This can be done by stopping the machine, allowing the blade to cool, and then carefully cleaning it with a suitable cleaning brush or tool. Proper lubrication or coolant maintenance is also crucial to prevent overheating. Regularly inspect the blade for signs of wear and replace it if necessary to ensure consistent cutting quality.
In laboratory settings or cleanroom environments, it’s essential to maintain a clean and controlled workspace. Specific safety precautions may include:
- Ensuring that the cutting equipment and surroundings are clean and free from contaminants.
- Using appropriate personal protective equipment (PPE) to prevent contamination and ensure operator safety.
- Following cleanroom protocols for equipment usage and maintenance.
- Minimizing dust and particulate generation through proper dust extraction or containment systems.
Always adhere to the cleanliness and safety standards of the specific laboratory or cleanroom environment where you intend to use SMART CUT 205M Blades.
SMART CUT 205M Blades can be used for cutting materials with varying hardness within the same application. Their versatility and ability to cut through a wide range of ultra-hard and brittle materials make them suitable for applications where different materials need to be processed in sequence. However, it’s important to adjust cutting parameters as needed to accommodate the varying hardness of materials and ensure consistent cutting performance.
When cutting highly abrasive materials, such as composites with abrasive fillers, it’s important to be aware that the abrasive nature of the material can impact blade wear. Consider the following:
- Monitor blade wear more closely and be prepared to replace the blade as needed.
- Use appropriate cutting parameters to optimize cutting efficiency while minimizing wear.
- Consider using a wet cutting technique with a suitable coolant to reduce heat and abrasive wear.
Properly maintaining and inspecting the blade during and after cutting abrasive materials will help ensure its longevity and performance.
SMART CUT 205M Blades can be used for cutting materials sensitive to temperature changes, but it’s important to manage heat generation during cutting to avoid potential damage. Using a wet cutting technique with water or a suitable coolant can help dissipate heat and maintain temperature stability. Additionally, optimizing cutting parameters to minimize heat generation is crucial when working with thermally sensitive materials.
SMART CUT 205M Blades are versatile and can be used for both production and research purposes. They are commonly used in research and development applications to investigate and process ultra-hard and brittle materials. However, they are equally suitable for production applications where precision cutting and high-quality results are required.
Handling SMART CUT 205M Blades safely is crucial to prevent accidents and ensure operator safety. Some recommended safety precautions include:
- Wear appropriate personal protective equipment (PPE), including safety glasses, gloves, and a dust mask.
- Handle blades with care and avoid dropping or mishandling them.
- When not in use, store blades in a safe and secure location to prevent damage.
- Follow manufacturer guidelines for blade installation and removal.
- Dispose of used blades properly, following local regulations and guidelines for diamond abrasive tools.
Always prioritize safety when handling SMART CUT 205M Blades.
SMART CUT 205M Blades are primarily designed for cutting ultra-hard and brittle materials. While they can be used for cutting materials with high thermal conductivity, it’s important to consider the specific cutting conditions and parameters to manage heat generation effectively. Using appropriate cooling methods and adjusting cutting parameters may be necessary to ensure the integrity of the cut and minimize blade wear.
Yes, SMART CUT 205M Blades can be used for both wet and dry cutting of materials with varying hardness. The choice between wet and dry cutting depends on the specific material, the desired cut quality, and other factors. Wet cutting with water or a suitable coolant is often preferred to control heat, reduce dust, and extend blade life. Dry cutting may be suitable for certain applications, but it’s essential to adjust cutting parameters accordingly.
When cutting materials that are prone to chemical reactions with water or coolants, it’s important to choose an appropriate coolant that will not react with the material being cut. Some materials, such as certain metals or chemicals, may require specialized cutting techniques or dry cutting to avoid chemical reactions. Always consider the compatibility of the material and the coolant to ensure safe and effective cutting.
SMART CUT 205M Blades can be used for cutting materials with impurities or contaminants, but it’s important to be aware that these impurities can affect blade wear and cutting performance. Depending on the nature of the impurities, they may lead to increased blade wear or other challenges during cutting. It’s advisable to monitor blade wear more closely and consider appropriate cleaning methods to maintain cutting efficiency when working with impure materials.
SMART CUT 205M Blades can be used for cutting composite materials with multiple layers of different hardness or composition. Their precision and versatility make them suitable for such applications. However, it’s important to optimize cutting parameters and take into account the variations in hardness and composition to achieve clean and accurate cuts through each layer.
SMART CUT 205M Blades can be used for cutting sensitive materials, but it’s crucial to take precautions to minimize mechanical stress. This may involve adjusting cutting parameters, such as speed and feed rate, to reduce the impact of mechanical stress during cutting. Additionally, using a wet cutting technique with a suitable coolant can help dissipate heat and minimize stress on the material. Careful handling and proper machine setup are also essential to prevent damage to delicate components or substrates.
SMART CUT 205M Blades can be used for cutting abrasive materials, but it’s important to be prepared for potential rapid blade wear. Abrasive materials can accelerate the wear of cutting tools, including diamond blades. Monitoring the blade’s condition closely during cutting and having replacement blades on hand may be necessary to maintain cutting efficiency.
SMART CUT 205M Blades can be used for cutting composite materials with embedded reinforcements like carbon fibers or metal fibers. However, the presence of these reinforcements can affect blade wear and cutting performance. It’s important to consider the nature and distribution of the reinforcements and optimize cutting parameters accordingly. Test cuts may be necessary to determine the most effective cutting approach.
Yes, SMART CUT 205M Blades can be used for cutting materials with layered structures, such as laminates or semiconductor wafers. Their precision and ability to maintain a smooth cutting action make them suitable for applications where clean, accurate cuts through layered materials are required. Properly optimizing cutting parameters is important for achieving high-quality results.
SMART CUT 205M Blades can be used for cutting highly reflective materials, but precautions should be taken to minimize potential reflections or glare. Proper lighting and safety measures should be in place to ensure the safety of the operator. Additionally, using appropriate coolant or lubrication can help manage heat generation and maintain cutting performance when working with reflective materials.
Yes, SMART CUT 205M Blades are well-suited for cutting highly brittle materials like ceramics and glass. Their design minimizes stress on the material, reducing the risk of fracturing during cutting. However, it’s important to optimize cutting parameters, such as feed rate and speed, to prevent excessive pressure on the material and ensure clean cuts.
Yes, SMART CUT 205M Blades are compatible with automated cutting systems, including CNC machines. Their precision and durability make them suitable for high-precision and repeatable cutting tasks. These blades can be used in conjunction with automated systems to achieve consistent and accurate results in various applications.
SMART CUT 205M Blades are suitable for cutting materials with stringent surface finish requirements, such as optical components or semiconductor wafers. Their ability to provide smooth and precise cuts makes them well-suited for applications where a high-quality surface finish is essential. Properly optimizing cutting parameters and using appropriate coolants or lubrication is important to achieve the desired surface finish.
Yes, SMART CUT 205M Blades can be used for cutting materials with complex geometries, including multi-faceted gemstones and intricate semiconductor packages. Their versatility allows for precise cuts and intricate shapes to be achieved. When cutting materials with complex geometries, it’s important to plan the cutting path and optimize cutting parameters to ensure accuracy.
SMART CUT 205M Blades can be used for cutting materials that require minimal post-processing. Their ability to provide clean and precise cuts reduces the need for extensive post-cutting finishing work. However, the extent of post-processing required may still depend on the specific material and application. It’s advisable to assess the finished cut and make any necessary adjustments to meet the desired specifications.
SMART CUT 205M Blades are compatible with a range of cutting speeds, allowing for adjustments based on material characteristics and cutting requirements. The ability to vary cutting speed makes these blades versatile and adaptable to different materials and cutting conditions. It’s important to consult the manufacturer’s guidelines and perform test cuts to determine the optimal cutting speed for your specific application.
SMART CUT 205M Blades can be used for cutting materials with high thermal expansion coefficients, but it’s important to consider potential thermal effects during cutting. High thermal expansion materials can expand and contract during the cutting process, affecting the precision of the cut. Using appropriate cooling methods and optimizing cutting parameters can help mitigate the impact of thermal expansion and maintain cutting accuracy.
SMART CUT 205M Blades can be used for cutting materials with stringent flatness requirements, such as precision optics or semiconductor wafers. Their precision and ability to provide smooth, accurate cuts contribute to achieving the desired flatness. Properly optimizing cutting parameters and ensuring the equipment is well-maintained are important factors in meeting flatness specifications.
Yes, SMART CUT 205M Blades can be used for cutting materials with complex layer structures, including multilayer ceramics and advanced electronic components. Their versatility allows for precise cuts through different layers, provided that the cutting parameters are adjusted to accommodate variations in material properties and layer composition.
When cutting materials that are highly sensitive to vibration, it’s important to minimize vibrations during the cutting process. SMART CUT 205M Blades are designed to provide smooth and precise cuts, but vibrations can still occur, especially at high cutting speeds. Using stable cutting equipment, ensuring proper blade installation, and reducing cutting forces by optimizing parameters can help minimize vibrations and protect sensitive devices or instruments.
SMART CUT 205M Blades are engineered to minimize edge chipping when cutting brittle materials like glass or ceramics. Their design reduces stress on the material, helping to reduce the risk of edge chipping. However, it’s essential to optimize cutting parameters and handle the material carefully to further minimize the potential for edge chipping.
SMART CUT 205M Blades can be used for cutting materials that are highly porous, but it’s important to be aware that the porous nature of the material can affect blade wear and cutting performance. Porous materials may require adjustments to cutting parameters and may generate more dust or debris during cutting. Properly maintaining and inspecting the blade during and after cutting is essential when working with porous materials.
SMART CUT 205M Blades can be used for cutting materials with stringent dimensional tolerances, such as critical aerospace components or medical devices. Their precision and ability to provide accurate cuts make them suitable for applications where precise dimensions are crucial. Properly optimizing cutting parameters and carefully monitoring the cutting process are essential for meeting dimensional tolerances.
SMART CUT 205M Blades are primarily designed for cutting non-metallic and ultra-hard materials. While they can be used for some non-ferrous materials, they may not be suitable for highly magnetic materials. Highly magnetic materials may require specialized cutting tools designed to handle magnetic properties without affecting the cutting process. Consider alternative cutting methods or tools for such materials.
SMART CUT 205M Blades are compatible with a wide range of cutting machines, including precision saws, CNC machines, and other cutting equipment designed for diamond blade use. These blades can be integrated into various cutting setups to suit your specific application.
The recommended RPMs for SMART CUT 205M Blades can vary depending on the blade diameter and the specific material being cut. In general, a range of 1,000 to 4,000 RPM is commonly used as a starting point. However, it’s crucial to consult the our guidelines and perform test cuts to determine the optimal RPMs for your specific application.
When using SMART CUT 205M Blades, it is recommended to use coolants to dissipate heat generated during cutting. Water-based coolants or specialized cutting fluids are commonly used. Coolants help reduce friction, control heat, and minimize the risk of thermal damage to both the material being cut and the blade. They also help in reducing dust and extending blade life.
When using SMART CUT 205M Blades, you can expect a high-quality surface finish. These blades are designed to provide smooth and precise cuts, which contribute to achieving a fine surface finish. The exact finish can vary based on the material being cut and the cutting parameters, but they are generally capable of meeting stringent surface finish requirements.
SMART CUT 205M Blades are engineered to minimize chipping during cutting, especially in brittle materials like ceramics and glass. When used with appropriate cutting parameters and techniques, you can expect minimal to no visible chipping. However, the level of chipping may still depend on the material’s properties and the care taken during the cutting process. Proper optimization and testing can help achieve the desired results.
Please note that the specific RPM, coolant, feed rate, surface finish, and chipping levels may vary depending on the material being cut and the equipment used. Always refer to the manufacturer’s guidelines and perform test cuts to fine-tune these parameters for your unique application.
Yes, optimizing cutting parameters is essential for achieving the best results when using SMART CUT 205M Blades on different materials. Here are some general guidelines:
- RPM: Consult our guidelines and perform test cuts to determine the optimal RPM for each material. Harder materials may require lower RPMs, while softer materials may tolerate higher RPMs.
- Coolant Type: Choose the appropriate coolant based on the material’s compatibility and your application. Water-based coolants are commonly used, but specialized cutting fluids may be required for specific materials.
- Feed Rate: Start with the manufacturer-recommended feed rates and adjust them based on the material’s hardness. Slower feed rates are generally preferred for harder materials to optimize cutting quality.
SMART CUT 205M Blades can be used for dry cutting applications, but there are important considerations:
- Dry cutting may generate more heat, so monitor blade temperature and material integrity closely.
- Use a suitable dust extraction system to control dust and protect operator health.
- Optimize cutting parameters to reduce heat generation and minimize the risk of thermal damage to the material.
- Consider the material’s specific requirements and consult the manufacturer’s guidelines for dry cutting recommendations.
Achieving the desired surface finish and minimizing chipping involves fine-tuning cutting parameters:
- To improve surface finish, consider reducing the feed rate for a smoother cut.
- To minimize chipping, optimize the feed rate and ensure proper coolant flow to reduce heat and stress on the material.
- Experiment with different combinations of parameters and perform test cuts to find the optimal settings for your specific material and application.
SMART CUT 205M Blades can be used for materials with varying hardness within the same application. To adjust cutting parameters:
- Determine the hardness differences among materials.
- Start with parameters suitable for the hardest material.
- Adjust the feed rate and coolant flow to minimize heat and stress on softer materials.
- Perform test cuts on each material to ensure the best cutting parameters for all hardness levels.
When cutting materials with complex layer structures:
- Adjust cutting parameters based on the properties of each layer.
- Optimize the feed rate and coolant flow for consistent cuts through different layers.
- Perform test cuts to ensure clean cuts and maintain the integrity of all layers.
- Pay attention to any variations in hardness, composition, or density within the layered structure.
When cutting vibration-sensitive materials:
- Choose stable and well-maintained cutting equipment to minimize vibrations.
- Optimize feed rates to reduce cutting forces and vibration.
- Ensure precise blade installation and alignment to minimize vibrations during cutting.
- Monitor the cutting process closely to protect sensitive devices or instruments from potential damage.
When cutting highly porous materials:
- Adjust feed rates to accommodate variations in material density and porosity.
- Ensure proper coolant flow to control heat and prevent thermal damage.
- Be prepared for increased dust or debris generation and use dust extraction systems if necessary.
- Perform test cuts to determine the best combination of parameters for clean and efficient cutting of porous materials.
To meet stringent flatness requirements:
- Maintain precise alignment and stability of the cutting equipment.
- Optimize feed rates and ensure consistent coolant flow to minimize surface irregularities.
- Monitor surface quality during cutting and adjust parameters as needed.
- Perform post-cut inspections to verify flatness and make any necessary adjustments.
SMART CUT 205M Blades are primarily designed for non-metallic and ultra-hard materials. They may not be suitable for highly magnetic materials. For cutting highly magnetic materials, consider alternative cutting tools designed to handle magnetic properties without affecting the cutting process. Magnetic materials often require specialized cutting techniques and tools.
When cutting highly reflective materials:
- Use appropriate lighting and safety measures to minimize reflections and glare.
- Optimize feed rates and coolant flow to control heat and maintain cutting performance.
- Be prepared for variations in material properties and monitor the cutting process closely.
Consider using anti-reflective coatings or specialized techniques to reduce reflections during cutting.
SMART CUT 205M Blades can be used for temperature-sensitive materials, but temperature control is crucial:
- Utilize proper coolant flow to dissipate heat and maintain temperature stability.
- Adjust feed rates to minimize heat generation during cutting.
- Monitor material temperature and take precautions to prevent thermal damage.
- Perform test cuts to optimize cutting parameters for temperature-sensitive materials.
Optimizing cutting parameters is essential to achieve the best results when working with various materials and applications. Always consider the specific characteristics and requirements of the material being cut, and be prepared to perform test cuts to fine-tune parameters accordingly.
Achieving precise dimensional tolerances requires careful optimization of cutting parameters:
- Maintain stable equipment and ensure precise blade installation to minimize variations.
- Adjust feed rates and coolant flow to control heat and achieve the desired dimensions.
- Monitor cutting accuracy throughout the process and make necessary adjustments as needed.
- Perform post-cut inspections to verify dimensional tolerances and make any final adjustments.
SMART CUT 205M Blades can be used for materials with high thermal expansion coefficients, but consider these factors:
- Use appropriate coolant to control heat and minimize thermal expansion effects.
- Adjust feed rates and cutting speeds to reduce the impact of thermal expansion.
- Monitor material movement during cutting and make real-time adjustments as needed.
- Perform test cuts to find the optimal parameters for materials with high thermal expansion coefficients.
SMART CUT 205M Blades can help minimize post-processing requirements:
- Optimize feed rates and coolant flow to achieve clean and precise cuts.
- Monitor surface quality during cutting to minimize the need for additional finishing.
- Perform post-cut inspections to assess the quality of the cut and reduce post-processing steps as needed.
- Fine-tune cutting parameters to achieve the desired level of finish directly from the cutting process.
SMART CUT 205M Blades can be used for both wet and dry cutting:
- For wet cutting, use water-based coolants or cutting fluids to control heat and debris.
- For dry cutting, adjust parameters to reduce heat and dust generation.
- Be prepared to switch between wet and dry cutting techniques based on material characteristics and desired results.
- Regularly clean the blade and equipment when switching between cutting methods.
For materials reactive with water or coolants:
- Choose a coolant that is compatible with the material.
- Use minimal coolant or opt for dry cutting if possible.
- Monitor the cutting process closely and be prepared for potential reactions.
- Ensure proper ventilation and safety measures when working with reactive materials.
Blade dressing is essential for maintaining the performance of SMART CUT 205M Blades. The frequency of dressing depends on several factors, including the material being cut, cutting parameters, and blade wear. Here’s more information:
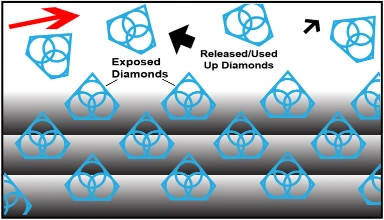
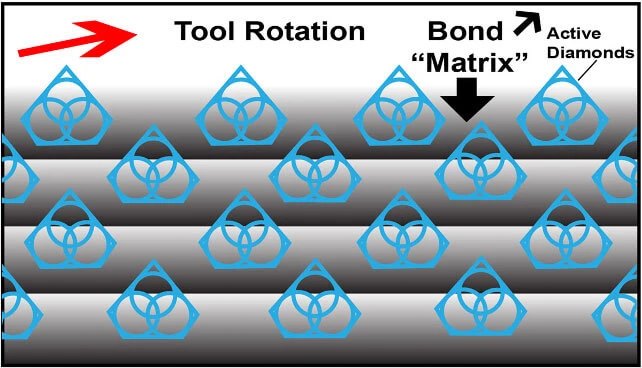
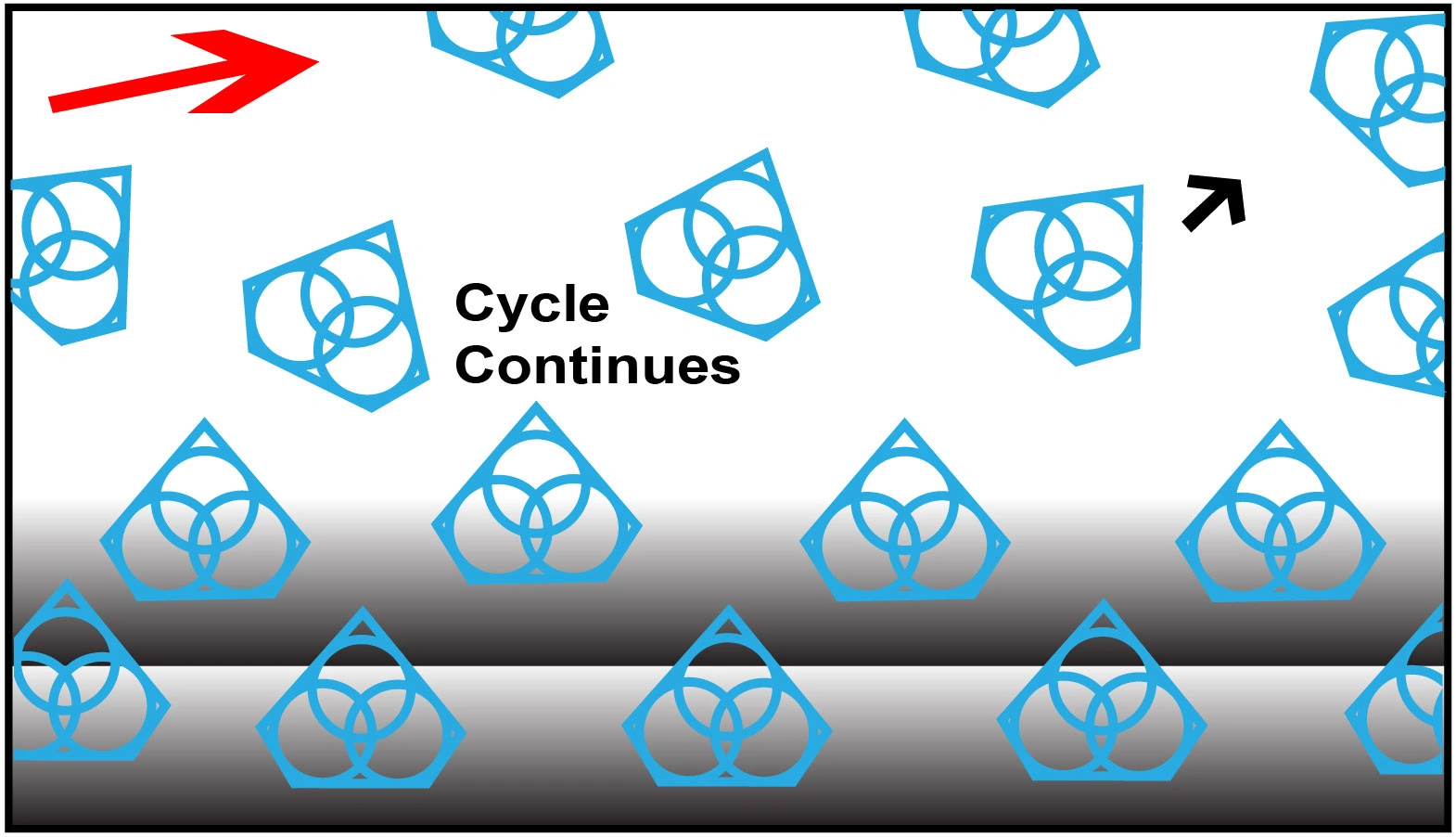
Blade dressing is the process of exposing new diamond abrasive particles on the blade’s cutting edge. Over time, diamond blades can wear, leading to reduced cutting efficiency and quality. Dressing helps restore the blade’s sharpness and cutting effectiveness.
Several indicators suggest it’s time to dress the blade:
- Reduced cutting speed or efficiency.
- Poor surface finish.
- Increased cutting noise or vibration.
- Visible signs of wear on the blade’s cutting edge.
- Uneven or chipped cuts.
Several factors influence how often you should dress SMART CUT 205M Blades:
- Material hardness: Harder materials may cause faster blade wear.
- Cutting parameters: Higher speeds or feed rates can accelerate wear.
- Material impurities: Materials with abrasive contaminants may wear the blade more quickly.
Blade quality: Blade quality and initial sharpness affect wear rates.
Blade dressing can be done using a dressing stick or dressing tool designed for diamond blades. The process typically involves running the dressing tool against the rotating blade to expose new diamond abrasive particles. Follow the manufacturer’s guidelines for dressing procedures and use appropriate safety equipment.
When dressing the blades, take these precautions:
- Wear appropriate personal protective equipment, including safety glasses and gloves.
- Ensure the dressing tool is compatible with the blade’s specifications.
- Follow manufacturer instructions for the dressing process.
- Use the proper technique to prevent over-dressing or damage to the blade.
SMART CUT 205M Blades can be dressed multiple times to extend their lifespan. However, there are limitations to how many times a blade can be dressed, as excessive dressing can reduce blade life. The number of dressings a blade can withstand depends on factors like blade quality and initial sharpness.
Dressing SMART CUT 205M Blades can be done in-house if you have the necessary equipment and follow manufacturer guidelines. However, if you’re unsure or inexperienced, it’s advisable to consult a professional or the blade manufacturer for guidance to ensure proper dressing and blade maintenance.
The dressing process can vary based on the material being cut and the application. Consult the blade manufacturer’s guidelines for specific recommendations on dressing SMART CUT 205M Blades for different materials or applications. Tailoring the dressing process to the material and application can help maximize blade performance.
Regular blade dressing is essential for maintaining the cutting effectiveness and longevity of SMART CUT 205M Blades. By monitoring wear indicators and following proper dressing procedures, you can ensure consistent cutting performance and quality results.
Neglecting to dress SMART CUT 205M Blades regularly can lead to several undesirable consequences:
- Reduced cutting efficiency and slower cutting speeds.
- Lower quality surface finish with increased roughness.
- Increased heat generation, potentially causing thermal damage to the material.
- Increased risk of blade wear and damage, shortening the blade’s lifespan.
- Inaccurate cuts, which can impact the dimensional accuracy of the workpiece.
Over-dressing SMART CUT 205M Blades can have adverse effects, including excessive diamond particle removal and reduced blade life. To avoid over-dressing, follow these guidelines:
- Use a dressing tool designed for diamond blades.
- Dress the blade according to the manufacturer’s recommendations.
- Avoid excessive pressure or prolonged dressing, which can remove too many abrasive particles.
- Regularly inspect the blade to assess the need for dressing without overdoing it.
The frequency of dressing SMART CUT 205M Blades is highly dependent on the specific application, material, and cutting parameters. While there’s no one-size-fits-all rule, a good practice is to monitor the blade’s performance regularly. When you observe signs of reduced cutting efficiency, poor surface finish, or other wear indicators, consider dressing the blade. Keep records of blade performance to establish a maintenance schedule tailored to your specific needs.
Blade dressing can be integrated into routine blade maintenance. Performing regular inspections and dressing when needed can help prevent excessive wear and maintain consistent cutting performance. Incorporating blade dressing into your maintenance schedule can contribute to longer blade life and better cutting results.
Advanced techniques and tools for dressing SMART CUT 205M Blades can enhance the dressing process and extend blade life. These may include:
- Using specialized dressing sticks or tools designed for specific blade types.
- Employing automated or computer-controlled dressing systems for precision.
- Implementing laser-dressing techniques for fine-tuning the blade edge.
Consulting with blade manufacturers for customized dressing solutions based on your application needs.
SMART CUT 205M Blades can be re-dressed to restore some of their original sharpness and cutting effectiveness. However, there is a limit to how much they can be restored, as the diamond abrasive particles wear down over time. Blade quality, initial sharpness, and the number of previous dressings can influence how effectively a blade can be restored. Eventually, when the diamond particles are too worn, the blade may need replacement.
When dressing SMART CUT 205M Blades for highly abrasive materials:
- Be prepared for more frequent dressing due to accelerated wear.
- Use dressing tools designed for diamond blades to maintain blade integrity.
- Monitor blade condition closely and perform intermediate dressings as needed.
- Adjust cutting parameters to minimize heat and maintain cutting efficiency.
Blade dressing can be performed on-site if you have the necessary equipment and expertise. However, if you’re uncertain or prefer professional handling, you can send blades to specialized services for dressing and maintenance. These services often have specialized tools and experience to ensure effective blade dressing and prolong blade life.



























































 - Recommended for use in Diamond Tools 150 Grit Size (mesh size) or finer.")
 C-100 Soft - Recommended for coarser grits found in segment wheels, core drills, or Blanchard grinding. Excellent performance on 120 grit tools.")


 Recommended for use in Diamond Tools 150 Grit Size (mesh size) or finer.")
 Recommended for coarser grits found in segment wheels, core drills, or Blanchard grinding. Excellent performance on 120 grit tools.")