































Get to Know the Diamond Tool Bond Types and Which to use for your application

17
May

-
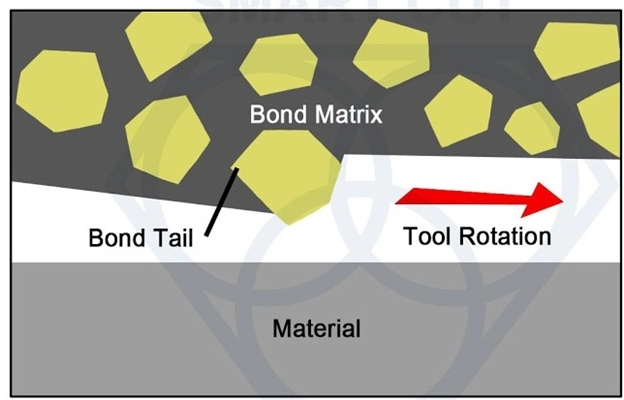
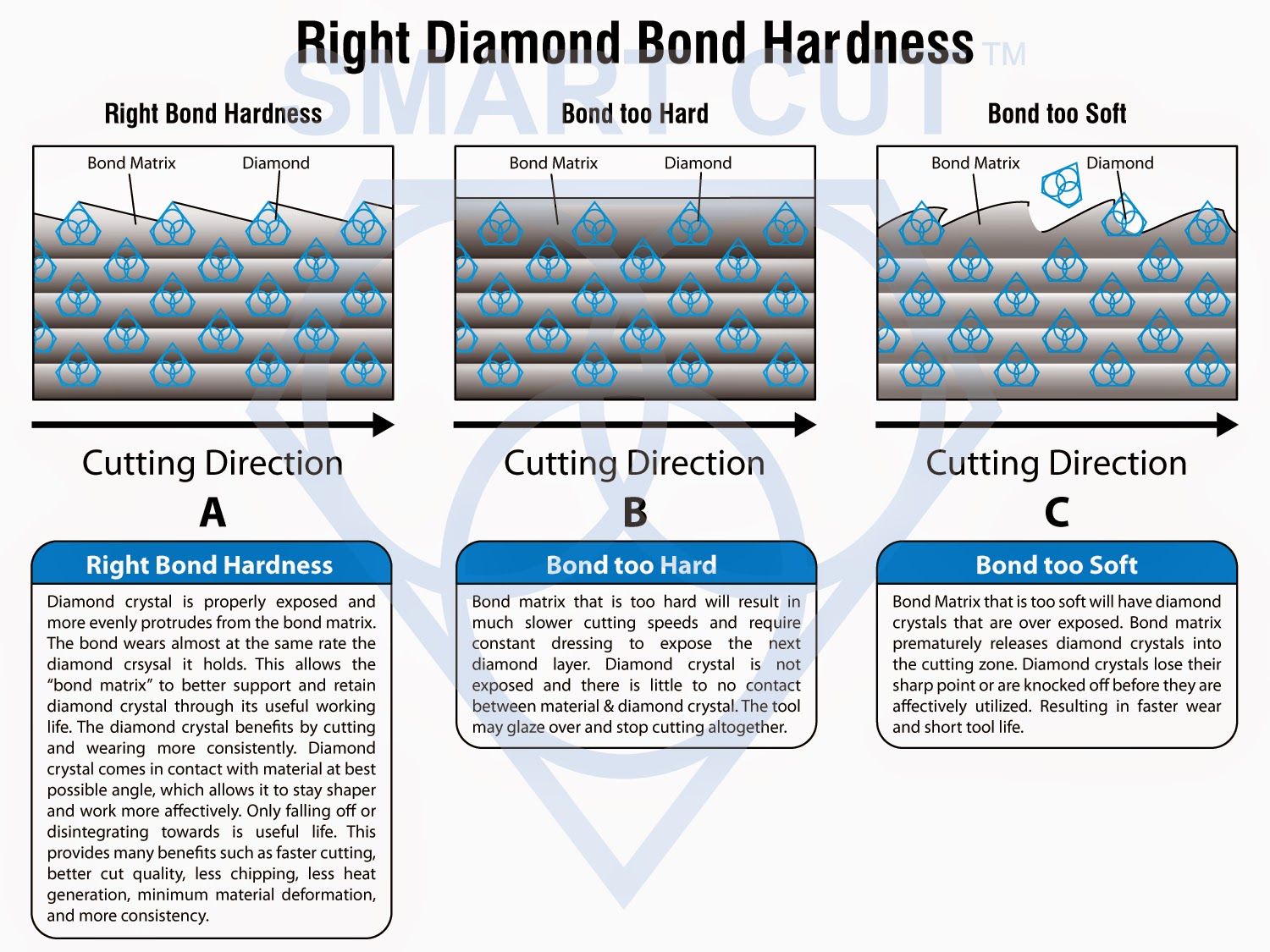
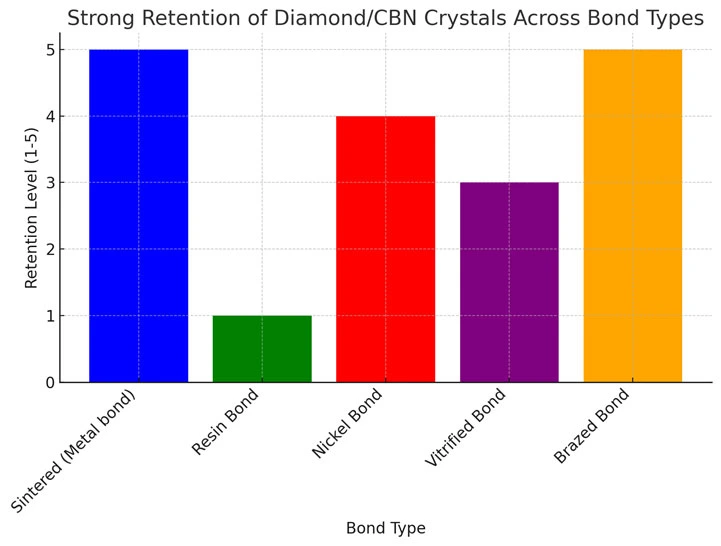
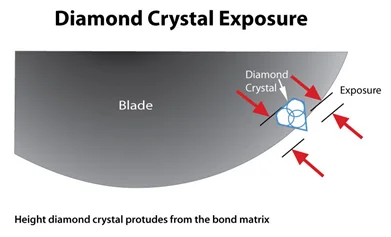
 Purpose: The primary function of the bond matrix is to hold the diamond crystals securely in place during the cutting or grinding process. The bond needs to be strong enough to avoid premature pullouts of diamonds, which can lead to inefficient tool performance and uneven wear.
Purpose: The primary function of the bond matrix is to hold the diamond crystals securely in place during the cutting or grinding process. The bond needs to be strong enough to avoid premature pullouts of diamonds, which can lead to inefficient tool performance and uneven wear.
-
Mechanism: The bond matrix grips the diamonds through mechanical interlocking and chemical bonds, depending on the material of the bond and the coating on the diamonds. This retention must balance the strength and wear rate to ensure that diamonds are held firmly until they are worn to a point where they no longer cut effectively.
-
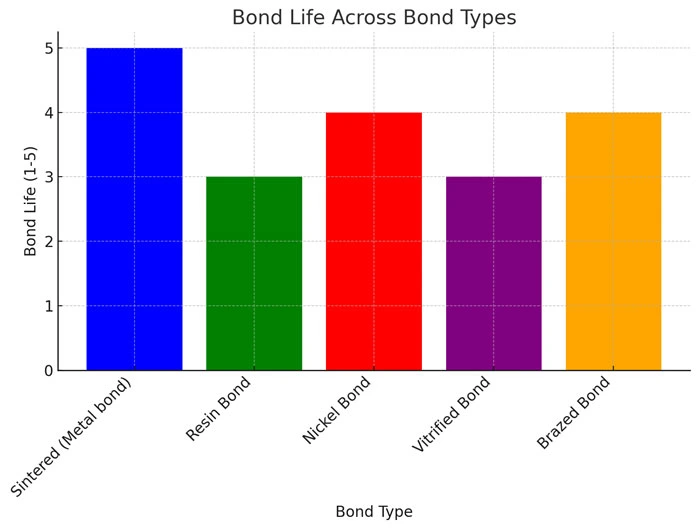
Purpose: As the diamonds at the surface of the tool become dull, the bond must erode at a controlled rate to expose new, sharp diamonds. This controlled erosion is essential for maintaining the cutting efficiency of the tool over its lifetime.
-
Mechanism: The bond matrix is designed to wear away at a specific rate, which depends on the bond material and the operational conditions. This wear rate should match the diamond erosion rate to ensure that new cutting surfaces are exposed just as the old ones become worn out.
-
Purpose:The bond matrix must provide sufficient structural strength to withstand the forces exerted during machining. It should effectively transfer energy from the spindle of the machine to the material being worked on, maximizing the tool's cutting or grinding power.
-
Mechanism: The integrity of the bond affects how well it can transfer and distribute mechanical stress across the tool. A well-designed bond matrix will be able to handle the dynamic stresses of high-speed cutting and grinding without cracking or breaking.






-
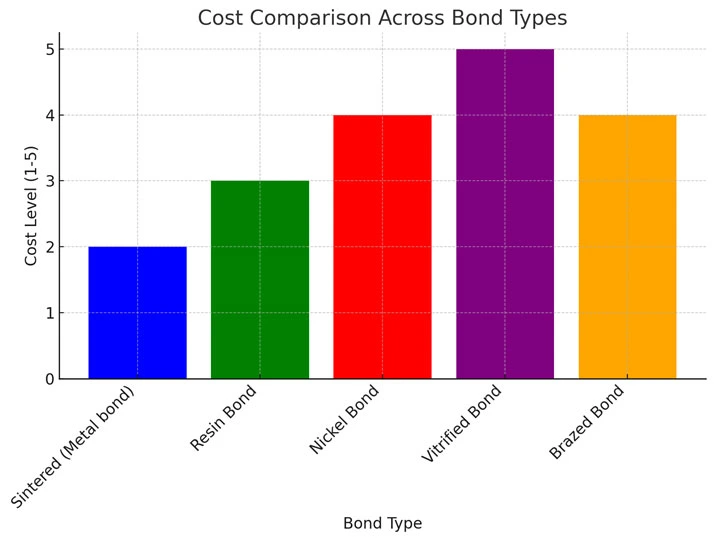
Assess Total Cost of Ownership: Include all costs associated with the tool over its lifetime, not just the initial purchase price. This assessment should factor in maintenance, replacements, and any potential downtime costs.
-
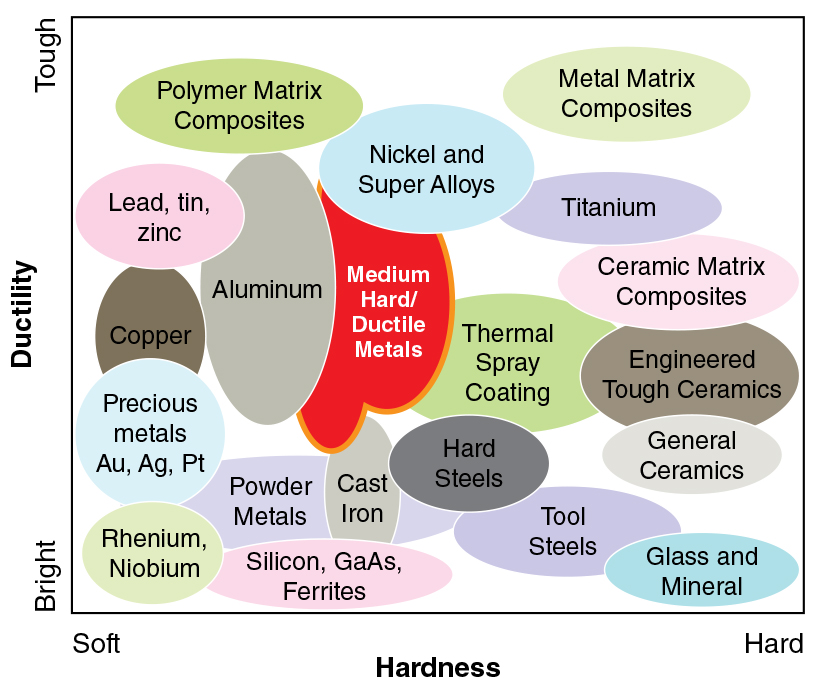
Match Bond Type to Application Needs: Choose a bond type that aligns with the specific requirements of the application to ensure optimal performance. Over-specifying can lead to unnecessary costs, while under-specifying can result in frequent tool failures and replacements.

-
Assess Total Cost of Ownership: Include all costs associated with the tool over its lifetime, not just the initial purchase price. This assessment should factor in maintenance, replacements, and any potential downtime costs.
-
Match Bond Type to Application Needs: Choose a bond type that aligns with the specific requirements of the application to ensure optimal performance. Over-specifying can lead to unnecessary costs, while under-specifying can result in frequent tool failures and replacements.
-
Plan for Long-Term Savings: Opt for higher-quality, durable bonds if the application warrants it, focusing on long-term savings rather than just the upfront cost. This is particularly important for high-volume or critical machining operations where downtime has a major impact on productivity.
-
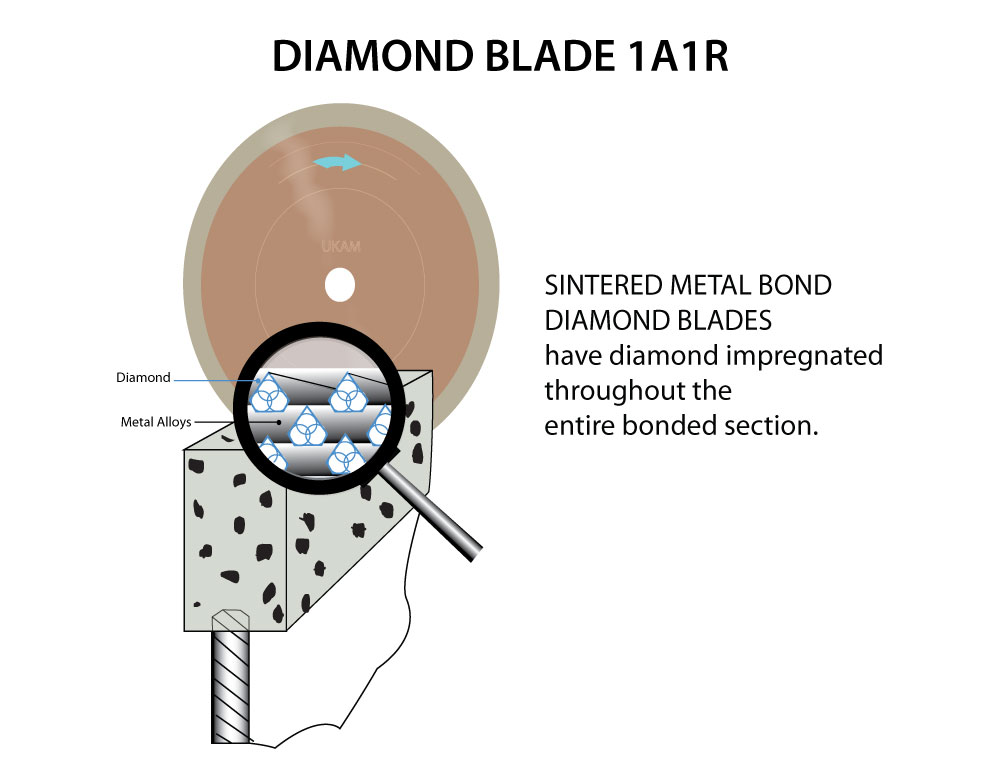
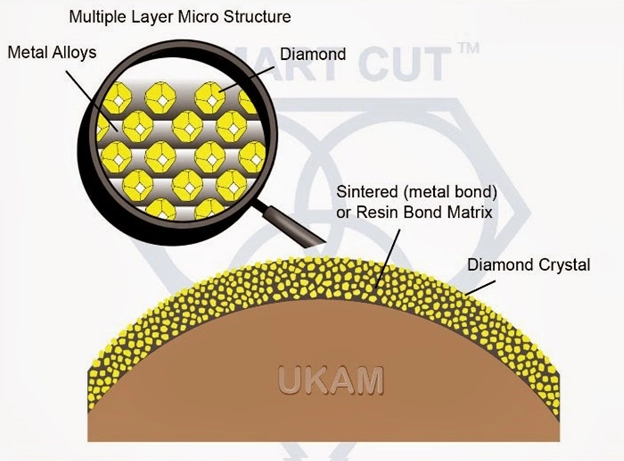
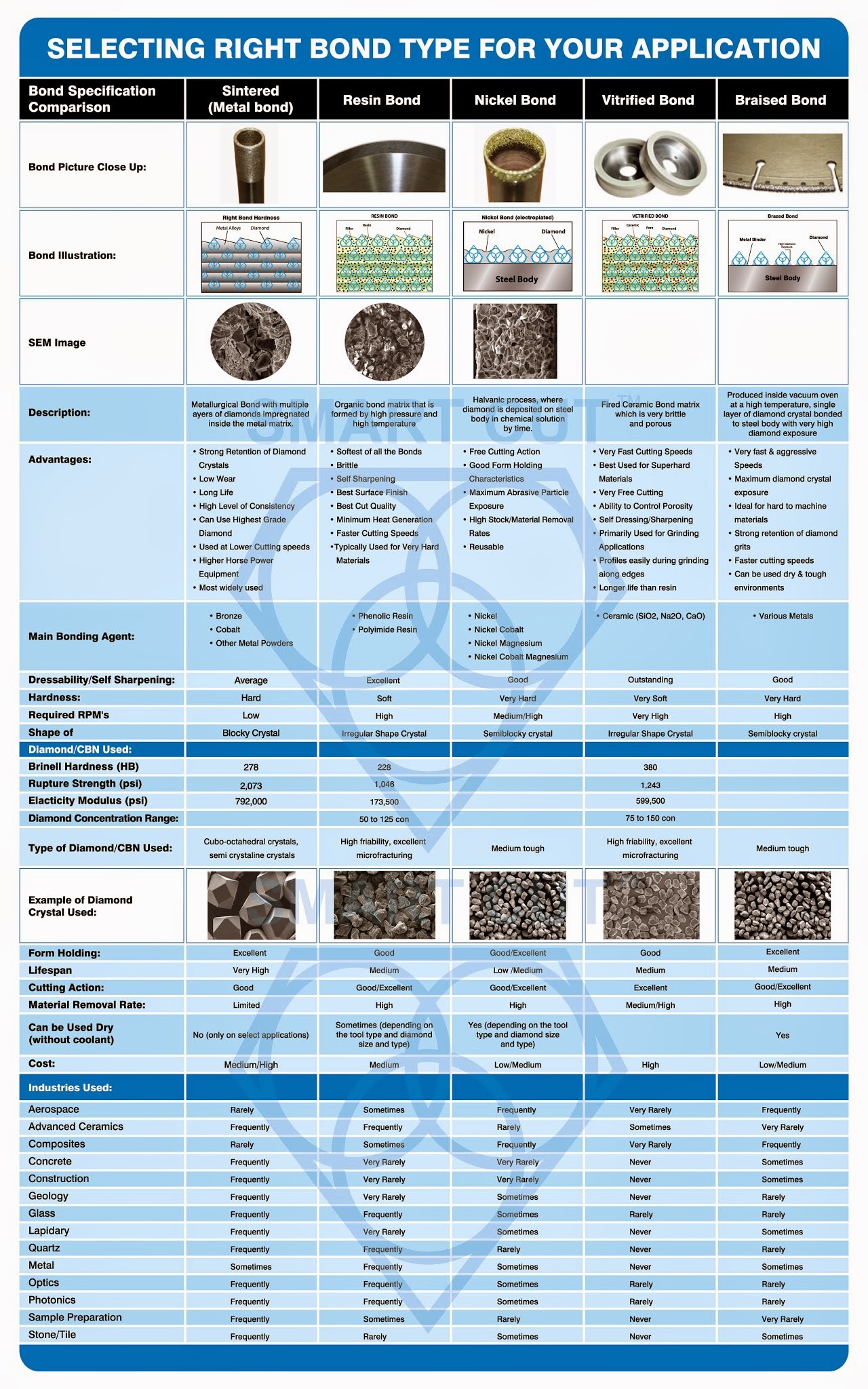
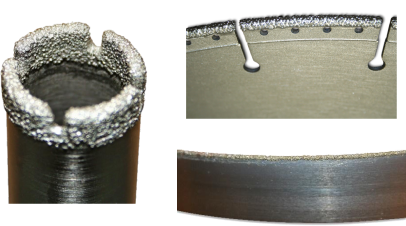
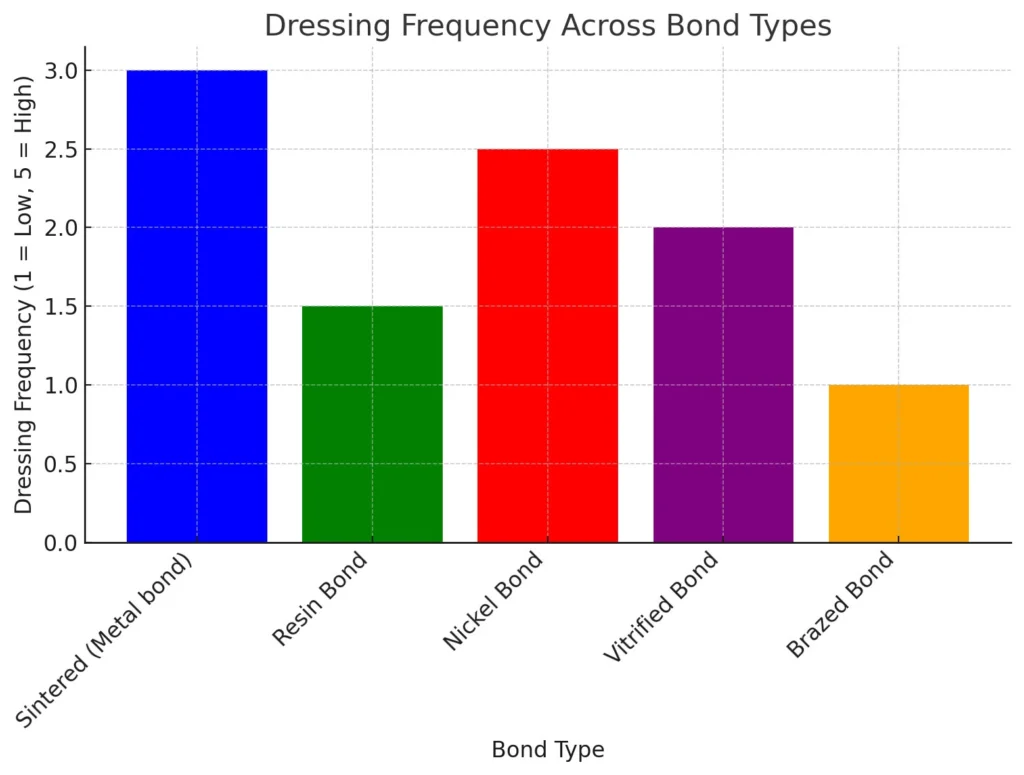
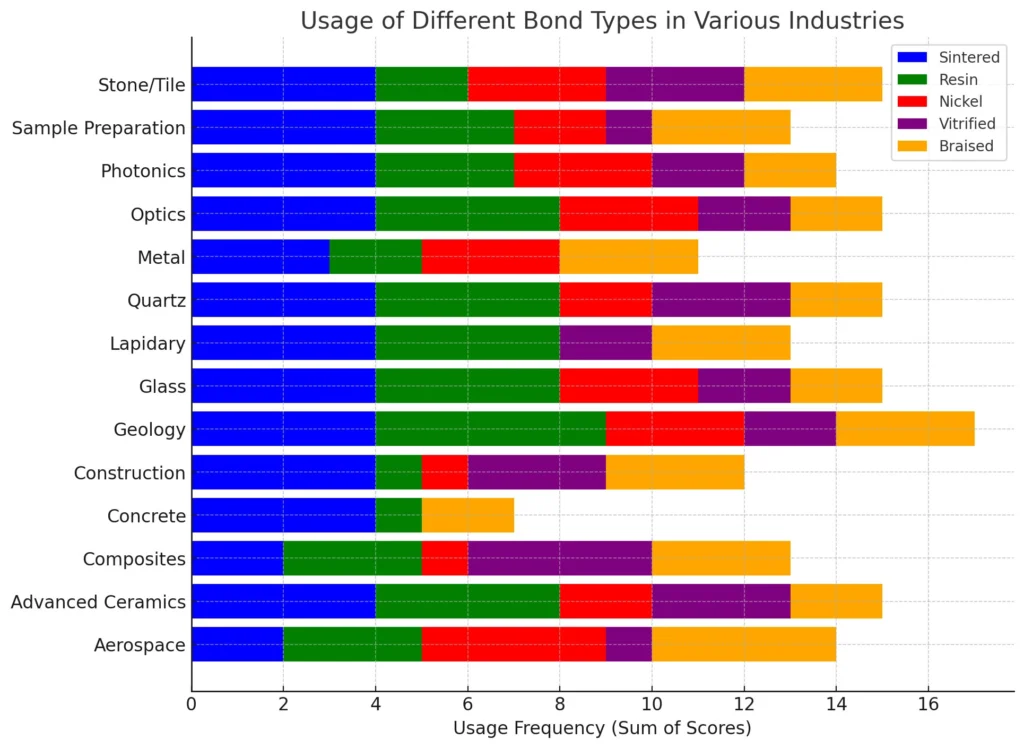
Sintered (metal bond)
-
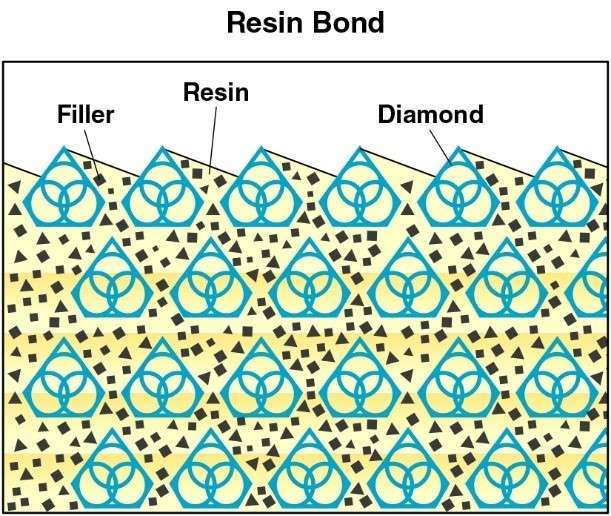
Resin Bond
-
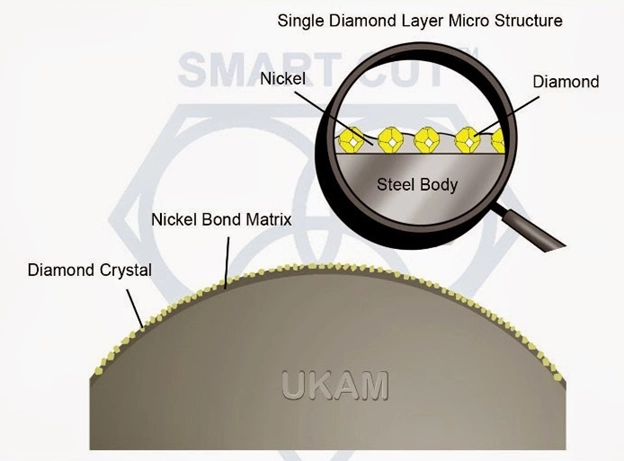
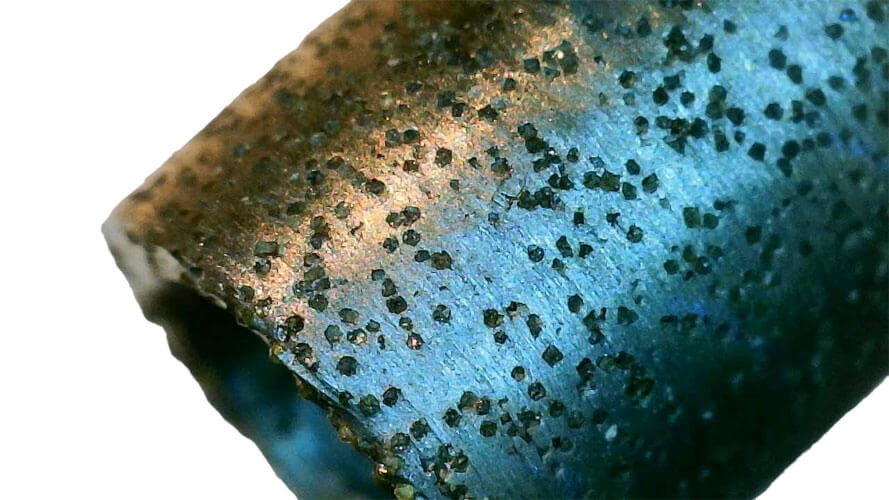
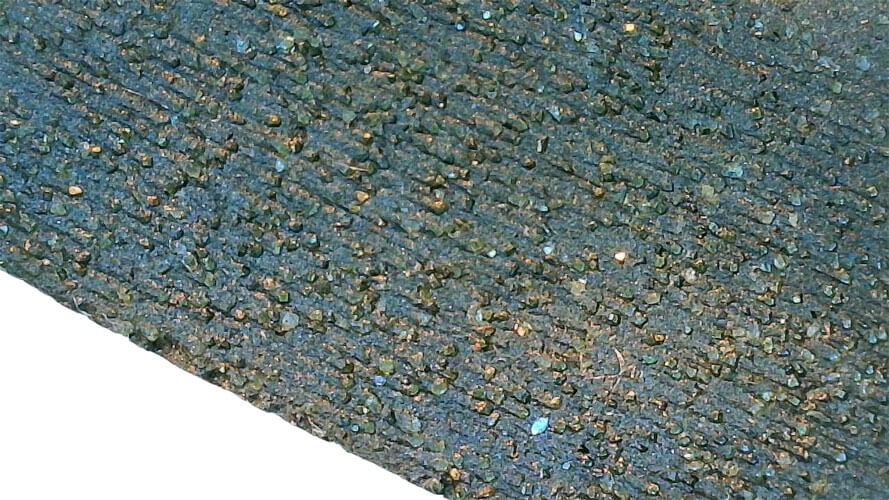
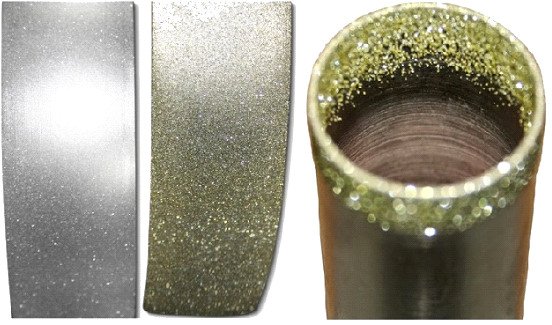
Electroplated (nickel bond)
-
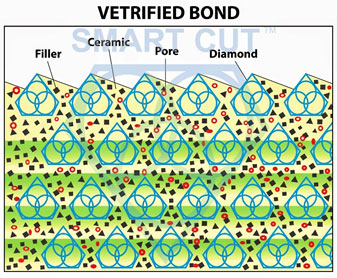
Vitrified Bond
-
Brazed Bond
-
Hybrid Bond






















02
Jun
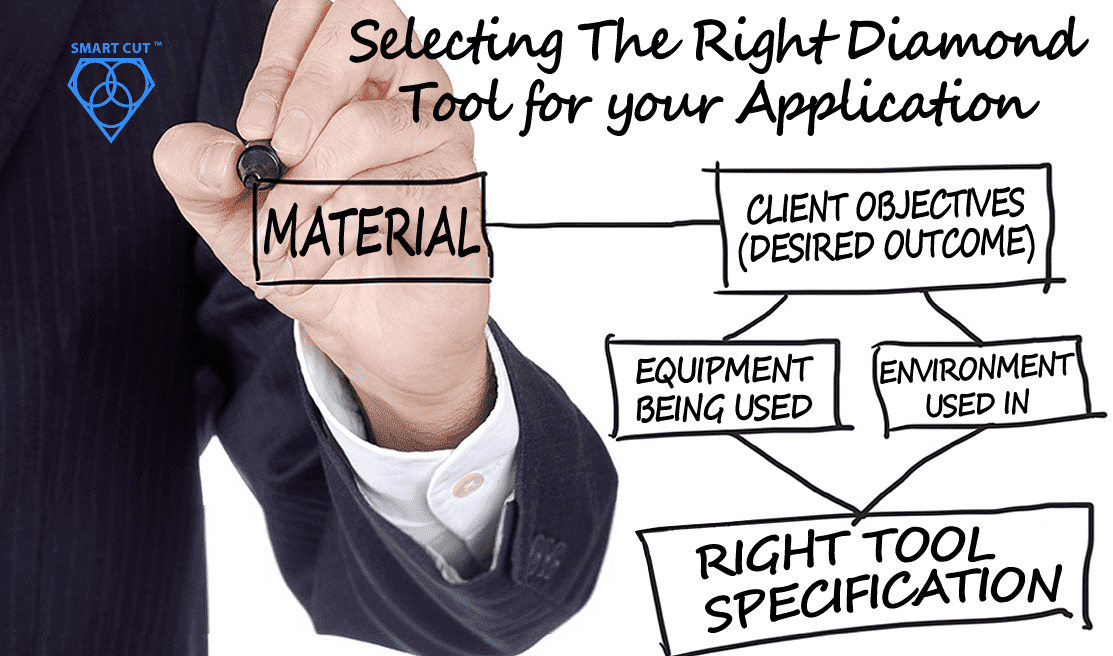
How to Selecting Right Diamond Tools for your application
Selecting the appropriate Diamond & CBN Tool specification is a crucial aspect of achieving your objectives. Opting for the ideal specification not only yields optimal results but also ensures the best return on investment. Conversely,...

02
Jun
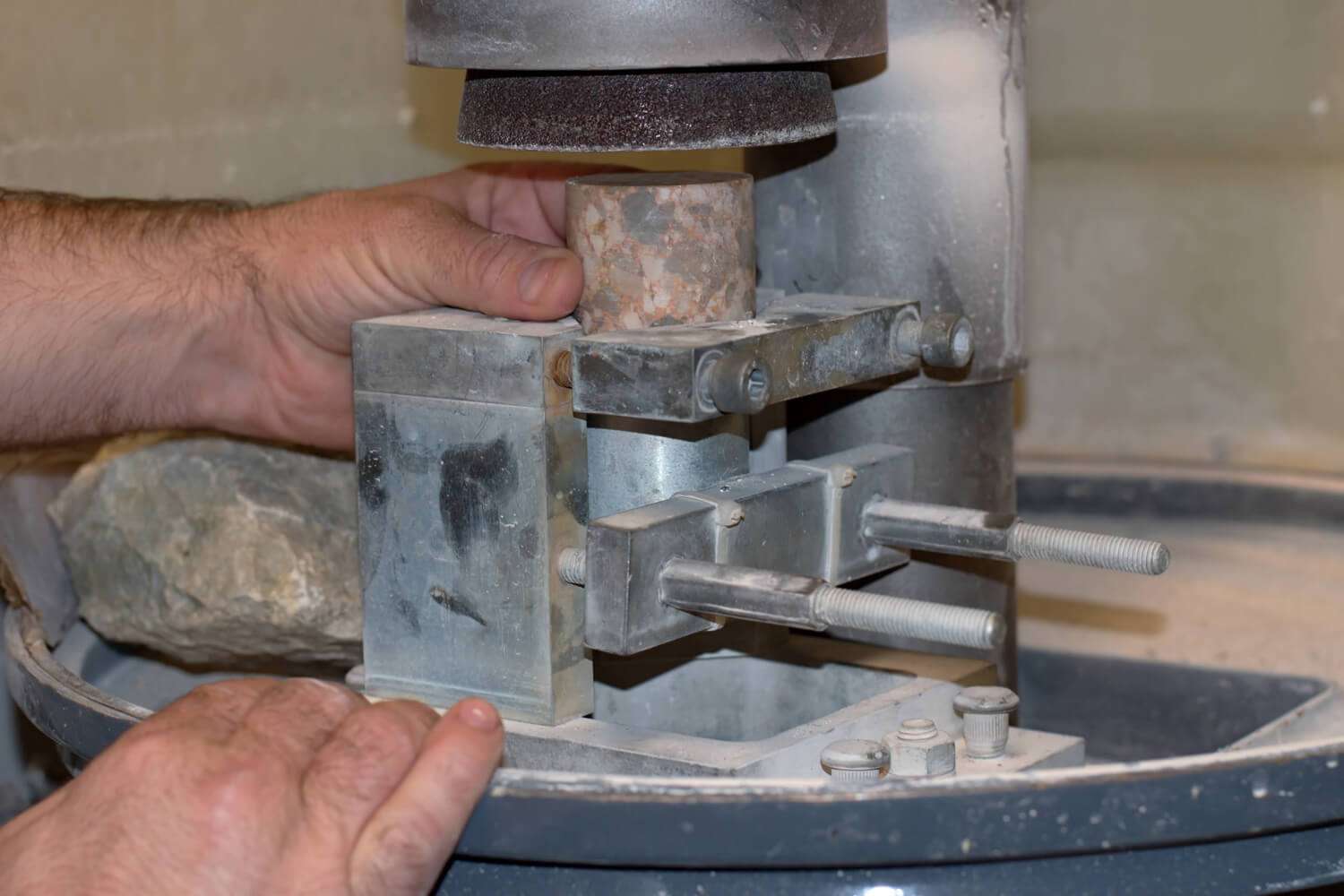
How to properly use Diamond Tools
UKAM Industrial Superhard Tools manufactures precision diamond tools for a large variety of applications, materials, and industries.
Share this Article with Friend or Colleague
Metal Bonded Diamond Tools are “impregnated” with diamonds. This means that selected...

02
Jun
Why use diamond
Diamond is the hardest material known to man kind. When used on diamond/tools, diamond grinds away material on micro (nano) level. Due to its hardness Diamond will work all types of materials from...
02
Jun
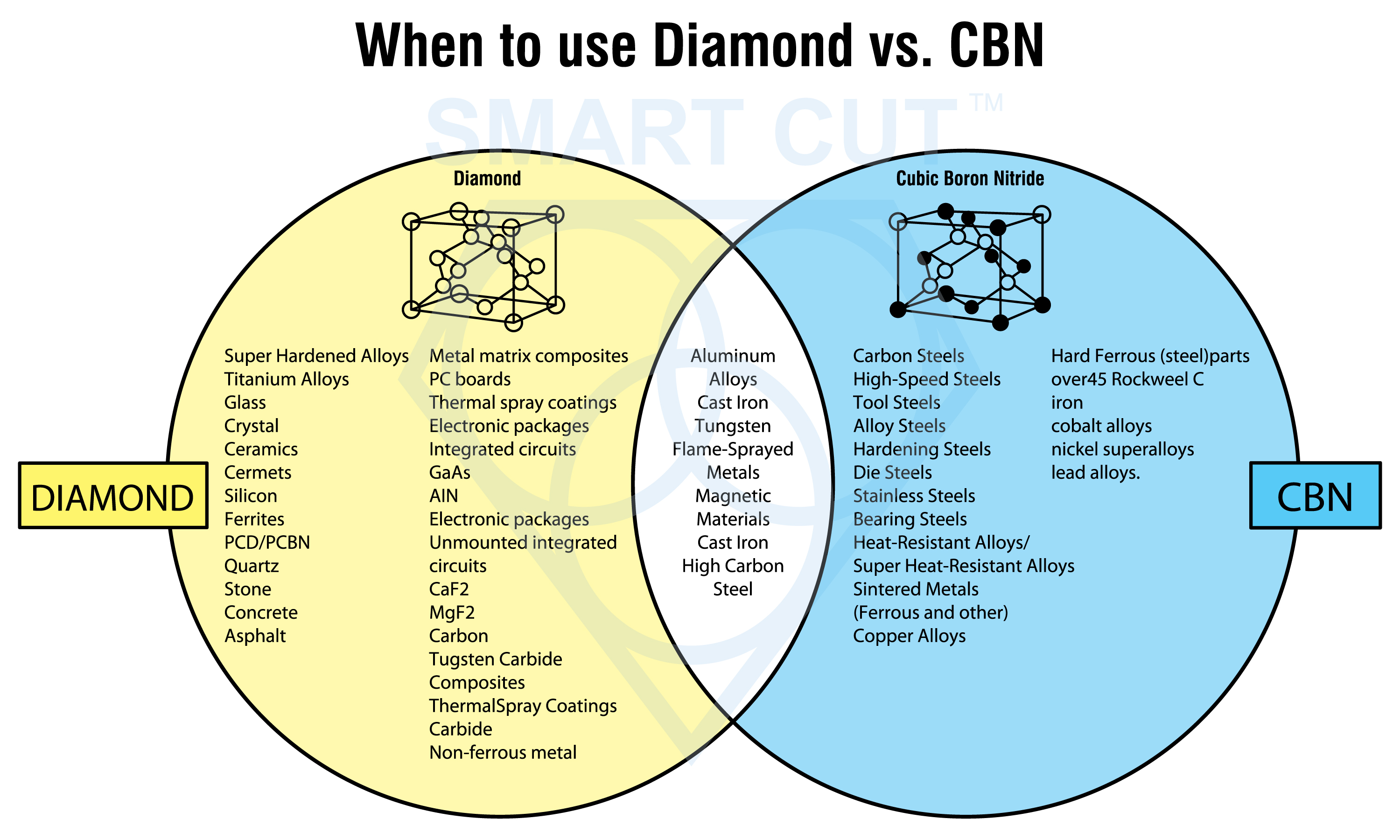
Diamond vs CBN (cubic boron nitride) Tools
Cubic Boron Nitride (CBN) is a synthetic material that is renowned for its exceptional hardness and high thermal stability. It is composed of boron and nitrogen atoms arranged in a crystal lattice structure, similar to...

02
Jun
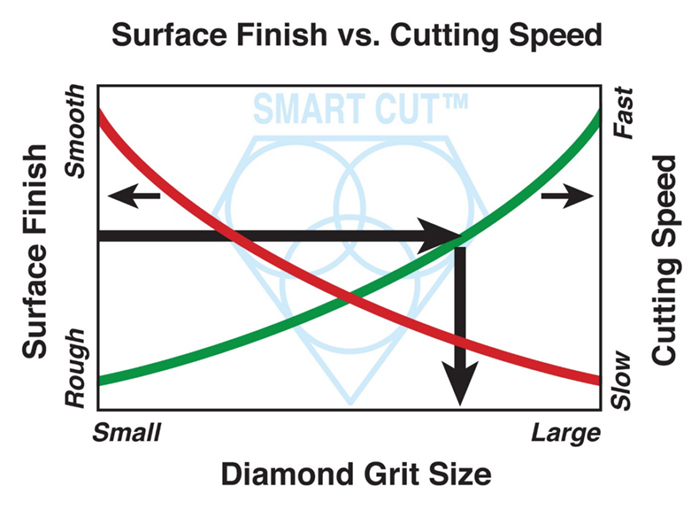
What is Diamond Mesh Size and how to select best one for your application
Diamond grit size can be defined as the size of the diamond particles used in the bond matrix. The larger the diamond particles (grit size) the faster the tool will cut.
Share this Article with Friend or...
02
Jun
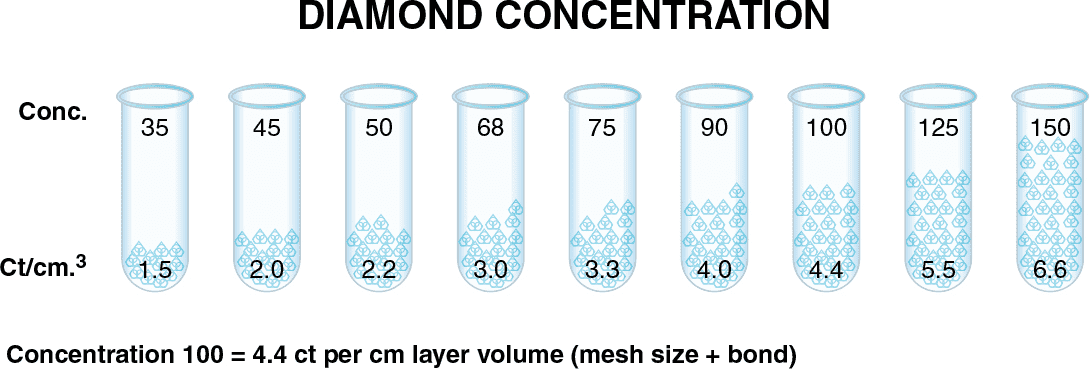
What is Diamond Concentration and which to use for your application
Diamond concentration is measured based on the volume of diamond within a section of the tool. It is typically defined as Concentration 100, which equates to 4.4 carats per cubic centimeter of the diamond layer...

02
Jun
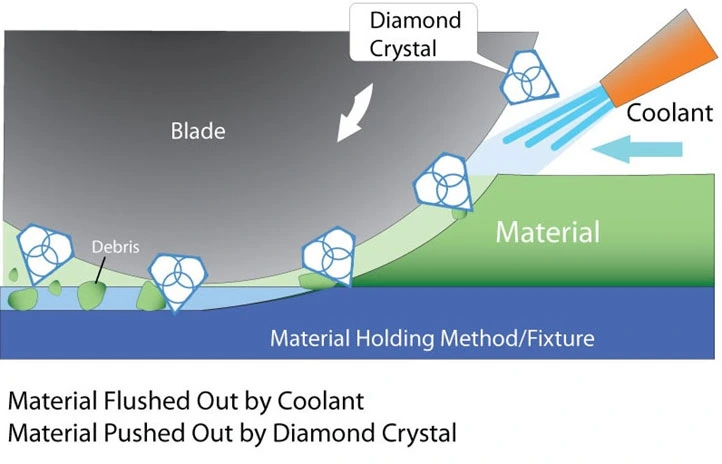
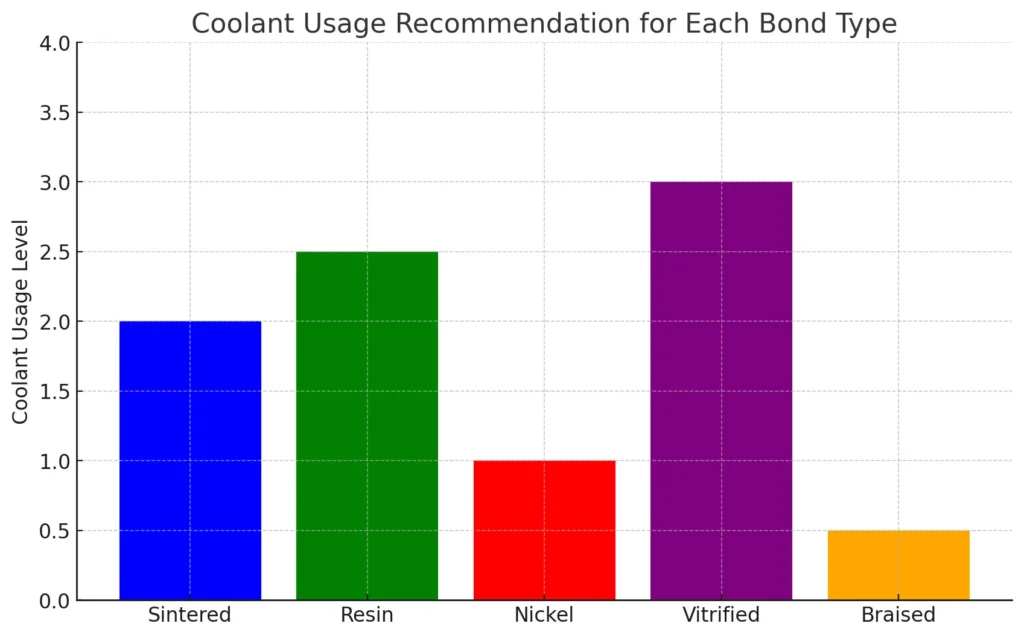
Diamond Tool Coolants Why, How, When & Where to Use
Coolant is one of the most overlooked variables in the overall diamond or cbn tool machining process. Effective and proper use of coolant and recalculating coolant system will pay off in terms of improved surface...
17
May
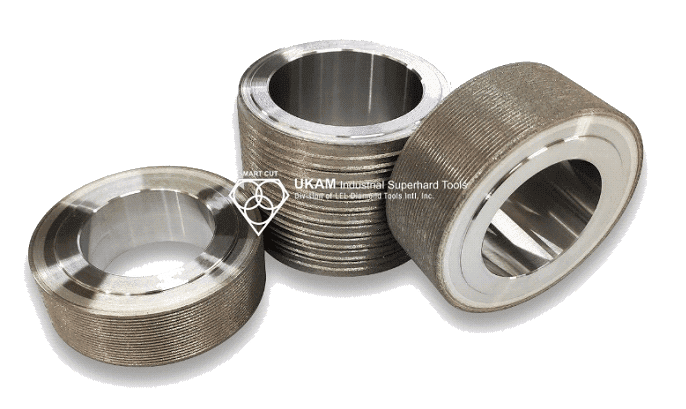
Get to Know the Diamond Tool Bond Types and Which to use for your application
Selecting the appropriate diamond bond type for specific applications is crucial for several reasons. Diamond bond type directly affects the tool's performance, efficiency, and longevity. Different bond types determine how well a tool can withstand...














