































SINTERED (METAL BOND) DIAMOND TOOLS
-
Posted by
contactor6

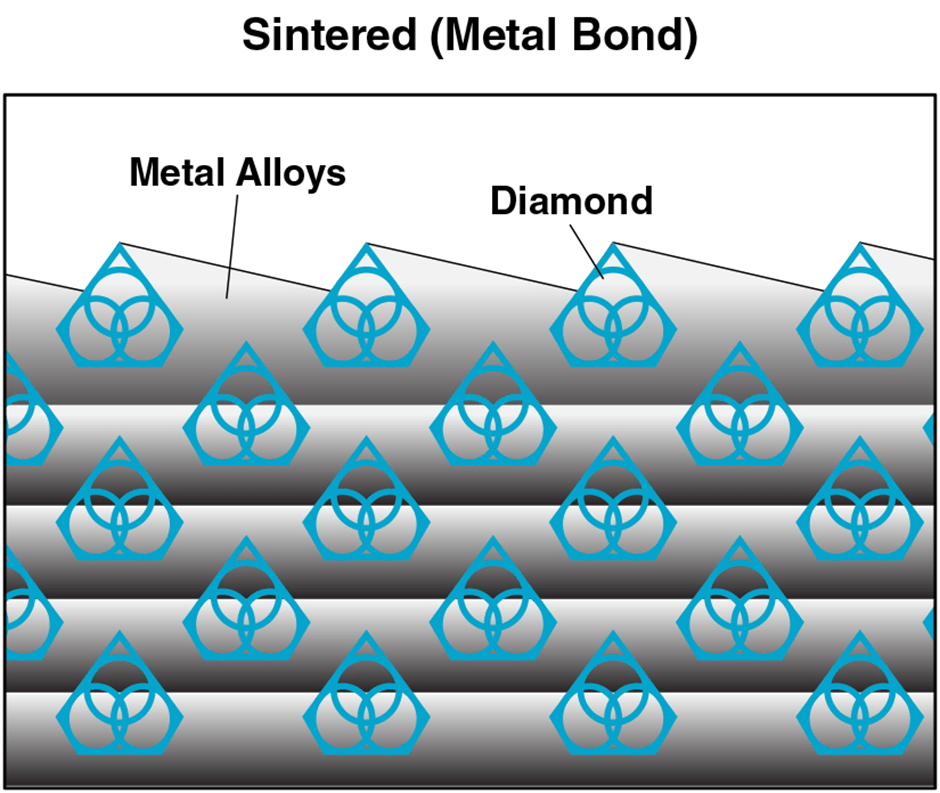
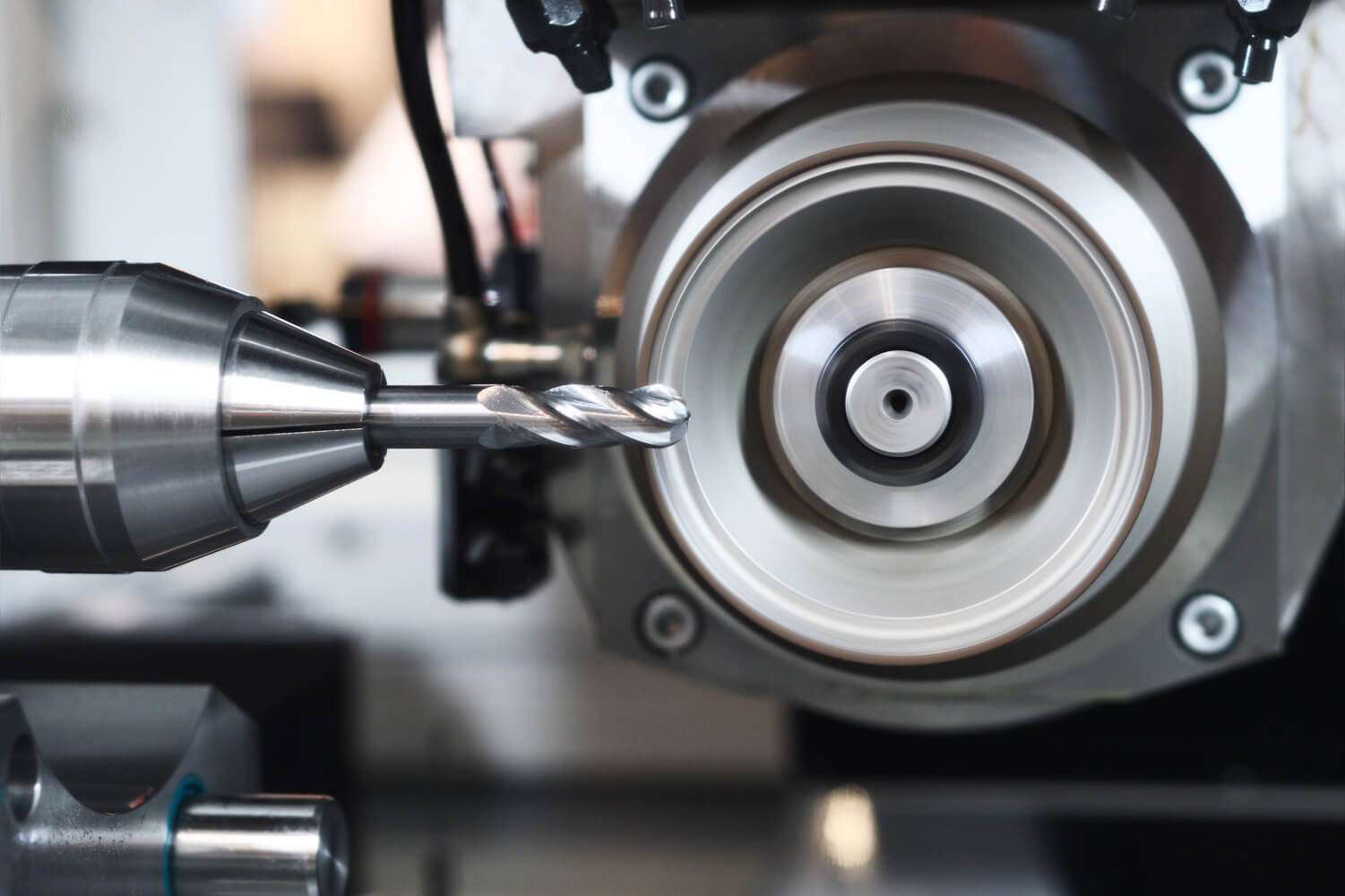
Sintered (Metal bonded) diamond tools have multiple layers of diamonds impregnated inside the metal matrix. Diamonds are furnaces sintered in a matrix made of iron, cobalt, nickel, bronze, copper, tungsten, alloys of these powders or other metals in various combinations. Metal Bonded Diamond Tools are “impregnated” with diamonds. This means that selected diamonds are mixed and sintered with specific metal alloys to achieve the best cutting performance possible on any materials such as sapphire, advanced ceramics, optics, glass, granite, tile and etc. The metal bond surrounding the diamonds must wear away to continuously keep re-exposing the diamonds for the diamond tool to continue cutting. Sintered (metal bonded) diamond tools are recommended for machining hard materials from 45 to 75 on Rockwell Scale (5 to 9.5 on mohe's scale of hardness).


Sintered (Metal bond) diamond tools utilize various metallurgical powders to firmly keep the diamond crystals in place, with minimum wear. The compacted materials are then hot pressed or sintered to full density. Heating rate, applied pressure, sintering temperature and holding time, are all controlled according to the matrix composition.
This means that selected diamonds are mixed and sintered with specific metal alloys to achieve the best cutting performance possible large variety of materials. This bond type can utilize the highest quality and grade industrial diamonds (strong and blocky shape) monocrystaline particles. For this reason this bond family requires higher horsepower equipment and lower cutting speeds. Compared to their resin bond, nickel bond, braised bond, and vitrified bond counterparts. Sintered (Metal bond) is the strongest of all the bond families. Offering the longest life, greatest variety of specifications and fields of use available. While its not the optimum solution for all applications, Its one of the most widely used bond across most industries today.

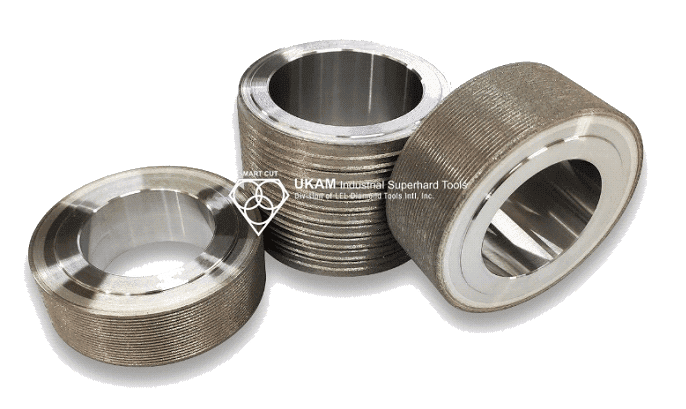
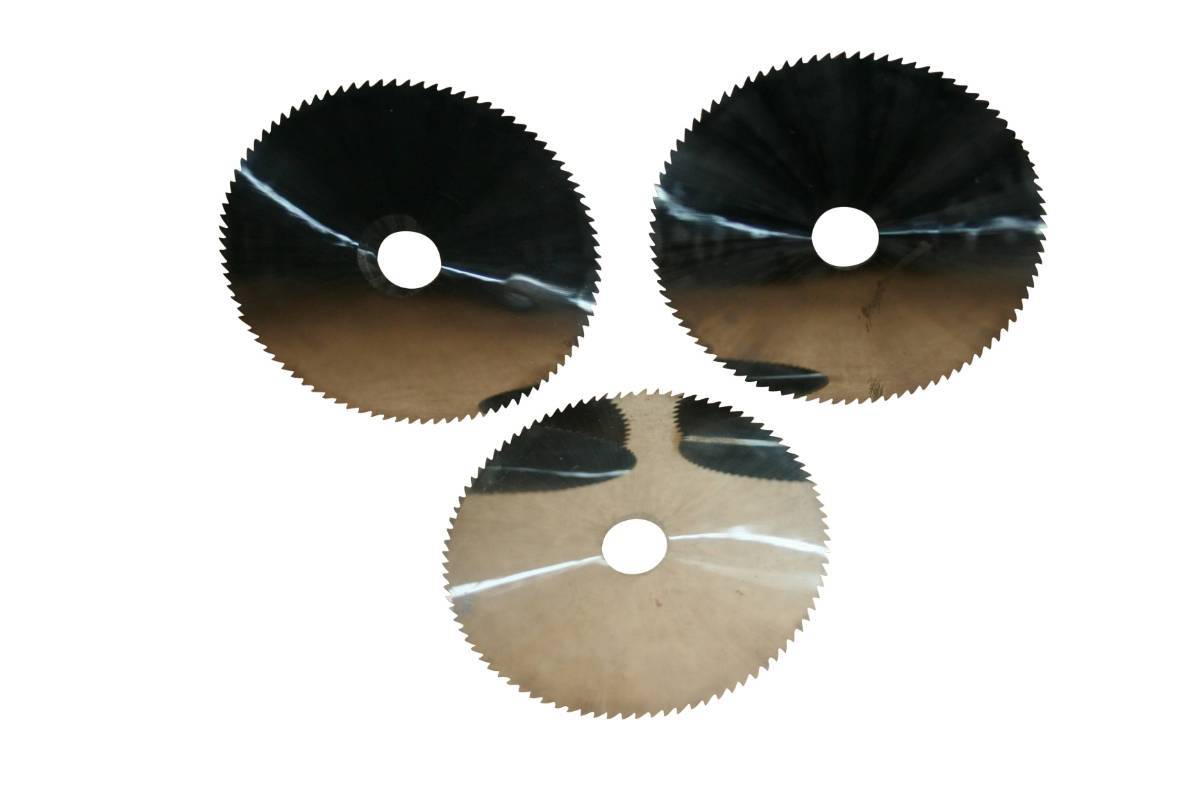
All types and forms of diamond tools are available with this bond matrix. Such as diamond wheels used for grinding, diamond cut off wheels use for cutting, slotting, grooving, diamond core drills and bits used for drilling, reaming and milling. Diamond router bits, carving points and form tools used for shaping and forming. Complex tool shapes can be made, angles and radiuses ground to fit customers objectives. High precision tolerances can be maintained through precision grinding of the tools faces. Large variety of diamond grit sizes from 20 to 600 mesh can be used in conjunction with diamond concentration as low as 12 to 100 con, along with different bond harnesses, bond matrixes, and diamond crystal types to achieve the clients desired surface finish, cutting speed, tool life and consistency.
Sintered Bond Families
The bond "matrix" is composed of various metal powders hot pressed together in a mold, under high pressure and high temperature usually ranging from 750 to 900°C. Sintered (metal bond) usually has (3) three bond families, which is based on main metallurgical powder used. The bond can be either
-
 bronze based
bronze based
-
cobalt
-
steel type (iron, tin, cobalt, etc)
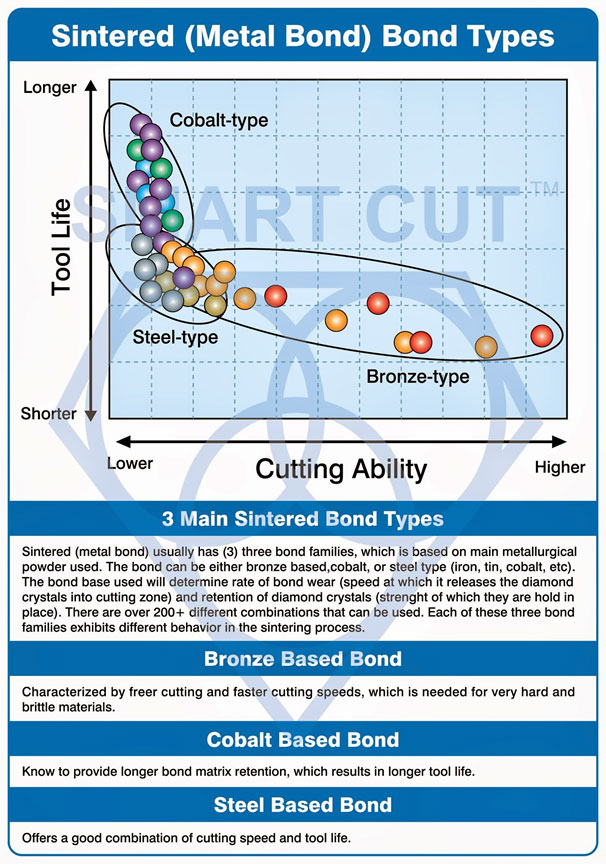
Bronze based bond
Characterized by freer cutting and faster cutting speeds, which is needed for very hard and brittle materials.


Cobalt based bonds
Know to provide longer bond matrix retention, which results in longer tool life. This type of bond is widely used for majority of stone and concrete applications (such as granite countertop fabrication, installation and construction materials). Majority of diamond tools, blades and bits readily available in stores are based on this bond structure.
Steel based bonds
Frequently between the two other bond families (middle of the road). Offering a good combination of cutting speed and tool life. Such bond family is frequently implemented in very abrasive material applications such as sandstone, alumina oxide, silicon carbide which wears most tools really fast.

Other metallurgical powders (such as iron, copper tin, bronze alloys, tungsten, tungsten carbide, nickel alloys, silver, and many others) are used as additives or substitutes to provide forming characteristics, control rate of bond wear (speed at which it releases the diamond crystals into cutting zone) and retention of diamond crystals (strength of which they are hold in place). There are over 200+ different combinations that can be used. Each of these three bond families exhibits different behavior in the sintering process.
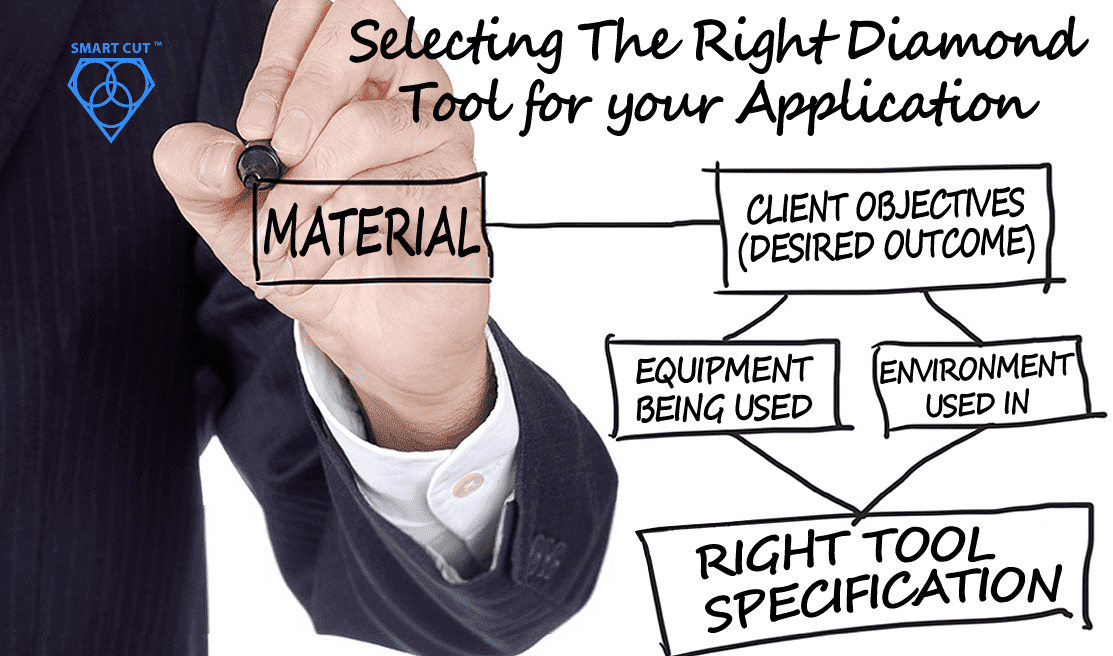
Its the job of the diamond tool manufacturer to select the right bond composition formula for the clients specific application, as well as clients specific objectives (surface finish, cutting speed, life), and usage environment (RPM's, equipment, coolant used, etc).
Technological Processes of producing Sintered (metal bond) Diamond Tools
Sintered (Metal Bond) Diamond Tools can be produced utilizing several processes. Depending on the type, application, and volume of the tools being produced. Some of these include:
-
normal sintering in a furnace with a sintering mould or in a continuous furnace
-
pressure sintering
-
hot isostatic pressing (HIP method)
pressure sintering is most widely used and preferred process today. Given this process flexibility/adoptability, capability to form and maintain complex shapes, ease of handling, high level of control of parameters and capability to do small batches and custom runs. In this process, the pre-pressed blank or the loose metallurgical powders that have been metered is brought to sintering temperature in a mould and compacted at the same time. This process utilizes a hydraulically operated press, which is usually equipped with a pyroscope or thermocouple to monitor the temperature cycle and time according to predetermined process.
To prevent melting loss on the graphite and oxidation of the metal powder, the equipment can be provided with a protective gas hood. The chamber is initially evacuated and subsequently flushed with an inert gas. Several extension stages also exist to provide varying degrees of automation.

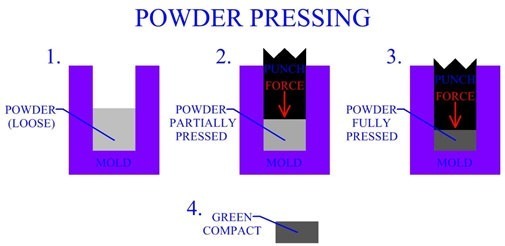
Cold Pressing Process
Depending on the process and types of tools produced, Cold Pressing is usually the first step of the production process. After all the powders used in the bond matrix have been dosed, granulated, and evenly spread in the mold cavity. They are cold pressed in order to obtain their sold shape/form, as well as to achieve desired density.
is extremely important that the generator power is adequate—too low generator power results in long heating times. In addition a lot of heat may migrate into the tool blank and cause stress (tension) problems. Correct frequency selection and generator heating power ensures that the heat is produced only in a limited space.
thermal stability of the diamond is obviously important in metal bonds. Low-temperature bonds, comprising cobalt, nickel, bronze, and/or iron (in low concentrations), or a combination of these metals, preserve the strength of the diamond crystals best. In addition, if not managed properly, the metal in the bond can catalyze back-conversion of the surface of the diamond to graphite, weakening retention in the bond. In many cases bond retention can be improved by the use of diamonds with coatings, particularly titanium or chromium. In contrast to coatings for resin bonds, coatings for metal bonds are quite thin, ≈ 1 µm, and form chemical bonds with both the diamond (as the metal carbide) and the metal matrix. Other bonding materials do not sinter well at temperatures below 900 °C, and in these cases the bond can be cold pressed and then infiltrated with molten metal (braze alloy) or hot-pressed above 1000 °C. If temperatures are too high or exposure times too long, the diamond impact strength will be reduced.
Customizing Sintered (Metal Bond) Diamond & CBN Tools
Customization of Sintered (Metal Bond) Diamond Tools for specific materials is a critical aspect of tool design and application, ensuring optimal performance, precision, and longevity. This process involves tailoring tool characteristics such as diamond grit size, concentration, bond hardness, and matrix composition to match the specific properties and requirements of the material being processed. Here's a detailed exploration of how these tools are customized for various materials:
1. Understanding Material Properties
-
Hardness and Abrasiveness: The hardness and abrasiveness of the material determine the diamond size and bond hardness. Harder materials require finer diamond grits with a harder bond to resist premature wear, while abrasive materials necessitate a softer bond for faster diamond exposure.
-
Brittleness: Brittle materials like certain ceramics or glass demand tools with a high diamond concentration to minimize chipping and ensure smooth cuts.
-
Thermal Conductivity: Materials with low thermal conductivity may require bonds that dissipate heat effectively to prevent thermal damage to the workpiece.
-
Machining Challenges: Heavier, denser materials may require more power to machine and can lead to increased tool wear.
2. Diamond Grit Size and Concentration
-
Fine Grits: Used for hard, brittle materials requiring high precision and minimal surface damage. Fine grits produce smoother finishes but at slower cutting speeds.
-
Coarse Grits: Ideal for softer, more abrasive materials where rapid material removal is prioritized over surface finish.
-
Diamond Concentration: Adjusting the diamond concentration allows for balancing between cutting speed and tool life. High concentrations improve tool longevity but may reduce cutting efficiency, while lower concentrations increase cutting speed but wear out the tool faster.
3. Bond Hardness and Composition
-
Hard Bonds: Suitable for abrasive materials as they wear slowly, continuously exposing new diamonds. Materials such as asphalt or green concrete often require tools with hard bonds.
-
Soft Bonds: Used for hard materials that can quickly wear down the diamonds. The softer bond matrix wears away quicker, ensuring new diamonds are exposed for consistent cutting performance.
-
Matrix Composition: The choice of metal alloy (e.g., bronze, cobalt, or iron-based) affects the tool's wear rate and cutting performance. Innovations in alloy compositions, including the use of hybrid and composite matrices, allow for nuanced adjustments to tool properties.
4. Tool Geometry and Design
-
Segmented vs. Continuous Rim: Segmented rims are preferred for cutting harder, denser materials, offering better cooling and debris removal. Continuous rims provide smoother cuts in brittle materials such as glass and tile.
-
Profile and Shape: Custom tool shapes and profiles are designed to meet specific application requirements, such as unique cutting angles, grooving, or profiling tasks. The geometry affects the stress distribution and cutting efficiency.
5. Application-Specific Considerations
-
Cutting Speed vs. Finish Quality: Depending on the application, tools may be optimized for fast cutting speeds or high-quality finishes. This involves trade-offs in diamond size, bond type, and tool geometry.
-
Wet vs. Dry Cutting: The choice between wet and dry cutting tools is determined by the material and cutting environment. Wet cutting tools, often required for materials prone to thermal damage, use water for cooling and dust suppression.
-
Equipment Compatibility: Customization also considers the power and specifications of the cutting equipment to ensure optimal tool performance and lifespan.
Advanced Ceramics Materials

|
Material |
Density (g/cm³) |
Hardness (Knoop) |
Tensile Strength (MPa) |
Modulus of Elasticity (GPa) |
Thermal Conductivity (W/m·K) |
Typical Applications |
Machining Challenges |
|---|---|---|---|---|---|---|---|
|
Alumina (Al2O3) |
3.9 - 4.2 |
2000 - 2500 |
250 - 350 |
350 - 400 |
20 - 35 |
Electrical insulation, wear parts, refractory products |
Hard and brittle, requires diamond grinding tools |
|
Silicon Carbide (SiC) |
3.1 - 3.2 |
2800 - 3500 |
400 - 550 |
400 - 450 |
120 - 200 |
Abrasives, refractory materials, semiconductor devices |
Extremely hard, challenging to machine without specialized tools |
|
Beryllia (BeO) |
2.85 |
1000 - 2000 |
300 - 350 |
300 - 320 |
250 - 300 |
Electronic substrates, thermal management components |
Toxic dust, requires handling with safety precautions |
|
Boron Carbide (B4C) |
2.52 |
2750 |
350 - 400 |
450 - 470 |
20 - 30 |
Armor, abrasive materials, nozzles |
Hard and abrasive, difficult to machine and wear on tools |
|
Boron Nitride (BN) |
2.1 - 2.3 |
10 - 20 (Hex) |
N/A |
20 - 700 (Type dependent) |
20 - 600 (Type dependent) |
High-temperature lubricants, insulators |
Soft in hexagonal form, but machining can be challenging due to layer separation |
|
Graphite |
1.5 - 1.8 |
10 - 20 |
10 - 50 |
9 - 15 |
120 - 140 |
Electrodes, refractories, lubricants |
Brittle and messy, can contaminate if not carefully handled |
|
Piezoelectric Compositions |
Varied |
Varied |
Varied |
Varied |
Varied |
Sensors, actuators, transducers |
Material sensitivity requires precise machining methods |
|
Pyrite |
4.9 - 5.2 |
600 - 650 |
N/A |
N/A |
0.1 - 0.25 |
Decorative use, mineral collections |
Not typically machined for industrial applications |
|
Sapphire |
3.95 - 4.03 |
2000 |
400 - 600 |
345 - 400 |
25 - 35 |
Watch crystals, substrates, optical components |
Very hard, requires diamond sawing and polishing |
|
Zirconia (ZrO2) |
5.5 - 6.0 |
1200 - 1400 |
200 - 240 |
200 - 210 |
2 - 3 |
Biomedical implants, cutting tools, oxygen sensors |
Tough and wear-resistant, requires diamond or cubic boron nitride (CBN) tools |
|
Steatite |
2.7 - 2.8 |
800 - 850 |
70 - 100 |
100 - 120 |
2.5 - 3.5 |
Electrical insulators, ceramic mounts |
Easier to machine than harder ceramics, but still requires care to prevent chipping |
|
Cordierite |
2.5 - 2.8 |
700 - 900 |
50 - 100 |
50 - 100 |
1 - 3 |
Kiln furniture, heat exchangers |
Low thermal expansion but can be brittle, careful machining needed |
|
Ferrites |
4.5 - 5.0 |
600 - 630 |
N/A |
N/A |
5 - 10 |
Magnetic cores, inductors, transformers |
Brittle and magnetic, can be challenging to machine without affecting magnetic properties |
Composite Materials

|
Material |
Density (g/cm³) |
Knoop Hardness (kg/mm²) |
Mohs Hardness |
Tensile Strength (MPa) |
Thermal Conductivity (W/m·K) |
Typical Applications |
Machining Challenges |
|---|---|---|---|---|---|---|---|
|
Polymer Matrix Composites (PMC) |
Varied |
Varied |
Varied |
Varied |
Varied |
Aerospace, automotive parts |
Cutting may cause delamination; requires special tools. |
|
Metal Matrix Composites (MMC) |
Varied |
Varied |
Varied |
Varied |
Varied |
High-performance automotive and aerospace components |
Abrasive on tools, challenging to machine. |
|
Ceramic Matrix Composites (CMC) |
Varied |
Varied |
Varied |
Varied |
Varied |
Aerospace engines, thermal protection systems |
Very hard; requires specialized machining processes. |
|
Graphite Carbide |
2.1 - 2.2 |
2500 - 2800 |
9-10 |
N/A |
120 - 200 |
High-temperature environments, mechanical seals |
Brittle, producing conductive dust during machining. |
|
Honeycomb Structures |
Very Low |
N/A |
N/A |
Varied |
Very Low |
Aerospace and automotive sectors for lightweight structures |
Requires precise cutting techniques to prevent crushing. |
|
Fiber (General) |
Varied |
Varied |
Varied |
Varied |
Varied |
Reinforcement materials in composites |
Can be difficult to cut without fraying; abrasive on tools. |
|
Resin |
1.1 - 1.2 |
15-30 |
1-2 |
55 - 70 |
0.1 - 0.5 |
Matrix materials in composites, adhesives |
Sticky residue can gum up tools; requires careful curing. |
|
Aramid Fibers |
1.44 |
500-600 |
2-3 |
3620 - 4340 |
0.04 - 0.58 |
Bulletproof vests, high-strength ropes |
Abrasive to cutting tools; challenging to cut cleanly. |
|
Carbon Fibers |
1.75 - 2.0 |
1000-1100 |
10 |
3500 - 7000 |
2 - 5 |
High-performance composites, sporting goods |
Requires diamond-coated tools for clean cuts. |
|
Boron |
2.34 |
3000 |
9-10 |
3100 - 3800 |
27 |
Aerospace structures, neutron absorbers |
Very hard and brittle; difficult to process. |
|
E-Glass |
2.54 |
600 |
6 |
3400 |
1.0 |
Glass-reinforced plastics, electrical insulation |
Wear on tools; handling glass fibers requires care. |
|
S-Glass |
2.49 |
610 |
6 |
4570 |
1.0 |
Aerospace and military applications for high-strength composites |
Similar to E-Glass but with higher wear on tools. |
|
Silicon Carbide (SiC) |
3.1 - 3.2 |
2485 - 2970 |
9-10 |
400 - 550 |
120 - 200 |
Abrasives, brake discs, high-temperature parts |
Extremely hard, requiring diamond tools for machining. |
|
Silicon Nitride (Si3N4) |
3.2 - 3.4 |
1200 - 1500 |
8-9 |
600 - 900 |
15 - 30 |
Bearings, cutting tools, engine parts |
Hard and brittle; specialized equipment needed for machining. |
|
Titanium |
4.506 |
800 - 850 |
6 |
900 - 1200 |
22 |
Aerospace, medical implants, high-performance automotive |
Work hardening and high chemical reactivity with tools. |
|
Diboride (Assuming B4C) |
2.52 |
2800 - 3500 |
9-10 |
350 - 400 |
20 - 30 |
Armor, abrasive applications |
Extreme hardness and abrasiveness to tools. |
Construction Materials

|
Material Category |
Density (kg/m³) |
Compressive Strength (MPa) |
Knoop Hardness (kg/mm²) |
Mohs Hardness |
Typical Applications |
|---|---|---|---|---|---|
|
Asphalt |
2,300 - 2,500 |
N/A |
N/A |
-2 |
Highways, driveways |
|
Concrete |
2,400 |
20 - 40 |
N/A |
-3 |
Structural components |
|
Cured Concrete |
2,400 |
20 - 40 (Increases with age) |
N/A |
-3 |
Same as concrete |
|
Reinforced Concrete |
2,400 |
20 - 40 (Varies) |
N/A |
-3 |
Buildings, bridges |
|
Green Concrete |
2,300 - 2,500 |
20 - 40 |
N/A |
-3 |
Eco-friendly projects |
|
Masonry |
500 - 2,000 |
2 - 30 |
Varies |
Varies |
Walls, partitions |
|
Bricks |
1,600 - 1,900 |
10 - 35 |
-1000 |
-6.5 |
Walls, pavements |
|
Natural Stone |
2,200 - 2,700 |
50 - 200 |
Varies |
2 - 7 |
Facades, countertops |
|
Artificial Stone |
1,800 - 2,400 |
30 - 100 |
N/A |
-3 - 7 |
Decorative elements |
|
Abrasive Materials |
Varies |
N/A |
Varies |
Varies |
Surface treatment |
|
Building Materials |
Varies |
Varies |
N/A |
N/A |
Construction |
|
Paving |
Varies |
N/A |
N/A |
N/A |
Walkways, patios |
|
Sidewalks |
N/A |
N/A |
N/A |
N/A |
Pedestrian paths |
|
Expansion Joints |
N/A |
N/A |
N/A |
N/A |
Thermal expansion |
Glass Materials

|
Material |
Density (kg/m³) |
Compressive Strength (MPa) |
Knoop Hardness (kg/mm²) |
Mohs Hardness |
Typical Applications |
Machining Challenges |
|---|---|---|---|---|---|---|
|
Soda Lime Glass |
2500 |
1000 |
585 |
5 |
Bottles, windows, glassware |
Brittle; sensitive to thermal shock |
|
Borosilicate Glass |
2230 |
820 |
620 |
6 |
Lab glassware, cookware, thermal windows |
Lower thermal expansion but still requires careful handling |
|
Ceramic Glass |
2500 |
N/A |
N/A |
N/A |
Cooktops, fireplace doors |
High hardness and thermal resistance complicate cutting/drilling |
|
Quartz Glass |
2200 |
1100 |
820 |
7 |
High-temperature optics, semiconductor processes |
Extreme hardness and brittleness; specialized tools required |
|
Pyrex (Brand) |
2230 |
820 |
620 |
6 |
Cookware, lab equipment |
Similar to borosilicate; durable but needs careful machining |
|
Optical Glass |
Varies |
N/A |
Varies |
Varies |
Lenses, prisms, optical instruments |
Requires precision to maintain optical properties |
|
Electronic Glass |
Varies |
N/A |
Varies |
N/A |
Displays, semiconductors |
Thin and fragile; often processed via etching or laser cutting |
|
Technical Glass |
Varies |
N/A |
Varies |
N/A |
Industrial, scientific applications |
Specific challenges depend on glass type; often requires custom processing |
|
Glass Tubing |
2500 |
1000 |
585 |
5 |
Lab glassware, architectural elements |
Risk of cracking; requires delicate handling and cutting techniques |
|
Photonics |
Varies |
N/A |
Varies |
N/A |
Fiber optics, laser technology |
Precision cutting and assembly are critical to maintain function |
|
Glass Components |
Varies |
N/A |
Varies |
N/A |
Varied industrial, commercial uses |
Complex shapes demand precise and careful machining |
|
Borofloat Glass |
2230 |
820 |
620 |
6 |
Specialty applications with thermal shock resistance |
Similar to borosilicate with added challenges due to size and thickness |
|
Stained Glass |
2500 |
N/A |
N/A |
N/A |
Artistic installations, windows |
Requires artistic cutting techniques; fragility is a concern |
|
Art Glass |
Varies |
N/A |
N/A |
N/A |
Decorative items, artwork |
Custom designs necessitate precise and often hand-crafted machining |
|
Glass Assemblies |
Varies |
N/A |
N/A |
N/A |
Complex components, architectural structures |
Assembly precision is key; individual components may have unique challenges |
|
Float Glass |
2500 |
1000 |
585 |
5 |
Windows, mirrors, general building glass |
Large sheets require scoring and breaking; risk of sharp edges |
|
Fused Silica/Fused Quartz |
2200 |
1100 |
820 |
7 |
High-precision optics, UV transmission |
Very hard and brittle; requires diamond tools for effective machining |
|
Automotive Glass |
2500 |
N/A |
N/A |
5-6 |
Windshields, side windows |
Laminated and tempered types pose different machining challenges |
|
Flat Glass |
2500 |
1000 |
585 |
5 |
General purpose glass in buildings, vehicles |
Similar to float glass; must be cut to size with care |
| 1737F Glass |
Varies |
N/A |
N/A |
N/A |
Electronic substrates, display glass |
Specifically formulated for electronics; machining often involves scribing and breaking |
|
B270/Crown Glass |
Varies |
N/A |
Varies |
Varies |
Optical applications, high clarity needs |
Requires precision machining for optical clarity |
| Tempered Glass |
2500 |
N/A |
620-670 |
6-7 |
Safety applications, vehicles, buildings |
Cannot be machined after tempering due to risk of shattering |
Stone Materials

|
Material |
Density (kg/m³) |
Compressive Strength (MPa) |
Knoop Hardness (kg/mm²) |
Mohs Hardness |
Typical Applications |
Machining Challenges |
|---|---|---|---|---|---|---|
|
Granite |
2600-3000 |
100-250 |
1400-2000 |
6-7 |
Countertops, flooring |
Hardness requires diamond tools |
|
Marble |
2500-2800 |
70-100 |
200-400 |
3-5 |
Sculpture, architecture |
Softness leads to scratches; acid sensitivity |
|
Limestone |
2300-2600 |
30-250 |
150-200 |
3-4 |
Building facades, flooring |
Susceptible to acid erosion |
|
Marble-Limestone |
Varies |
Varies |
Varies |
3-5 |
Decorative interior elements |
Combination of marble and limestone challenges |
|
Onyx |
2500-2700 |
70 |
100-200 |
6-7 |
Decorative items, jewelry |
Can be brittle; care in cutting required |
|
Quartz |
2600 |
70-90 |
1200-1300 |
7 |
Countertops, decorative items |
Hard; abrasive to cutting tools |
|
Porcelain |
2400-2600 |
35-50 |
800-1000 |
7-8 |
Tiles, sanitary ware |
Hardness; requires diamond tools for cutting |
|
Sandstone |
2200-2700 |
20-170 |
200-300 |
6-7 |
Building and paving materials |
Porosity varies; can wear tools |
|
Serpentine |
2500-2600 |
100-200 |
150-200 |
3-6 |
Countertops, decorative art |
Soft, may contain asbestos which poses health risk |
|
Soapstone |
2700-3000 |
40-70 |
100-200 |
1 |
Countertops, carving |
Soft; easy to scratch and cut |
|
Flagstone |
Varies |
Varies |
Varies |
Varies |
Paving, patios |
Variability in hardness and porosity |
|
Quarry Tile |
2000-2200 |
30-50 |
500-800 |
7-8 |
Flooring, paving |
Hard and durable; abrasive on tools |
|
Slate |
2700-2800 |
50-200 |
150-300 |
5-6 |
Roofing, flooring |
Cleavage planes can be a challenge in cutting |
|
Engineered Stone |
2400-2500 |
50-90 |
1200-1400 |
7 |
Countertops, flooring |
Consistent but hard; wears tools |
|
Composite Stone |
Varies |
Varies |
Varies |
Varies |
Construction, decorative uses |
Depends on the composite materials; varied challenges |
|
Precious & Semi-precious Stone |
Varies |
Varies |
Varies |
7-10 |
Jewelry, decorative items |
Hardness varies; some stones very brittle |
|
Porphyry |
2500-2800 |
150-250 |
2000-3000 |
6-7 |
Paving, columns |
Hard and tough; difficult to work |
|
Cantera |
2100-2400 |
15-40 |
100-200 |
3-4 |
Sculpture, architectural elements |
Soft; easier to shape but can erode |
|
Black Granite |
2900-3100 |
100-250 |
1400-2000 |
6-7 |
Countertops, memorials |
Similar to granite; requires diamond tools |
|
Basalt |
2800-3000 |
150-300 |
500-600 |
6 |
Paving, tiles |
Hard and abrasive; tough on machinery |
|
Bluestone |
2700-3000 |
100-200 |
300-700 |
5-6 |
Paving, architectural details |
Hard; can vary in composition |
|
Calcarenite |
2200-2500 |
20-70 |
100-200 |
3-4 |
Building materials |
Soft and porous; easy to work but less durable |
|
Greenstone |
2900-3100 |
100-250 |
400-600 |
5-7 |
Architectural, ornamental uses |
Tough; varies in hardness |
Lapidary Materials

|
Material |
Density (kg/m³) |
Knoop Hardness (kg/mm²) |
Mohs Hardness |
Typical Applications |
Machining Challenges |
|---|---|---|---|---|---|
|
Agate |
2600 |
800 |
6.5-7 |
Jewelry, decorative items |
Hardness requires specialized cutting tools |
|
Ametrine |
2650 |
1050 |
7 |
Jewelry |
Color zoning can challenge even cutting |
|
Amethyst |
2650 |
750 |
7 |
Jewelry, decorative arts |
Susceptible to heat damage during cutting |
|
Azurite |
3800 |
N/A |
3.5-4 |
Mineral collections, pigments |
Soft, easy to carve but prone to scratching |
|
Cubic Zirconia |
5800 |
1200-1400 |
8.5 |
Jewelry (diamond substitute) |
Requires diamond-coated tools for cutting |
|
Emerald |
2710 |
1350 |
7.5-8 |
High-end jewelry |
Inclusions can make cutting and setting challenging |
|
Garnet |
3900 |
1300 |
6.5-7.5 |
Abrasives, jewelry |
Variability in hardness among types |
|
Gemstones |
Varies |
Varies |
Varies |
Jewelry, decoration |
Cutting to maximize beauty often requires expertise |
|
Jade |
3300 |
1200 |
6-7 |
Carvings, jewelry |
Toughness makes carving labor-intensive |
|
Quartz |
2650 |
1200 |
7 |
Jewelry, decorative items |
Hardness; abrasive to cutting tools |
|
Lapis Lazuli |
2500-2800 |
N/A |
5-5.5 |
Jewelry, decoration |
Soft; susceptible to scratching during machining |
|
Meteorites |
Varies |
N/A |
Varies |
Collectibles, jewelry |
Metal content and structure complicate cutting |
|
Opal |
2100-2500 |
700 |
5.5-6.5 |
Jewelry |
Fragility requires careful handling to prevent cracking |
|
Onyx |
2500-2700 |
100-200 |
6-7 |
Jewelry, decorative items |
Can be brittle; care in cutting required |
|
Petrified Wood |
2200-2400 |
N/A |
7-8 |
Decorative items, jewelry |
Hardness varies; some pieces can be tough to polish |
|
Rhodonite |
3400-3600 |
N/A |
5.5-6.5 |
Jewelry, carvings |
Can show cleavage; careful cutting necessary |
|
Rough Gem Stone |
Varies |
Varies |
Varies |
Jewelry (prior to cutting/polishing) |
Each stone type presents unique challenges |
|
Ruby |
4000 |
1800 |
9 |
High-end jewelry |
Hardness requires diamond cutting tools |
|
Tanzanite |
3350 |
700 |
6.5-7 |
Jewelry |
Risk of thermal shock; careful heating during cutting |
|
Topaz |
3500 |
1350 |
8 |
Jewelry |
Cleavage planes require careful handling |
|
Tourmaline |
3000-3300 |
1000-1100 |
7-7.5 |
Jewelry |
Broad color range; some colors more prone to cracking |
|
Tsavorite |
3700 |
1600-1800 |
7-7.5 |
Jewelry |
Similar to garnet; requires careful cutting due to inclusions |
|
Turquoise |
2700-2900 |
N/A |
5-6 |
Jewelry, decoration |
Porous nature makes it sensitive to chemicals and pressure |
Optical Glass / Photonic Materials

|
Material |
Density (kg/m³) |
Knoop Hardness (kg/mm²) |
Mohs Hardness |
Typical Applications |
Machining Challenges |
|---|---|---|---|---|---|
|
UV Materials |
Varies |
Varies |
Varies |
UV optics, lithography |
Material-specific; often require diamond tooling for precision shaping |
|
Excimer Grade Fused Silica |
-2200 |
500-600 |
7 |
UV laser systems |
Brittle, requiring careful handling; diamond grinding/polishing |
|
UV Grade CaF2 |
-3180 |
158-160 |
4 |
UV lenses, windows |
Soft, cleavage planes present machining challenges |
|
Quartz |
-2650 |
820 |
7 |
Optical components, quartz heaters |
Hardness requires diamond tooling; prone to thermal shock |
|
BK-7 |
-2510 |
610 |
6 |
General optical applications |
Relatively easy to machine but requires precision polishing |
|
ZKN-7 |
Varies |
Varies |
Varies |
High refractive index optics |
Specific data not widely available; similar challenges to other optical glasses |
|
Pyrex/Tempax |
-2230 |
418 |
5-6 |
Lab equipment, cookware |
Thermal resistant, but still requires careful thermal management |
|
Various Flint Types |
Varies |
Varies |
Varies |
Corrective lenses, prisms |
Hard and brittle, varying widely with specific composition |
|
Various Crown Types |
Varies |
Varies |
Varies |
Eyeglass lenses, low dispersion optics |
Easier to machine than flint types, but precision is key |
|
Various Filter Types |
Varies |
Varies |
Varies |
Filters for cameras, telescopes |
Machining less of a concern than coating and assembly precision |
|
Borofloat Glass |
-2230 |
620 |
6 |
Specialty optics, substrates |
Resistant to thermal shock, but machining requires diamond tools |
|
Mirror Substrate Material |
Varies |
Varies |
Varies |
Telescope mirrors, laser mirrors |
Depends on material; glass substrates require careful polishing |
|
Zerodur |
-2530 |
Varies |
-8 |
Telescope mirrors, precision optics |
Very hard and zero expansion; requires specialized equipment for shaping |
|
Ule |
-2210 |
Varies |
Varies |
Telescope mirrors, metrology components |
Very low thermal expansion; machining is specialized and costly |
|
Stainless Steel |
-8000 |
160-500 |
3-4 |
Optical system frames |
Relatively easy to machine but hardens with work; corrosion-resistant |
|
Aluminum |
-2700 |
250-350 |
2.5-3 |
Mirror coatings, mounts |
Easy to machine but requires finishing to prevent oxidation |
|
IR Material |
Varies |
Varies |
Varies |
IR optics, windows |
Specific to material; e.g., Germanium is brittle and requires careful handling |
|
Silicon |
-2330 |
1150 |
7 |
Mirrors, lenses in IR systems |
Brittle, requiring diamond grinding and careful handling |
|
Germanium |
-5323 |
780 |
6 |
IR lenses, windows |
Brittle and sensitive to thermal shock; expensive to machine |
|
ZnSe |
-5240 |
120 |
2.5 |
CO2 laser optics, IR windows |
Soft but toxic dust requires careful handling and machining |
|
ZnS |
-4090 |
210 |
3 |
IR windows, lenses |
Soft, can be machined but generates hazardous dust |
|
Glass |
Varies |
Varies |
Varies |
General optics, windows, lenses |
Challenges depend on type; generally requires diamond tooling for shaping |
Semiconductor Materials

|
Material |
Density (kg/m³) |
Knoop Hardness (kg/mm²) |
Mohs Hardness |
Typical Applications |
Machining Challenges |
|---|---|---|---|---|---|
|
Silicon (Si) |
-2330 |
1150 |
7 |
Brittle, requires diamond cutting tools |
|
|
Germanium (Ge) |
-5323 |
780 |
6 |
IR optics, semiconductor devices |
Sensitive to thermal shock, toxic dust |
|
Gallium Arsenide (GaAs) |
-5317 |
750 |
-6 |
High-speed electronic devices |
Toxicity of arsenic requires careful handling |
|
Gallium Nitride (GaN) |
-6150 |
1300 |
-9 |
LED, high-frequency devices |
Hard and brittle; difficult to cut |
|
Indium Phosphide (InP) |
-4810 |
580 |
-6 |
Telecommunications, photonic devices |
Toxic material; requires protective measures |
|
Silicon Carbide (SiC) |
-3210 |
2480 |
-9-10 |
Power electronics, high-temperature applications |
Extreme hardness; diamond tools necessary |
|
Aluminum Gallium Arsenide (AlGaAs) |
-4810 |
Varies |
Varies |
Optoelectronics, laser diodes |
Similar to GaAs; handling arsenic content |
|
Indium Gallium Arsenide (InGaAs) |
-5870 |
Varies |
Varies |
NIR detectors, high-speed electronics |
Fragile and expensive to produce |
|
Cadmium Telluride (CdTe) |
-6240 |
Varies |
-2 |
Solar panels |
Toxic; requires handling in controlled environments |
|
Gallium Phosphide (GaP) |
-4070 |
Varies |
-6 |
LEDs, semiconductor devices |
Brittle, similar challenges to GaAs |
|
Silicon Germanium (SiGe) |
Varies |
Varies |
Varies |
Heterojunction transistors, RF applications |
Handling similar to silicon but with adjusted parameters |
|
Zinc Selenide (ZnSe) |
-5240 |
120 |
2.5 |
IR optics, CO2 laser systems |
Soft, but toxic dust requires care in machining |
|
Lead Sulfide (PbS) |
-7500 |
Varies |
-3 |
IR detectors, photodetectors |
Toxicity of lead and sensitivity to moisture |
|
Cadmium Selenide (CdSe) |
-5820 |
Varies |
-2 |
Quantum dots, optoelectronic devices |
Toxicity requires careful environmental controls |
|
Silicon Germanium Carbon (SiGeC) |
Varies |
Varies |
Varies |
Electronics, heterojunction bipolar transistors |
Specifics depend on the Si/Ge/C ratios |
|
Copper Indium Gallium Selenide (CIGS) |
Varies |
Varies |
Varies |
Thin-film solar cells |
Complexity in deposition, toxicity concerns |
|
Aluminum Nitride (AlN) |
-3260 |
1200 |
-9 |
Electronic substrates, microwave devices |
Hard and brittle; diamond tools for machining |
|
Cadmium Sulfide (CdS) |
-4820 |
Varies |
-2-3 |
Photocells, thin-film transistors |
Toxic; careful handling required |
|
Silicon Oxide (SiO2) |
-2200 |
820 |
7 |
Optical fibers, microelectronics |
Brittle; requires specialized cutting techniques |
|
Zinc Telluride (ZnTe) |
-6700 |
Varies |
-2 |
Solar cells, semiconductor layers |
Soft, but care must be taken due to toxicity |
|
Zinc Oxide (ZnO) |
-5600 |
200 |
4 |
Varistors, transparent conductors |
Abrasive; requires careful machining |
|
Gallium Antimonide (GaSb) |
-5900 |
Varies |
-5 |
IR components, thermophotovoltaic devices |
Similar handling to GaAs with additional antimony considerations |
|
Silicon Germanium Tin (SiGeSn) |
Varies |
Varies |
Varies |
Electronic and photonic devices |
Complex composition adds to machining difficulty |
|
Cadmium Zinc Telluride (CdZnTe) |
Varies |
Varies |
-2 |
Radiation detectors, solar cells |
Toxic and brittle; requires special care |
|
Mercury Cadmium Telluride (HgCdTe) |
Varies |
Varies |
-2 |
IR detectors |
Extremely toxic and sensitive; specialized facilities needed |
Metallography Materials

|
Material |
Density (kg/m³) |
Knoop Hardness (kg/mm²) |
Mohs Hardness |
Typical Applications |
Machining Challenges |
|---|---|---|---|---|---|
|
Steel (various grades) |
7800-8050 |
120-700 |
4-8 |
Construction, tools |
Variability in hardness, depending on alloy and heat treatment |
|
Aluminum (various alloys) |
2700 |
250-350 |
2.5-3 |
Aerospace, automotive |
Soft, can stick to tools, requires sharp cutters |
|
Copper |
8960 |
210 |
3 |
Electrical wiring, plumbing |
Soft, malleable, can work harden |
|
Titanium (various alloys) |
4500 |
800 |
6 |
Aerospace, medical devices |
Hard, reactive to oxygen at high temperatures |
|
Nickel-based alloys (Inconel) |
8200-8500 |
300-550 |
5-7 |
Jet engines, chemical plants |
Very hard, abrasive, generates heat during machining |
|
Magnesium (various alloys) |
1740-1880 |
N/A |
2.5 |
Lightweight structures, automotive |
Flammable as dust, requires careful handling |
|
Cast Iron |
6800-7300 |
210-410 |
4-5 |
Machinery parts, cookware |
Brittle, can wear tools quickly |
|
Adhesives and Sealants |
Varies |
N/A |
N/A |
Joining materials, sealing |
N/A (not typically machined) |
|
Stainless Steel (various grades) |
7900-8000 |
250-700 |
4-6 |
Kitchenware, medical instruments |
Work hardening, requires lubrication and coolants |
|
Brass |
8530-8730 |
200 |
3 |
Decorative, musical instruments |
Soft, easy to machine but requires sharp tools |
|
Bronze |
7700-8900 |
300 |
3 |
Bearings, historical artifacts |
Harder than brass, can be tough on tools |
|
Zinc |
7140 |
120 |
2.5 |
Corrosion protection coatings |
Low melting point, easy to machine |
|
Glass |
2200-2500 |
500-600 |
5-6 |
Windows, lenses |
Brittle, requires diamond-coated tools for machining |
|
Cobalt-based alloys |
8300-8900 |
300-700 |
5-7 |
Medical implants, turbines |
Hard and tough, requires advanced machining techniques |
|
Superalloys (Hastelloy) |
8000-9000 |
300-500 |
5-7 |
Aerospace, chemical reactors |
Difficult to machine, requires specialized tools |
|
Ceramics (alumina, zirconia) |
3800-5800 |
1000-1500 |
8.5-9 |
Biomedical implants, cutting tools |
Very hard, brittle, requires diamond grinding |
|
Polymers (plastics, elastomers) |
900-1400 |
N/A |
N/A |
Consumer goods, automotive |
Can melt or deform if not machined at correct speeds |
|
Coatings (paints, thermal spray coatings) |
Varies |
N/A |
N/A |
Surface protection, decoration |
N/A (applied, not machined) |
|
Semiconductor materials (silicon, GaAs) |
2330-5317 |
850-1100 |
7 |
Electronics, solar cells |
Brittle, requires precision handling |
|
Refractory metals (tungsten, molybdenum) |
19250-10280 |
2000-4000 |
7-7.5 |
High-temperature applications |
Very hard, high melting points, challenging to machine |
|
Precious metals (gold, silver) |
19300-10490 |
25-70 |
2.5-3 |
Jewelry, electronics |
Soft, malleable, requires care to avoid deformation |
|
Refractory ceramics (boron nitride) |
2000-3500 |
10-20 |
1-2 |
High-temperature insulators |
Soft in one direction, hard in another, challenging to shape precisely |
|
Electronic materials |
Varies |
Varies |
Varies |
Electronics, PCBs |
Specific to material; e.g., PCBs require etching, not machining |
|
Biomaterials (biodegradable polymers) |
1100-1400 |
N/A |
N/A |
Medical devices, tissue engineering |
Sensitive to heat and moisture, can be difficult to process |
ARE YOU USING RIGHT TOOLS
FOR YOUR APPLICATION?
LET US
HELP YOU
HAVING ISSUES WITH
YOUR CURRENT TOOLS?
Knowledge Center
How to Selecting Right Diamond Tools for your application

How to properly use Diamond Tools

Why use diamond

What is Diamond Mesh Size and how to select best one for your application
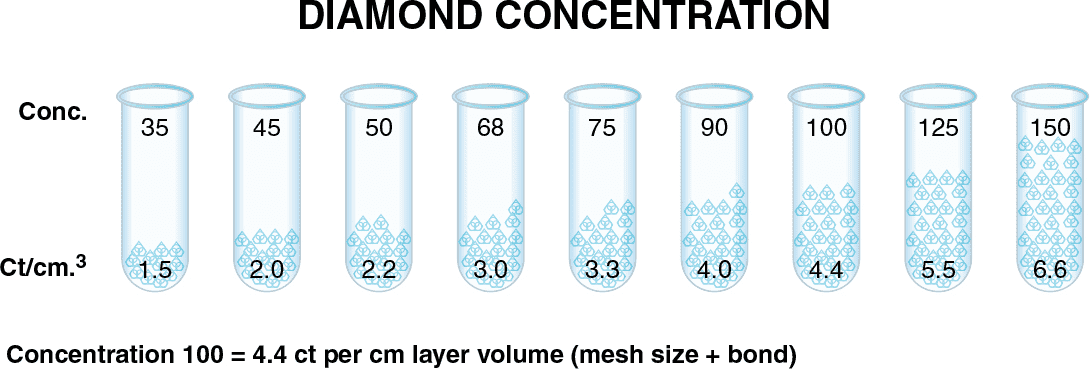
What is Diamond Concentration and which to use for your application

Diamond Tool Coolants Why, How, When & Where to Use
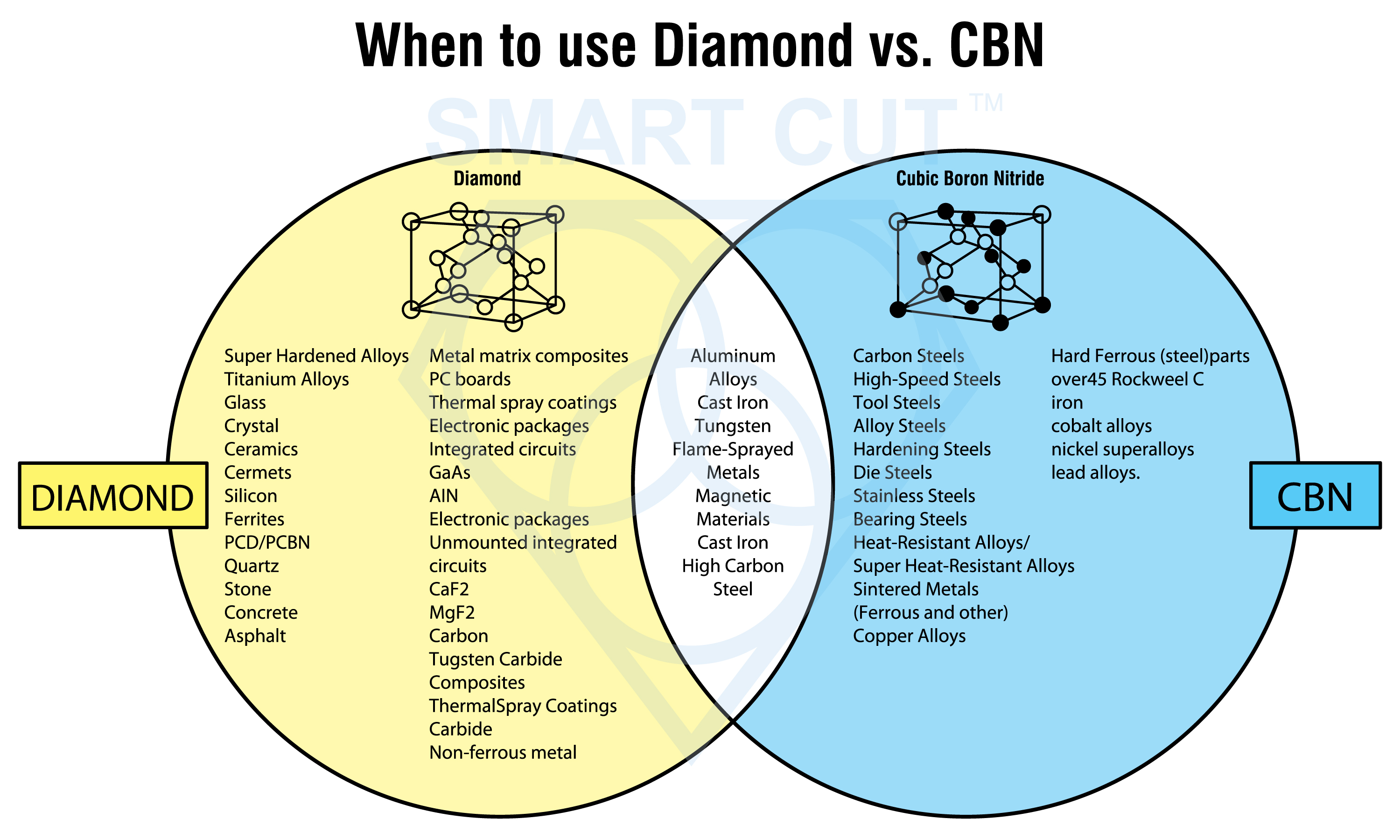
Diamond vs CBN (cubic boron nitride) Tools















