





















































-
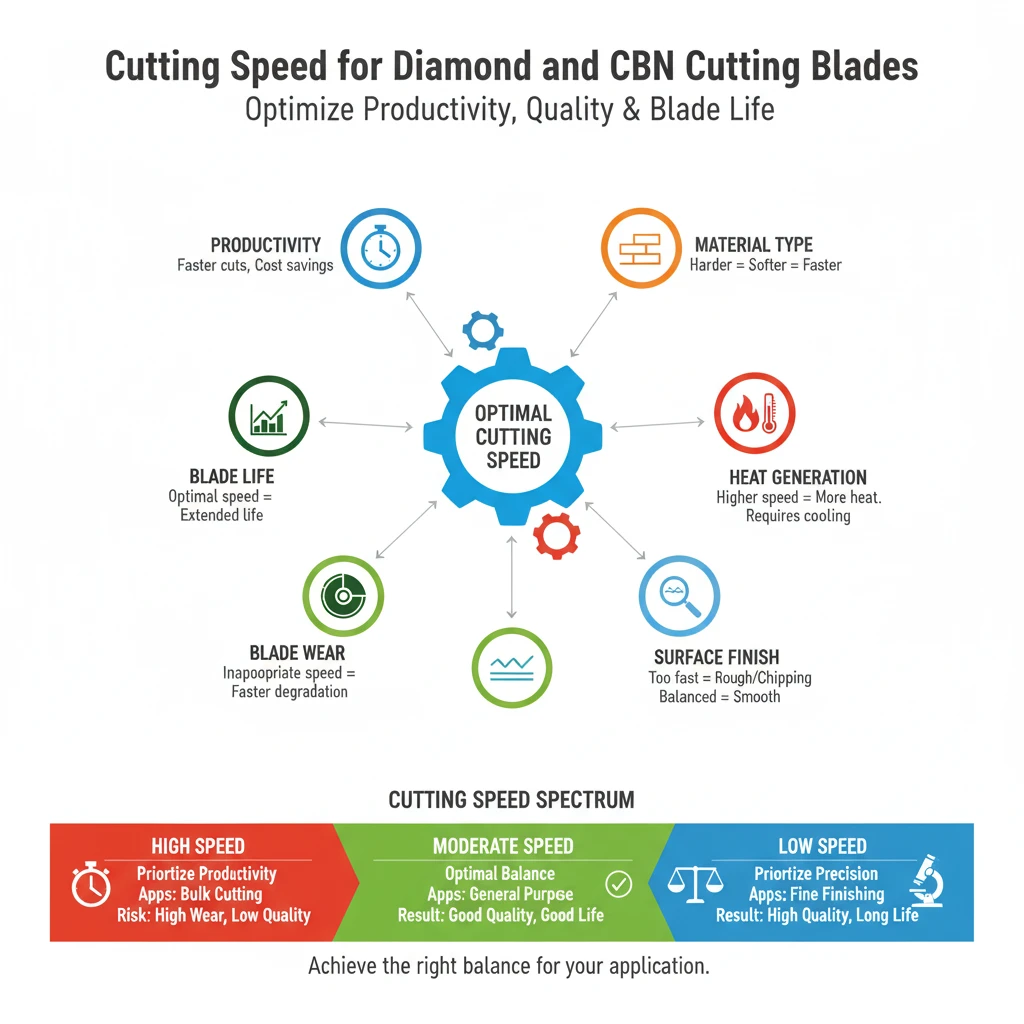
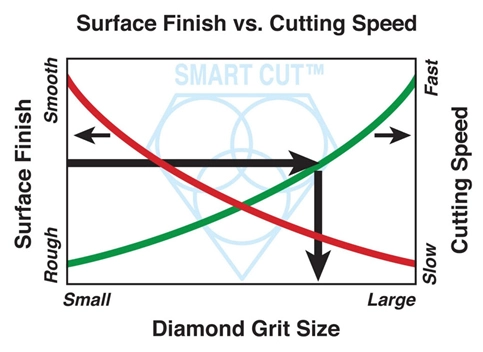
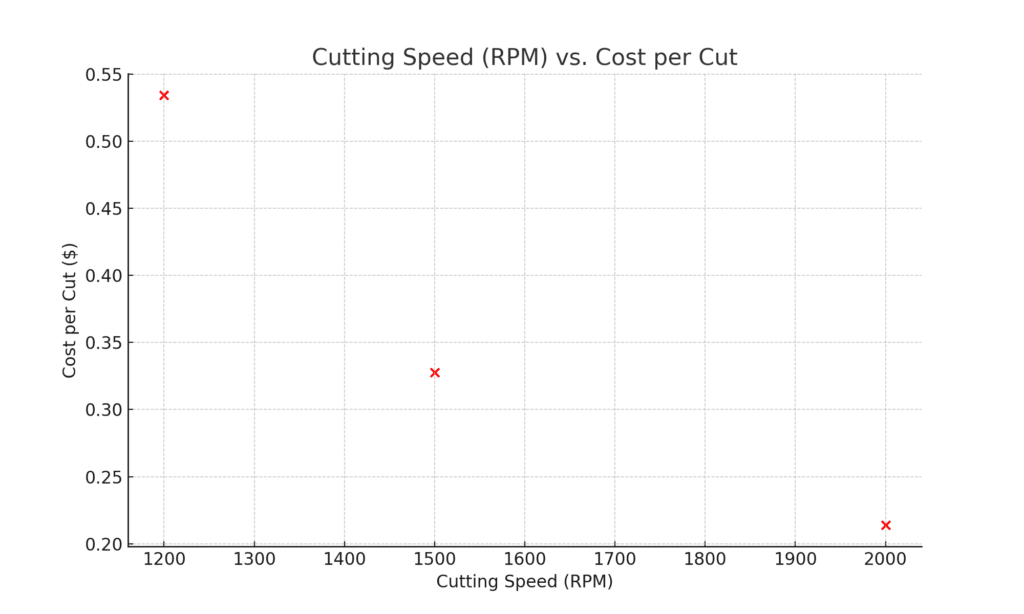
 Cutting Speed: How quickly a diamond or cbn blade can complete a cut without sacrificing quality. Faster speeds can increase throughput but must not surface finish, cut quality and chipping and integrity of material.
Cutting Speed: How quickly a diamond or cbn blade can complete a cut without sacrificing quality. Faster speeds can increase throughput but must not surface finish, cut quality and chipping and integrity of material. -
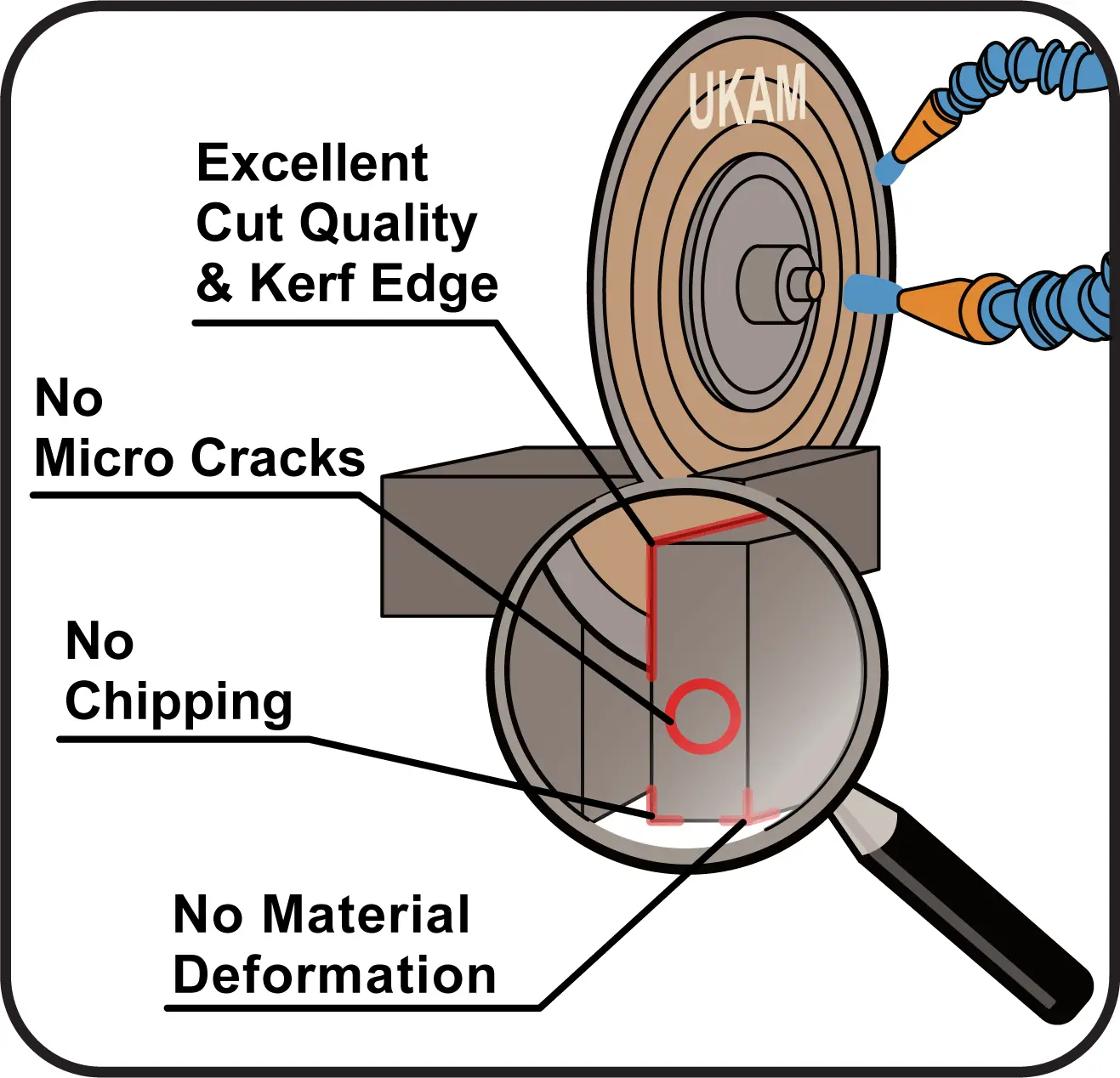
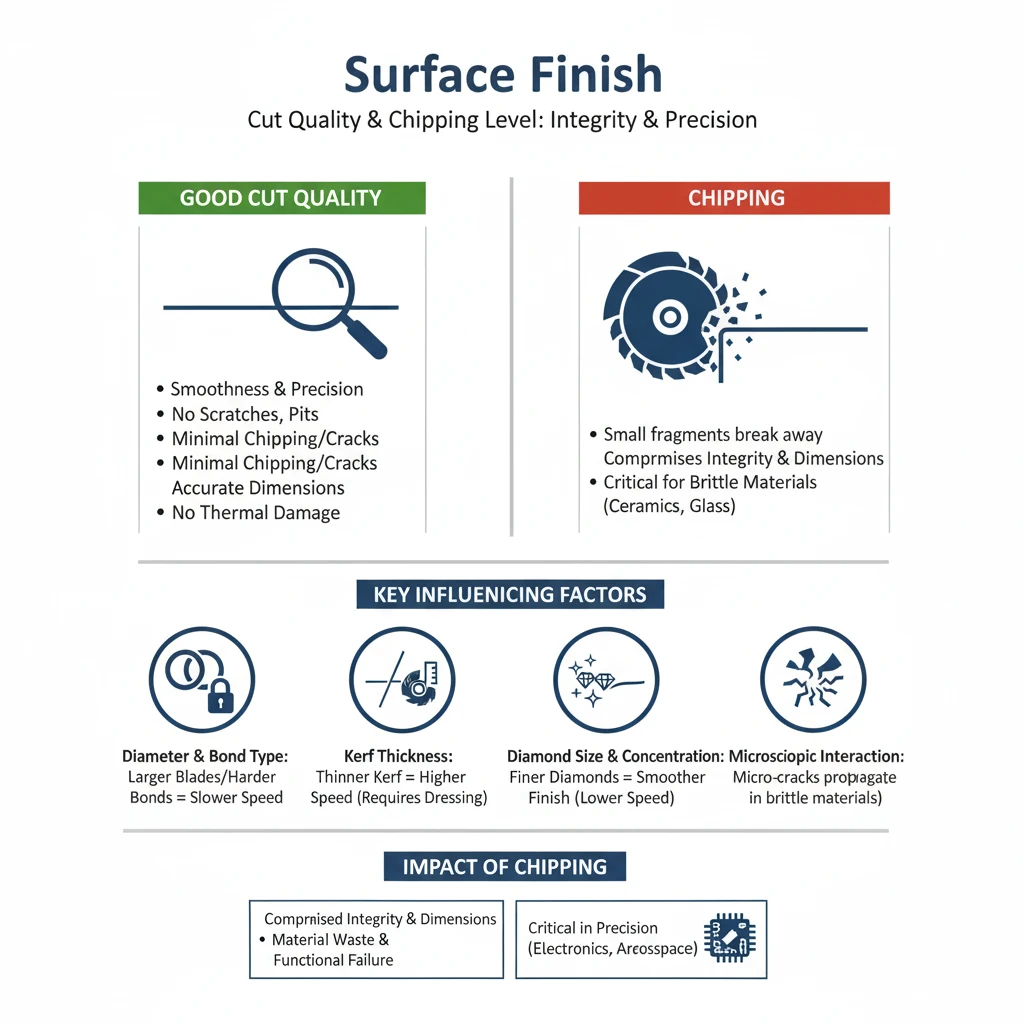
Surface Finish: The quality of the surface after cutting is crucial. A finer finish reduces the need for subsequent grinding and polishing, thereby saving time and preserving the material's characteristics. Minimizing chipping and other forms of cut-induced damage is crucial for maintaining excelling surface finish quality.
-
Blade Life: This refers to how long a diamond or cbn blade can maintain its cutting effectiveness before it needs to be replaced. A longer blade life reduces downtime and the cost of consumables.
-
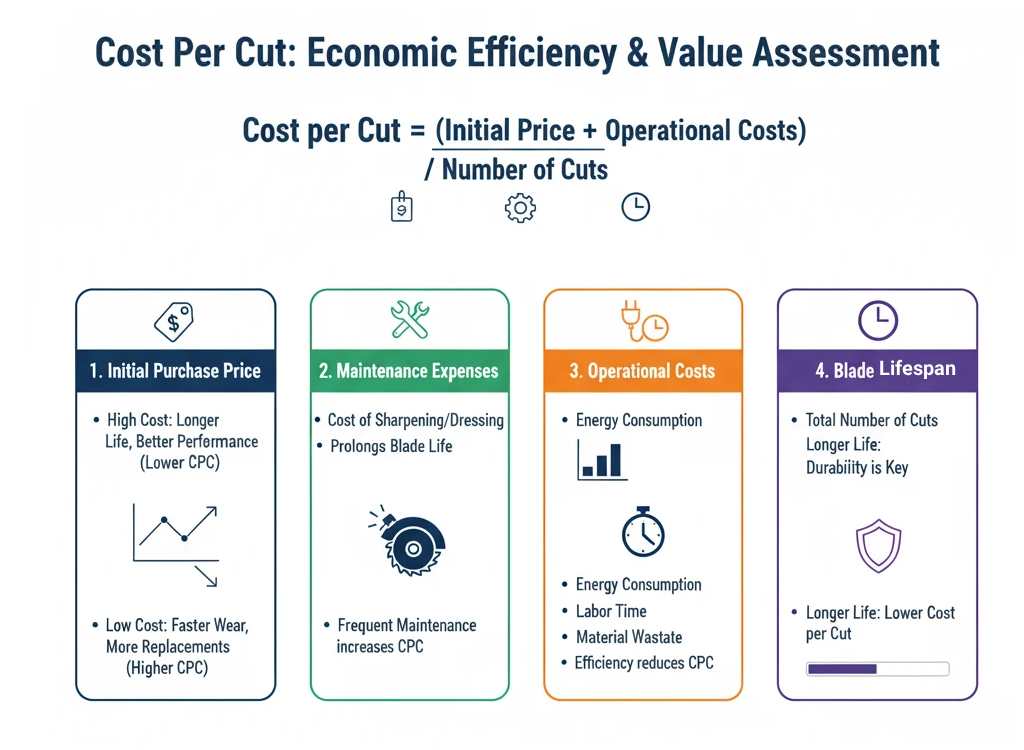
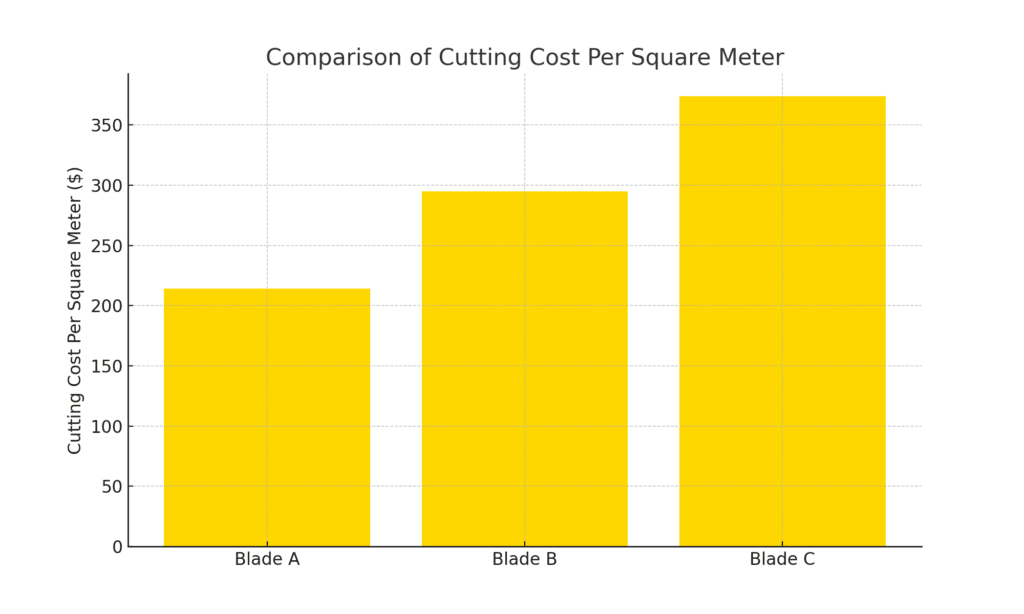
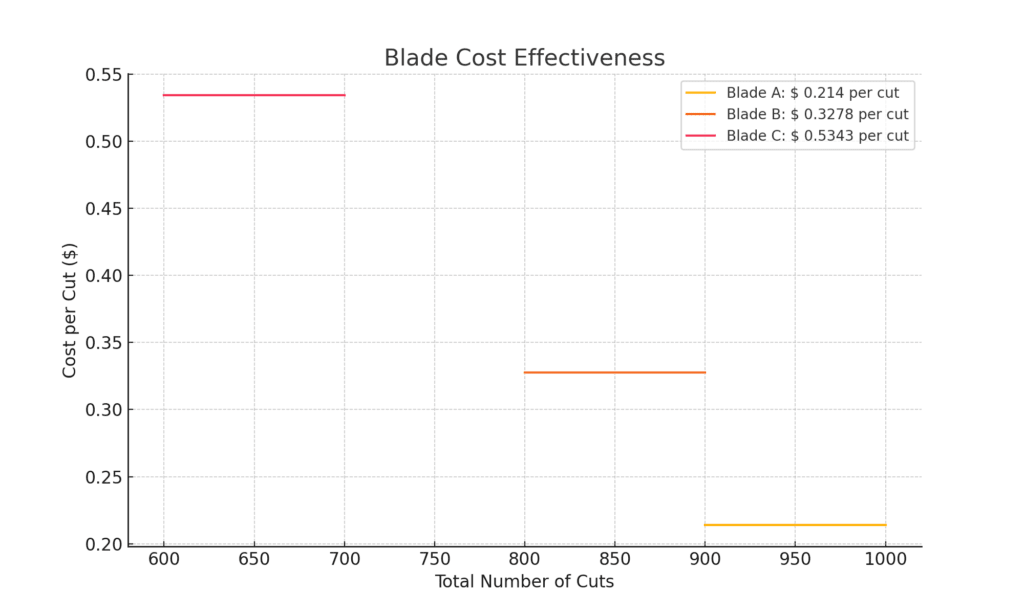
Cost per Cut: Considers the total cost of using the diamond and cbn blade divided by the number of cuts it can make before it is deemed ineffective. This metric helps in assessing the economic efficiency of the blade over its lifespan.
-
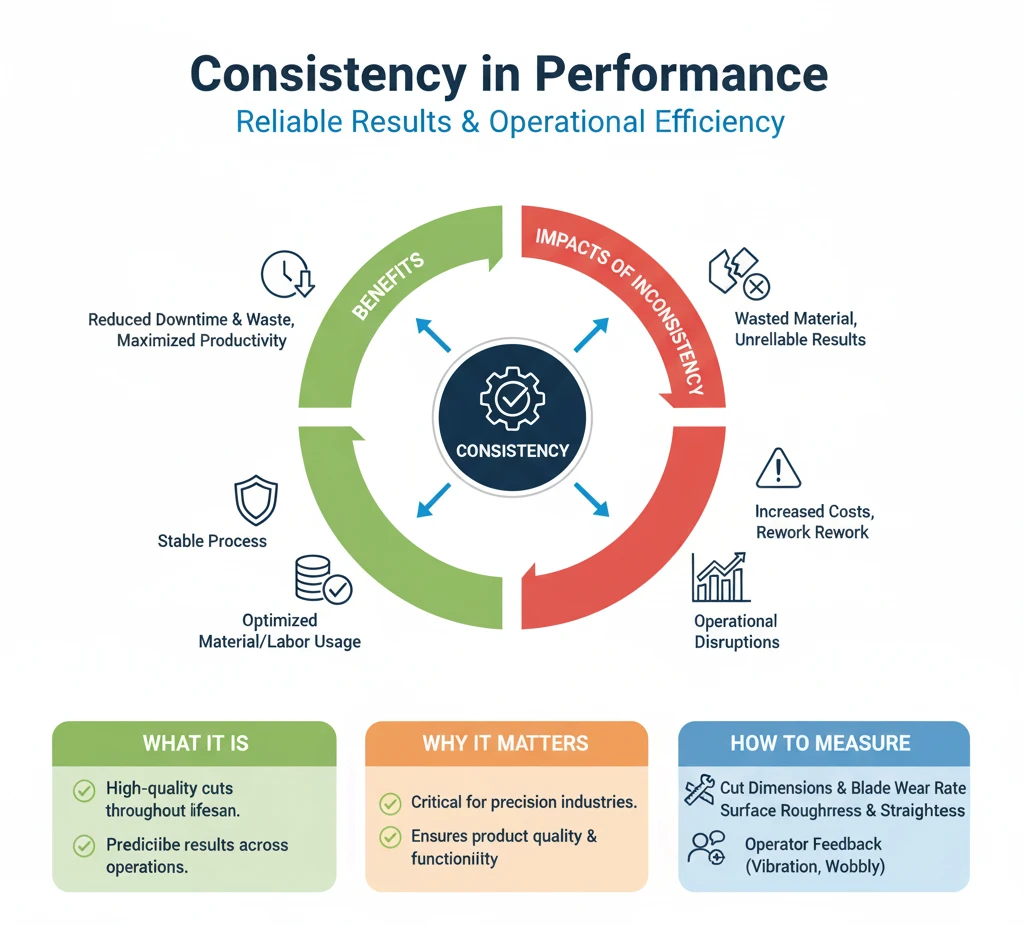
Consistency: The ability of the diamond or cbn blade to consistently produce quality cuts throughout its life span. Inconsistency can lead to wasted material and unreliable results.

-
Required Force: A blade that requires less force to cut through materials is preferable as it minimizes potential sample damage and operator fatigue.
-
Heat Dissipation: Effective heat management improves cut quality and increases blade’s life. Blades that dissipate heat efficiently perform better in demanding conditions.
-
Material Compatibility: A blade's ability to handle different types of materials effectively without degradation is essential, especially when working with a variety of materials
-
Wear Resistance: Resistance to wear and tear defines how well a blade holds up under regular use, impacting its longevity and reliability.
-
Vibration: Lower vibration levels indicate a more stable cut, improve cut quality and cut consistency
-
Amount of Material Deformation: It’s essential to minimize deformation during cutting to ensure that the true microstructure of the material and material/part reliability
-
Secondary Grinding and Polishing Steps Required: Blades that produce cleaner cuts reduce the need for secondary finishing operations.
-
Thermal Stability: Assesses the blade's ability to maintain its properties and performance at varying temperatures. Blades with high thermal stability perform consistently across a range of operational conditions, which is crucial when working with thermally sensitive materials.
-
Blade Flexibility: Evaluates the blade's ability to flex without breaking, particularly when making intricate cuts or when operating under variable loads. This is important for ensuring the blade's reliability in complex cutting scenarios.
-
Recovery Time: The time it takes for a blade to return to optimal performance after dressing or any form of maintenance. Faster recovery can significantly reduce downtime
-
Edge Durability: Measures how long the cutting edge remains effective before it dulls. Durable edges reduce the frequency of blade replacements and maintenance.
-
Impact Resistance: Evaluates the blade's ability to withstand sudden stresses or impacts without cracking or chipping. This is particularly relevant for cutting hard, brittle materials.
-
Profile Retention: Measures how well a blade maintains its original profile and cutting characteristics over its lifespan. High profile retention reduces the need for frequent adjustments and recalibrations.
-
Blade Stiffness: A measurement of the rigidity of the blade. Stiffer blades are less prone to wobbling and can provide more precise cuts, especially important in high-precision applications.



-
Diameter and Bond Type: Larger diameter blades and harder bonds may require slower speeds.
-
Kerf Thickness: Thinner kerf blades can operate at higher speeds but may need more frequent dressing.
-
Diamond Size and Concentration: Optimal speeds vary with diamond size and concentration; finer diamonds typically allow for smoother finishes at lower speeds.
-
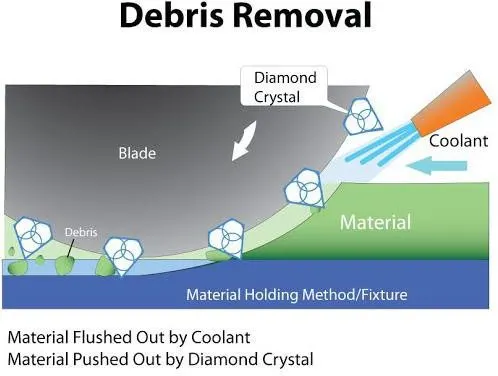
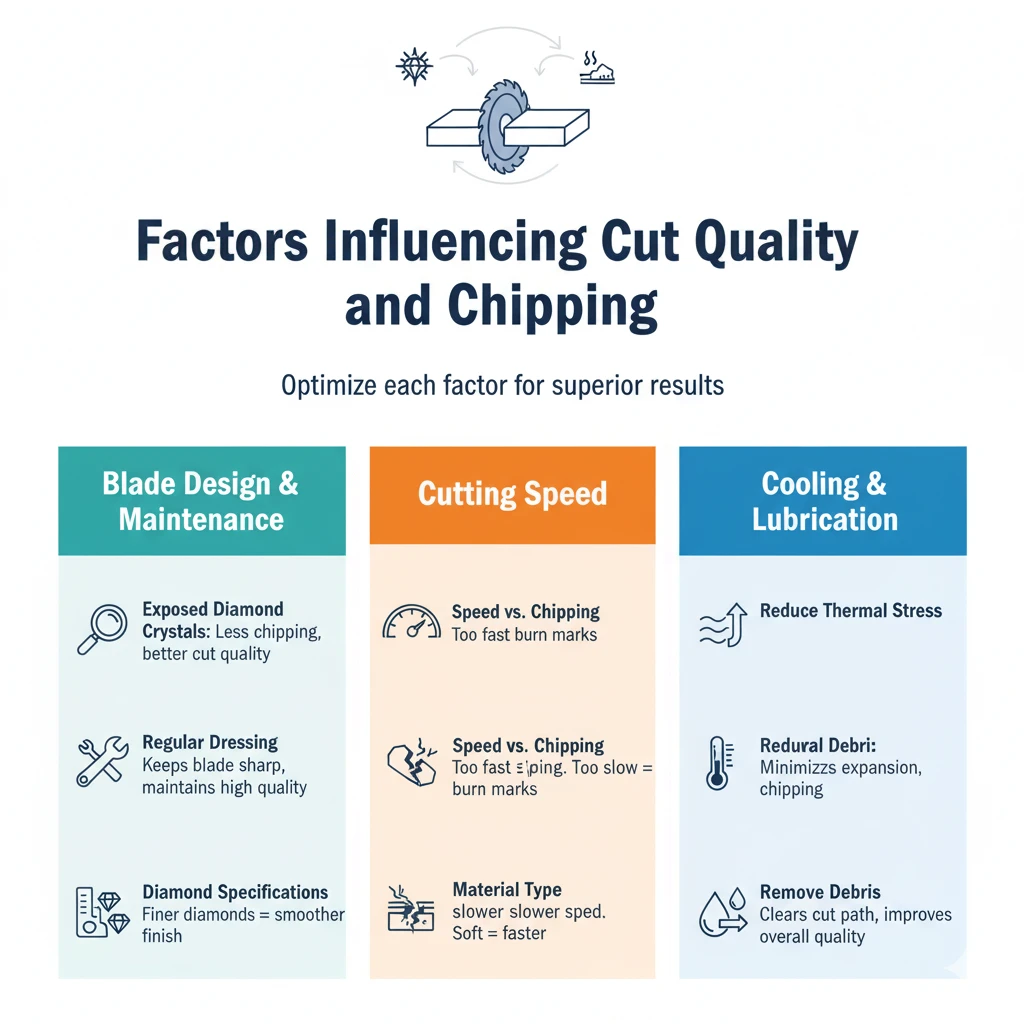
Exposed Diamond Crystals: Blades with exposed diamond crystals tend to cause less chipping and usually produce better cut quality with minimal chipping.
-
Regular Maintenance and Dressing: Keeping the blade sharp and effective through regular maintenance and dressing is vital for maintaining high cut quality.
-
Diamond Specifications: The type of diamond used, its size, concentration, and the bond hardness are significant factors. Finer diamond sizes generally provide higher cut quality with minimal chipping.
-
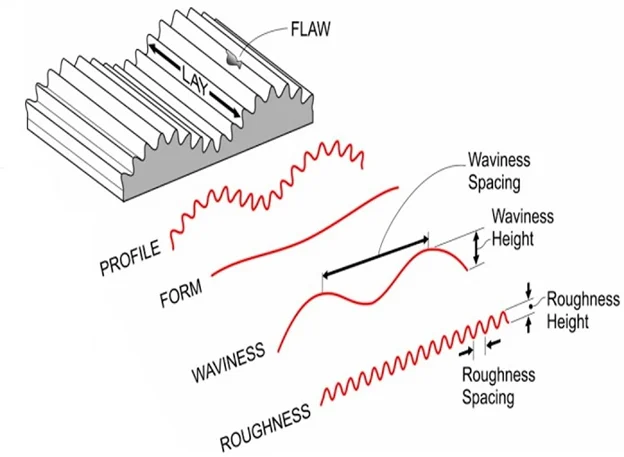
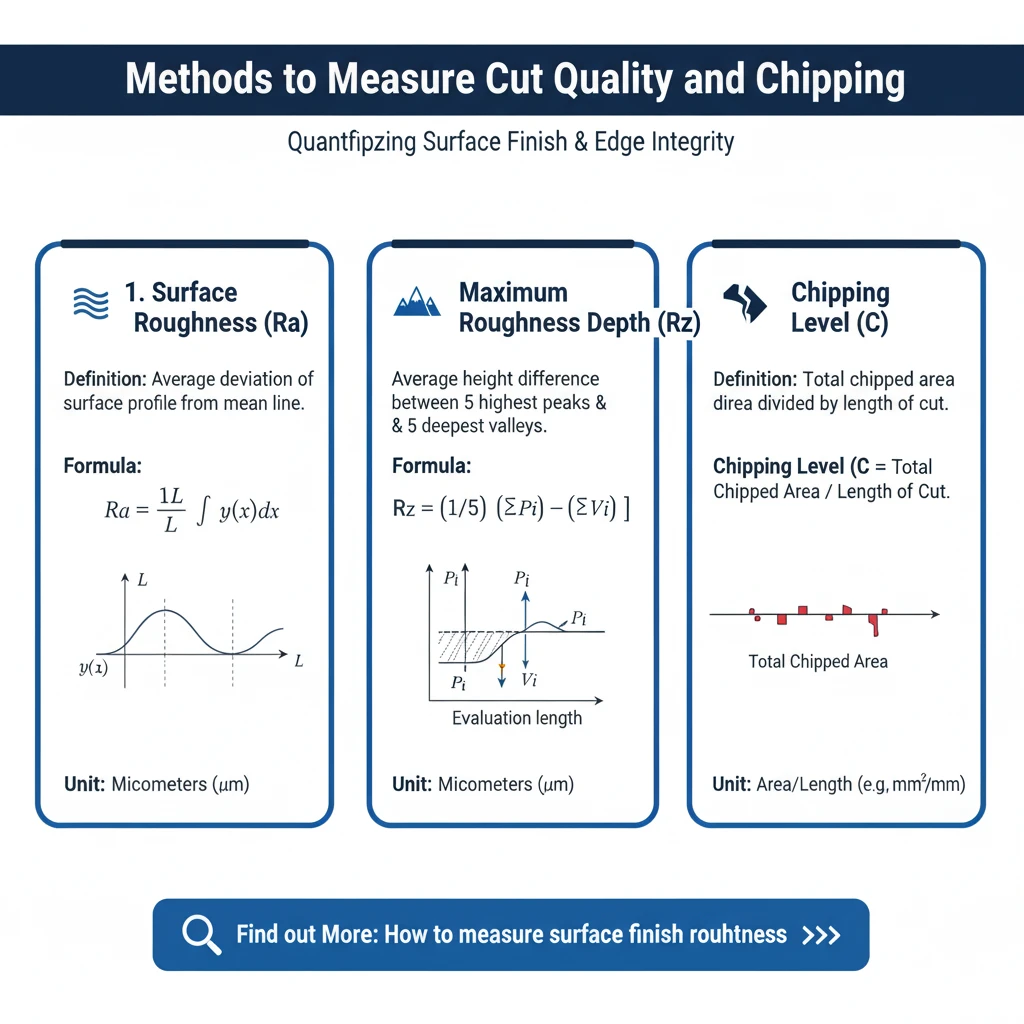
L is the length of the surface profile measurement.
-
y(x) is the vertical deviation of the surface from the mean line at position x.
-
Pi are the heights of the five highest peaks.
-
Vi are the depths of the five deepest valleys.
-
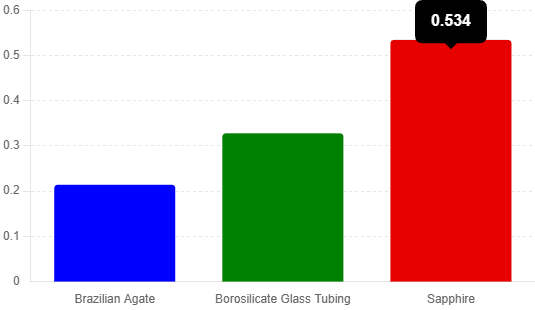
Total Chipped Area is the sum of the areas of all chips along the cut edge.
-
Length of Cut is the total length of the cut edge.
-
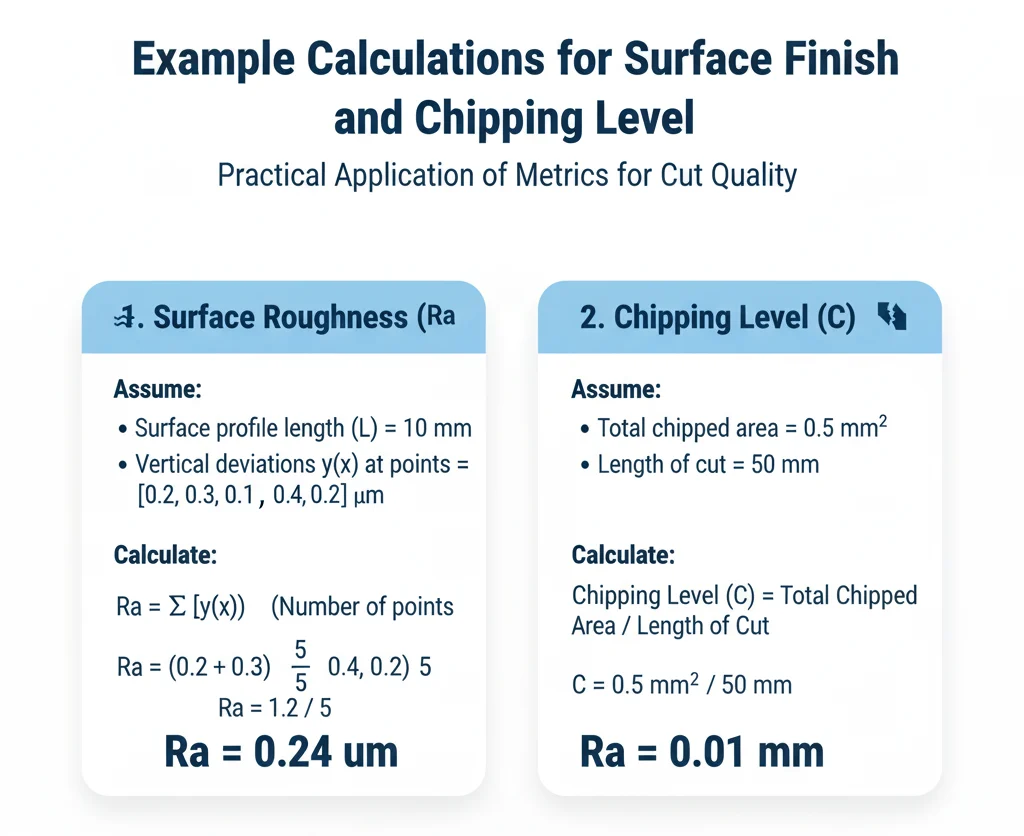
Assume the surface profile length L is 10 mm.
-
Vertical deviations y(x) at different positions are recorded.
-
Calculate the average absolute deviation from the mean line.
-
Assume the total chipped area is measured as 0.5 mm².
-
The length of the cut is 50 mm.

-
Total Chipped Area (mm²): 0.35
-
Length of Cut (mm): 50

-
Diamond Type and Quality: The type and quality of diamond used significantly affect blade life. High-quality diamonds are more durable and resistant to wear.
-
Diamond Grit Size: The size of the diamond grit influences the blade's cutting efficiency and longevity. Coarser grits may wear down faster, while finer grits can provide a longer blade life under appropriate conditions.
-
Diamond Concentration: Higher diamond concentration can enhance the blade's cutting performance and durability.
-
Core Material: The type of core material, whether steel or fully impregnated with diamond, impacts the blade's structural integrity and longevity.
-
Bond Type: The bond type, such as sintered, resin, or nickel bond, affects how well the diamonds are held in place and how the blade wears over time.
-
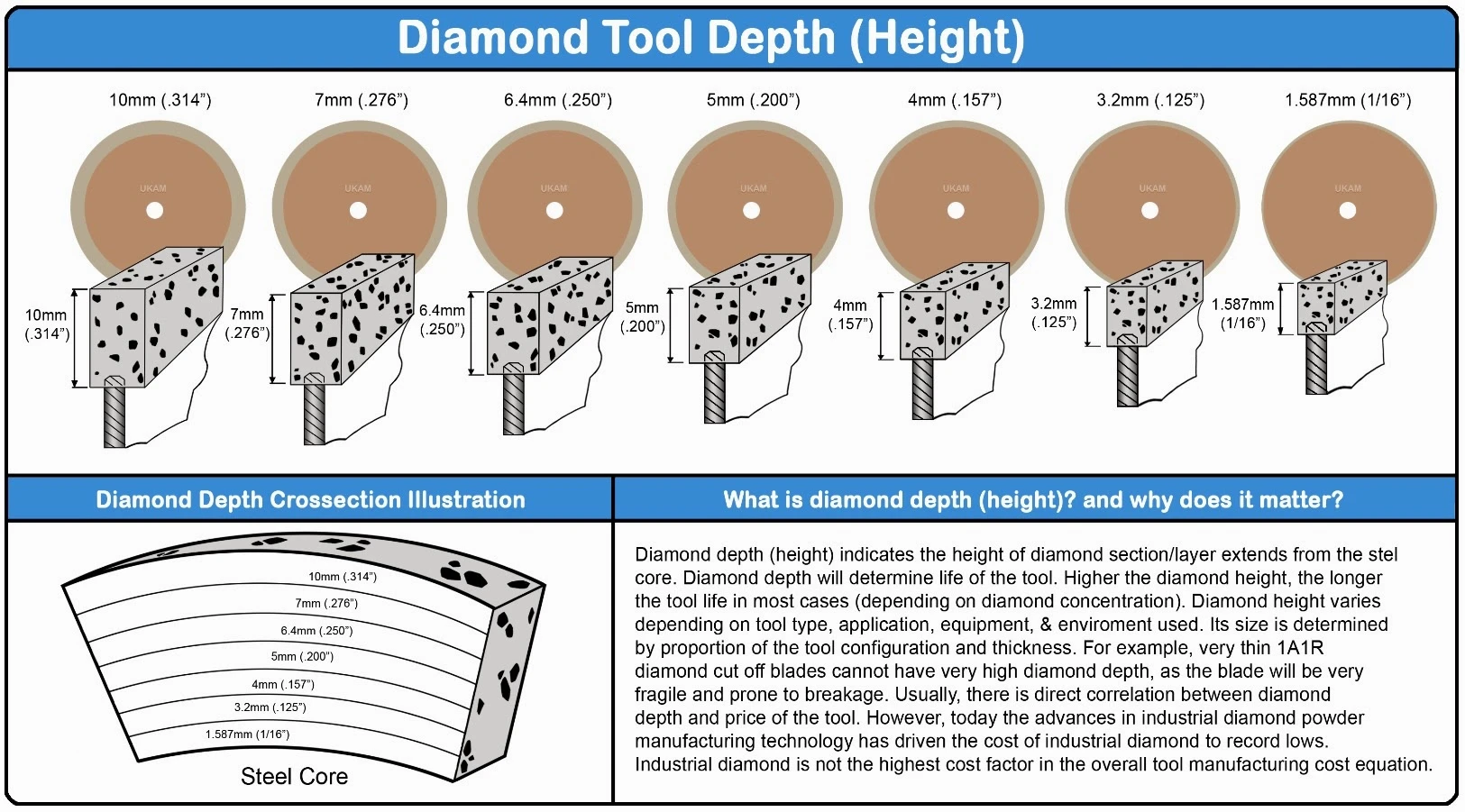
Diamond Depth/Height: Blades with greater diamond depth/height generally have a longer life as they contain more abrasive material.
-
RPM and Feed Rates: The rotational speed and feed rate at which the blade operates can influence its wear. Optimal settings can maximize blade life.
-
Coolant Types: The type of coolant used helps in reducing heat and friction, thereby extending the blade's life.
-
Cutting Machine Type: The compatibility of the blade with the cutting machine and its settings is crucial for maximizing blade longevity.
-
Material Being Cut: The hardness and abrasiveness of the material being cut affect the rate of blade wear. Matching the right blade to the material is essential.
-
Cutting Equipment and Settings: Using the correct cutting equipment and settings tailored to the specific blade and material ensures optimal performance and extends blade life.
-
Consistent High-Technology Manufacturing: Blades produced with advanced manufacturing techniques and rigorous quality control are more consistent in performance and durability.
-
Regular Maintenance and Proper Usage: Maintaining the blade and using it according to the recommended guidelines ensures that it performs efficiently for a longer period.
-
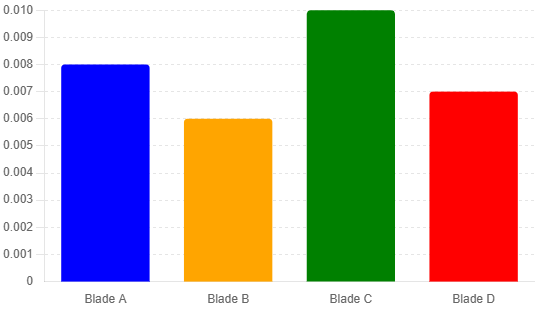
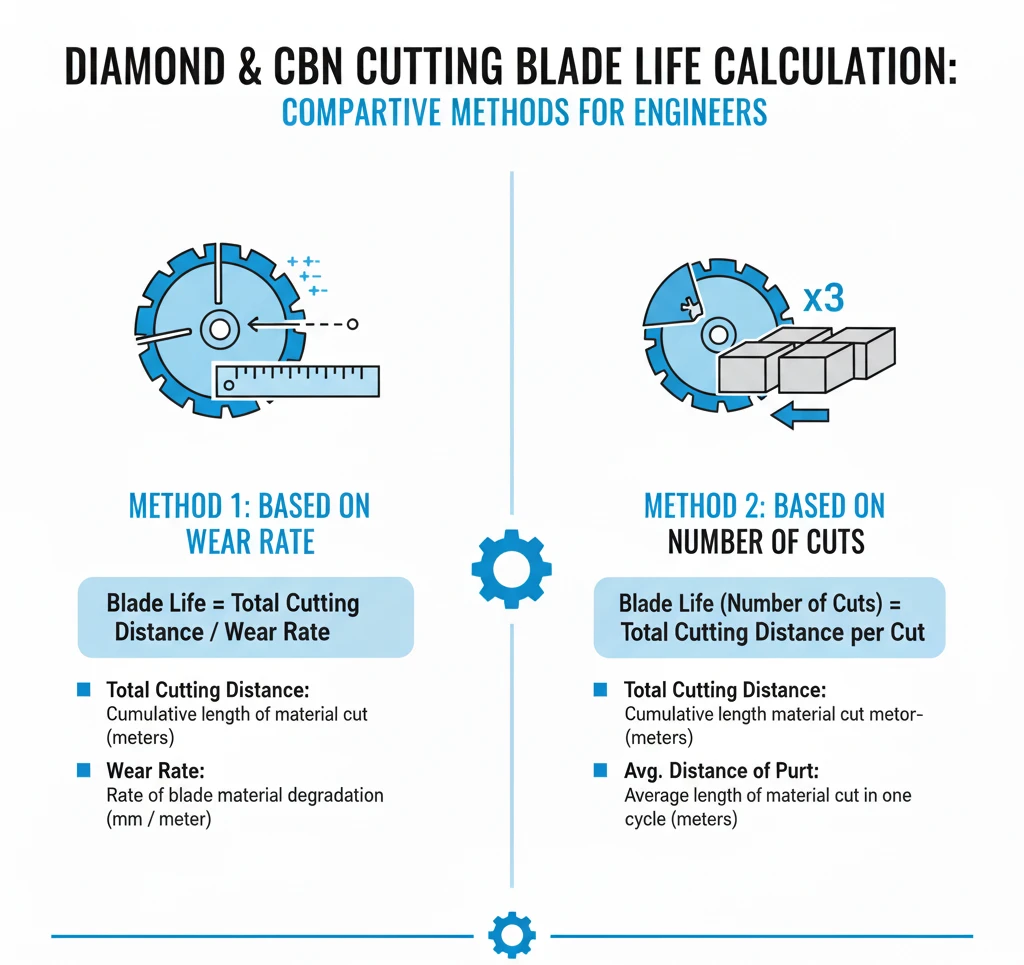
Total Cutting Distance is the total length of material that the blade can cut before it becomes ineffective.
-
Wear Rate is the rate at which the blade wears down per unit of cutting distance.
-
Total Cutting Distance: This is the cumulative length or amount of material that the blade can effectively cut over its lifespan.
-
Wear Rate: This is a measure of how quickly the blade material degrades or wears out during the cutting process. It is typically expressed in units such as millimeters of blade wear per meter of material cut.
-
Total Cutting Distance is as defined above.
-
Average Cutting Distance per Cut is the average length of material cut in each individual
-
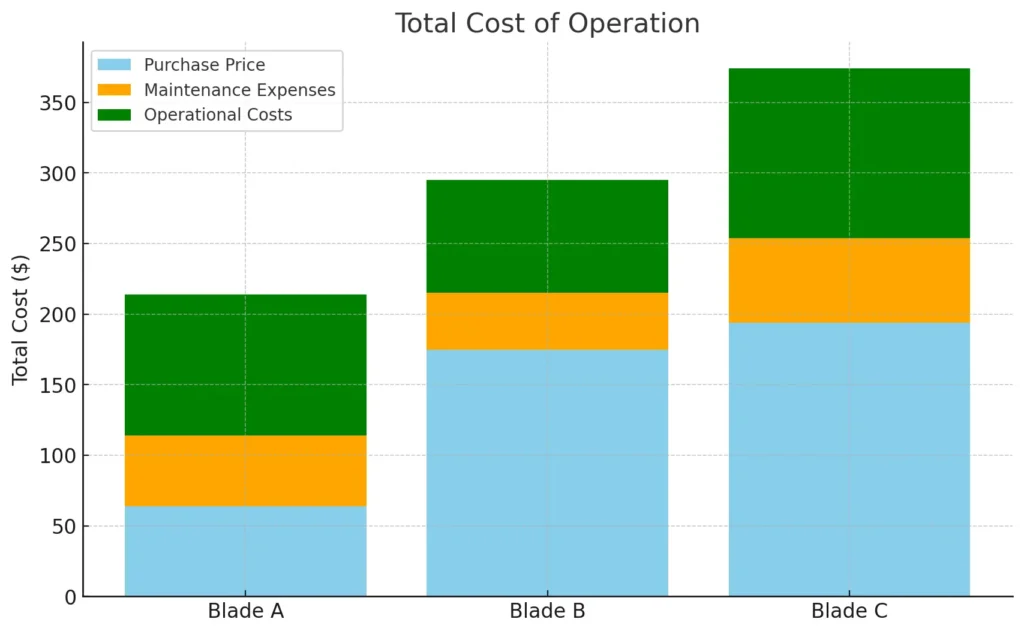
Total Cost of Blade includes the purchase price, maintenance expenses, and any associated operational costs.
-
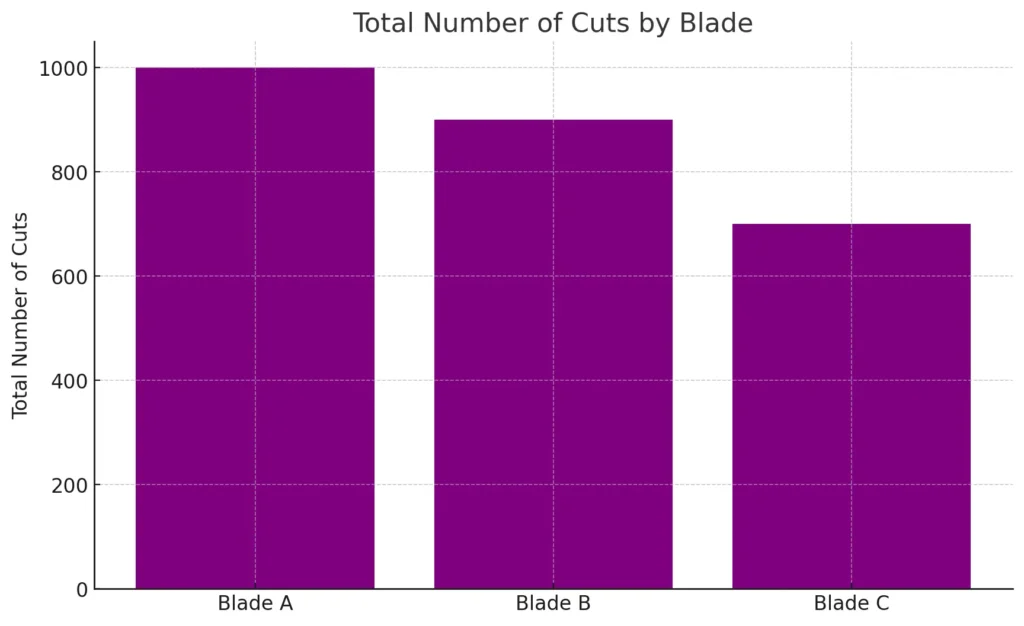
Total Number of Cuts is the total number of effective cuts the blade can make before it is deemed ineffective.


-
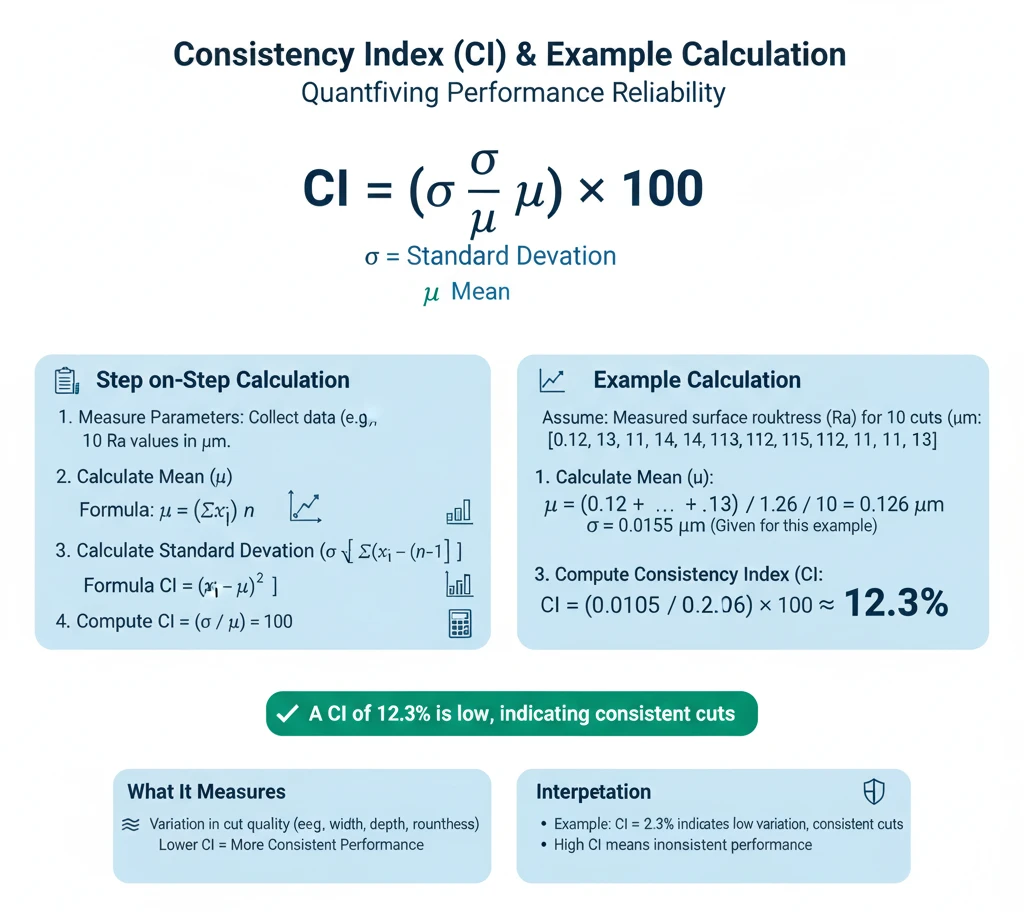
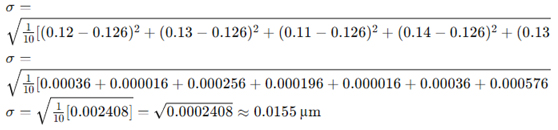
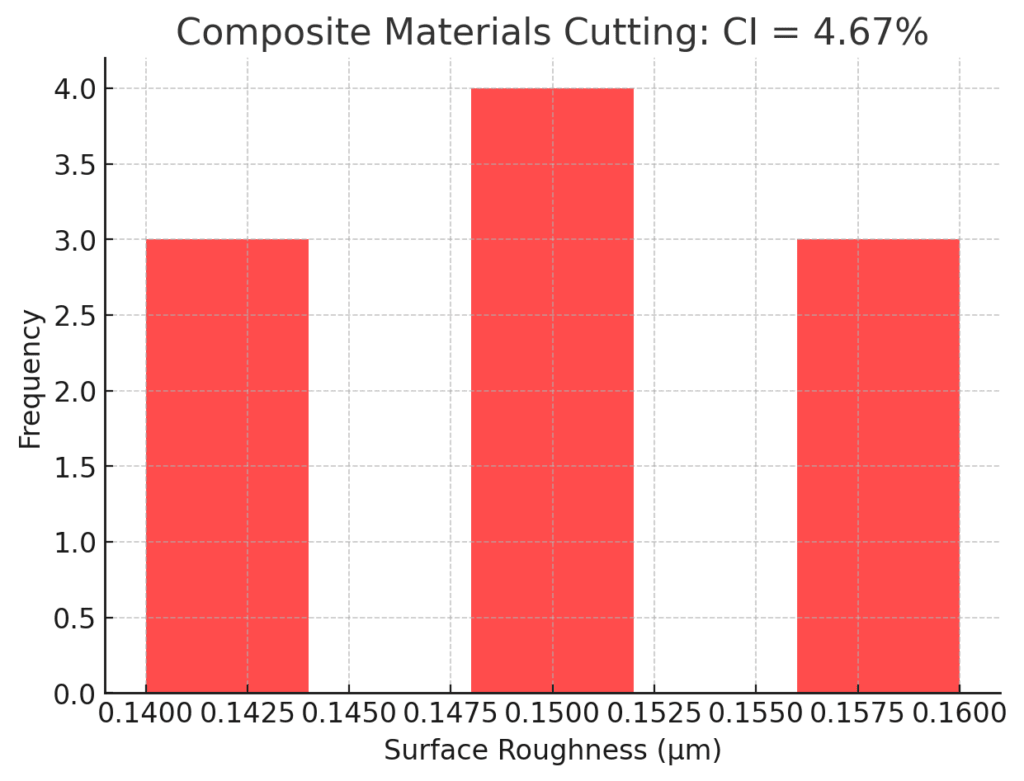
σ is the standard deviation of the measured cut quality parameter (e.g., cut width, depth, or surface roughness).
-
μ is the mean (average) of the measured cut quality parameter.
-
The result is multiplied by 100 to express the Consistency Index as a percentage.
Leon Meyer is a veteran manufacturing engineer and technical consultant with over 50 years of experience in the development, implementation, and troubleshooting of industrial diamond tooling systems. Having spent his career at the intersection of tool design, precision manufacturing, and production engineering, Mr. Meyer is widely regarded as one of the most experienced voices in the application of ultra-thin diamond blades, sintered core drills, and CBN grinding wheels across heavy industry, advanced materials, and research sectors.
Known for his pragmatic, no-nonsense approach, Leon has advised manufacturers across the United States, Europe, and East Asia—helping streamline cutting processes, extend tool life, and solve complex issues related to material breakage, chipping, and tolerance drift. His expertise has directly contributed to improved production efficiency in industries ranging from aerospace alloys and technical ceramics to optics, composites, and high-nickel superalloys.
As an author, Mr. Meyer brings a lifetime of field knowledge to his writing, with a focus on real-world problem solving, cost-performance optimization, and tool reliability under demanding conditions.
How to Properly Use Precision Diamond & CBN Blades

Precision & Ultra Thin Diamond Blade Guide

How to Improve & Optimize Your Diamond Sawing Operation

Evaluating & Comparing Diamond Blades
Proper testing procedures and methodologies must be set up and used to obtain accurate as well as repeatable testing results. This article will discuss several simple procedures which have been used under actual field conditions, verifying their feasibility for testing diamond cut off wheels.

Diamond & CBN Cutting Blade Performance Metrics that you Should Know
When evaluating diamond and cubic boron nitride (CBN) cutting blades, it’s crucial to consider key performance metrics and criteria. Different applications have varying goals, making it important to understand these factors to determine a blade’s effectiveness and impact on result quality. There are many metrics that are important in optimizing your cutting operation to ultimate level of efficiency. In a previous article we discussed the main top 5 Key metrics include surface finish, blade life, cost, and consistency.

Total Cost of Ownership & Why its Important
Diamond and CBN cutting blades are available in a myriad of specifications, with virtually limitless options. The industry is saturated with numerous manufacturers, each professing to offer the optimal solution. However, in reality, only a select few possess the requisite expertise and experience necessary to fabricate blades that not only ensure optimal performance for each client but also deliver the most advantageous return on investment and the lowest total cost of ownership.
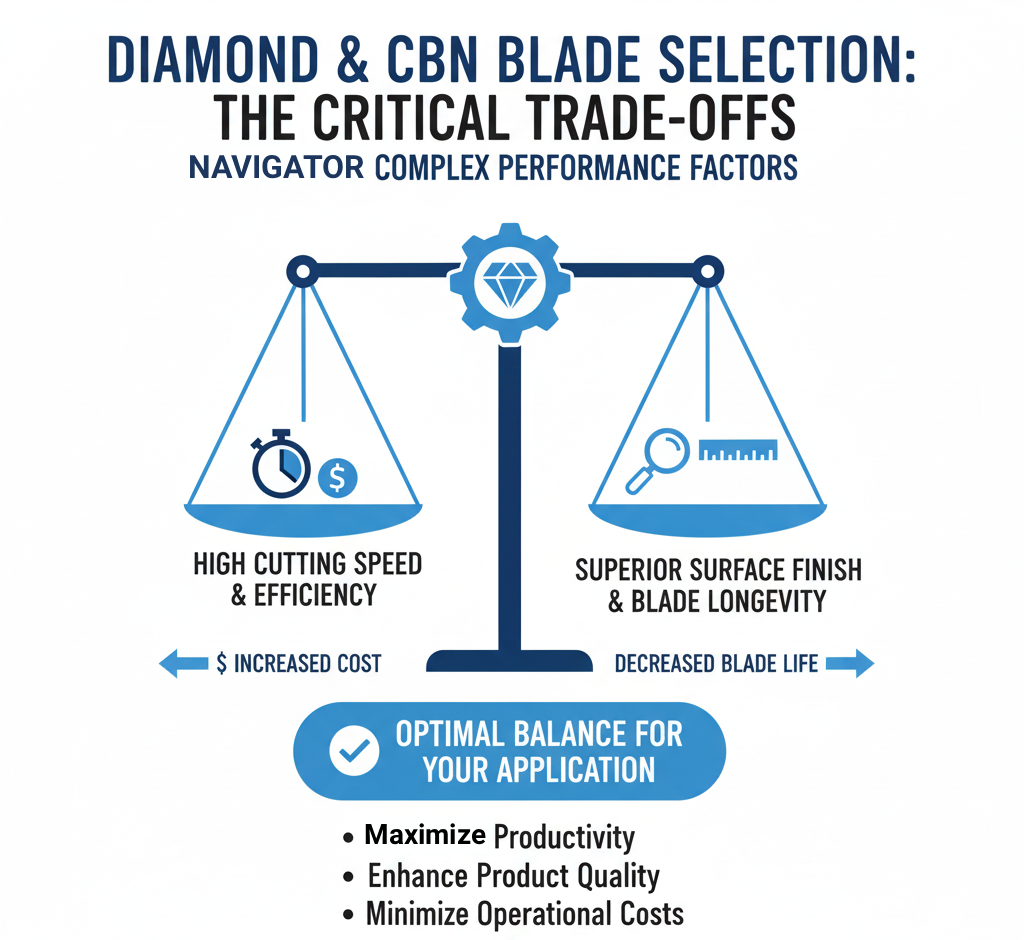
Understanding Tradeoffs- Searching for Perfect Diamond & CBN Blade
Choosing the right blade diamond or cbn blade can significantly impact efficiency, cost, and quality. However, this is not simple and clear cut process. Selecting the optimal blade involves navigating a complex landscape of trade-offs, where factors such as cutting speed, surface finish, blade longevity, and cost must be carefully balanced. This article explores the critical performance trade-offs associated with diamond and CBN blades, providing insights to help you make informed decisions that align with your specific cutting requirements and operational goals. Understanding these trade-offs is essential for optimizing your processes, enhancing productivity, and achieving superior results in your cutting applications.
Leon Meyer is a veteran manufacturing engineer and technical consultant with over 50 years of experience in the development, implementation, and troubleshooting of industrial diamond tooling systems. Having spent his career at the intersection of tool design, precision manufacturing, and production engineering, Mr. Meyer is widely regarded as one of the most experienced voices in the application of ultra-thin diamond blades, sintered core drills, and CBN grinding wheels across heavy industry, advanced materials, and research sectors.
Known for his pragmatic, no-nonsense approach, Leon has advised manufacturers across the United States, Europe, and East Asia—helping streamline cutting processes, extend tool life, and solve complex issues related to material breakage, chipping, and tolerance drift. His expertise has directly contributed to improved production efficiency in industries ranging from aerospace alloys and technical ceramics to optics, composites, and high-nickel superalloys.
As an author, Mr. Meyer brings a lifetime of field knowledge to his writing, with a focus on real-world problem solving, cost-performance optimization, and tool reliability under demanding conditions.