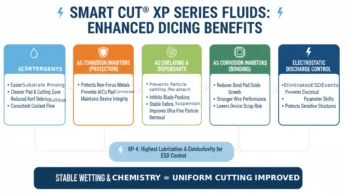
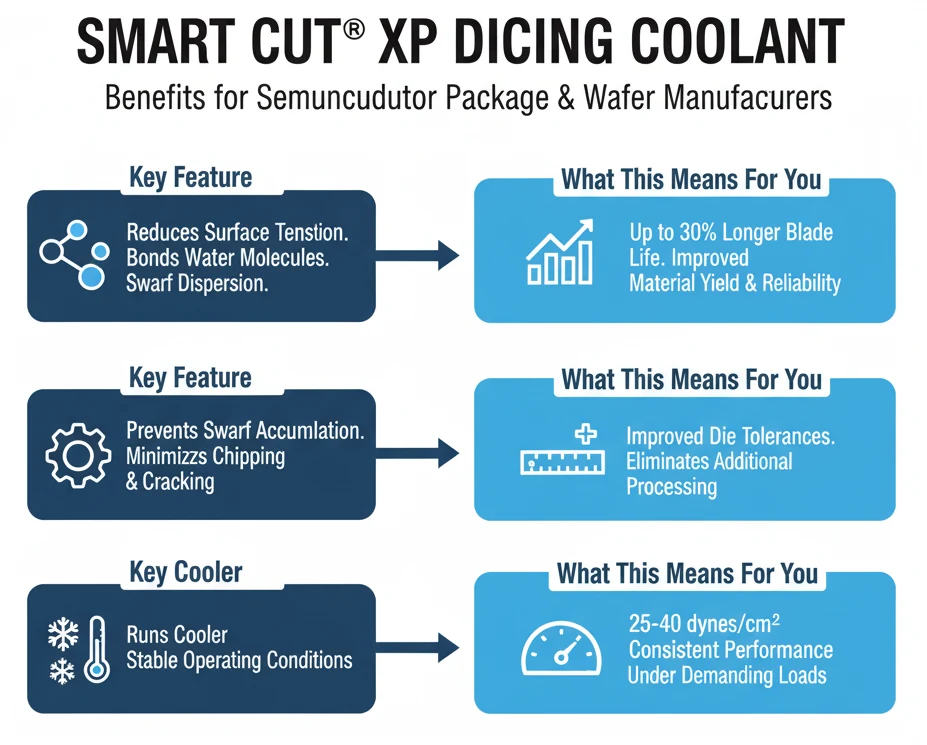
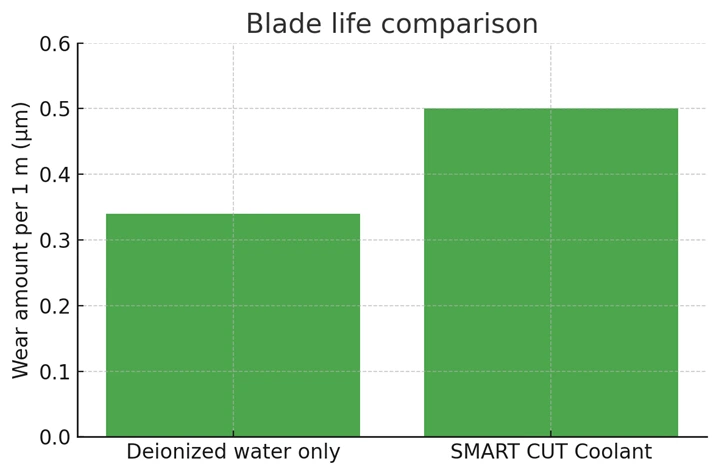
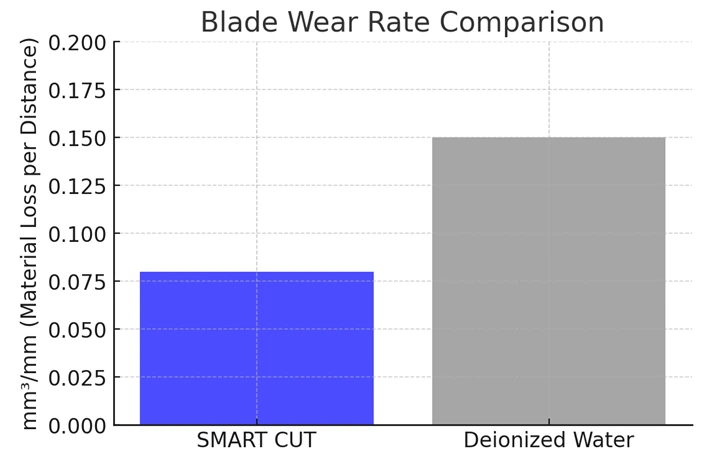
By effectively lubricating and cleaning the blade’s diamond matrix, SMART CUT® XP ensures the blade cuts freely and wears evenly, extending its lifespan and maintaining optimal cutting performance. As wafer sizes increase and dicing cycles lengthen, the role of an advanced lubricant like SMART CUT® XP becomes even more critical in maintaining efficiency and precision.
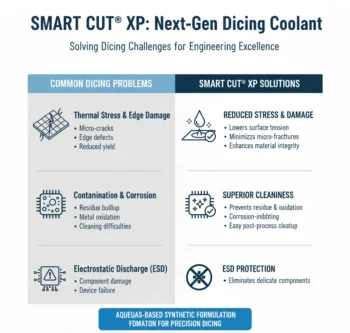
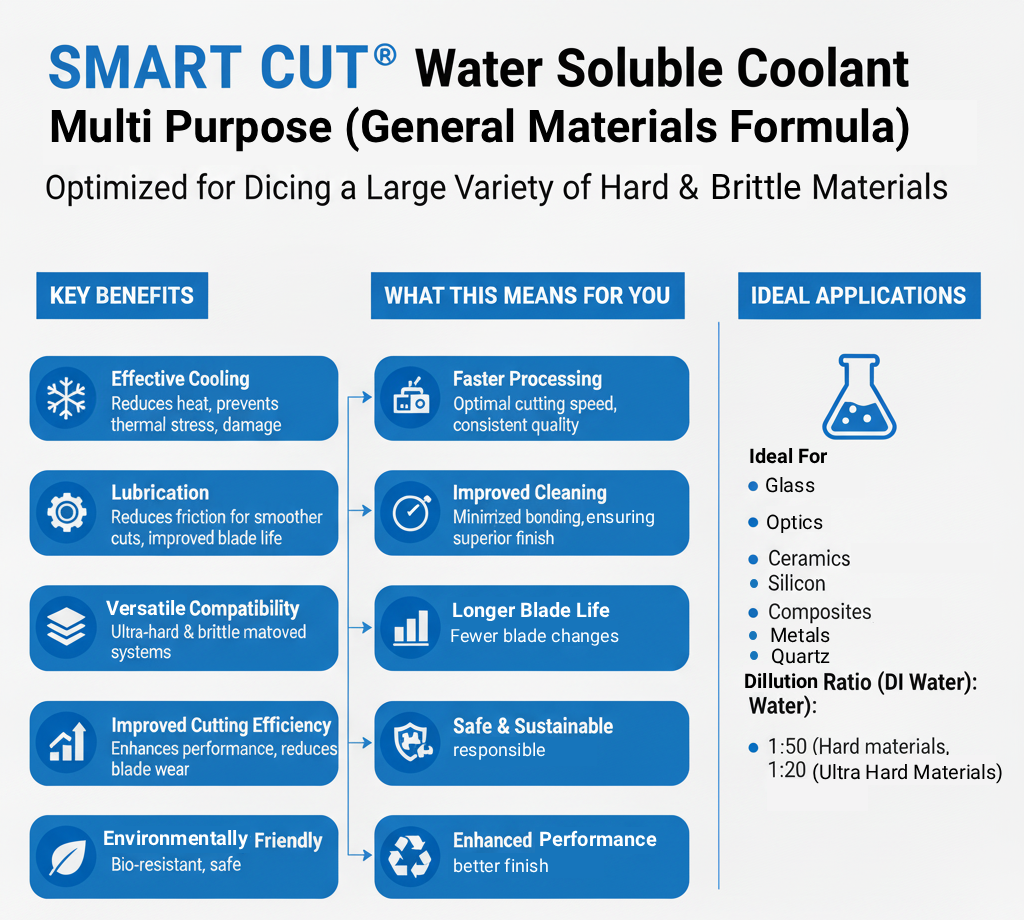
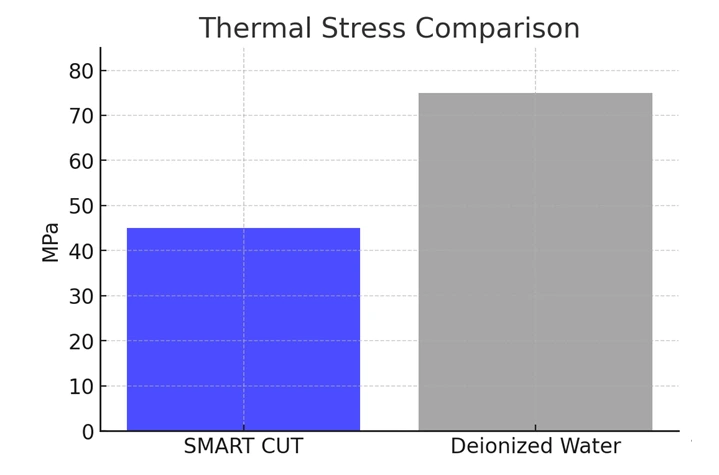
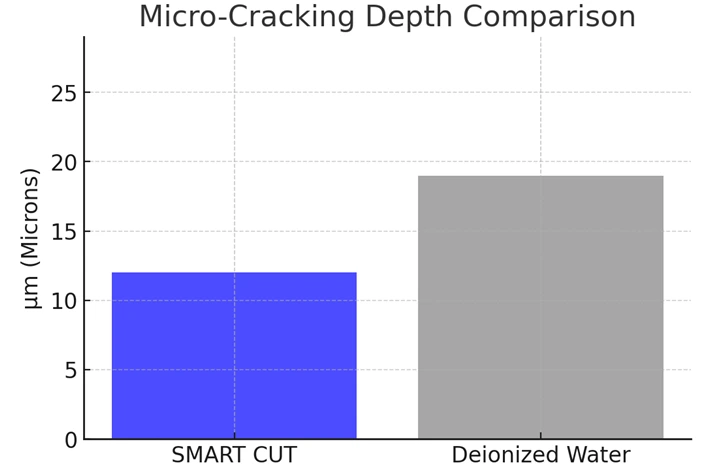
Stream of SMART CUT® XP Dicing Coolant/Lubricant added to deionized (DI) water reduces material thermal stress, edge damage, and internal cracking, assuring long-term integrity of material being cut. Since SMART CUT Dicing Coolant is both coolant and lubricant, both the dicing blade and material benefit.
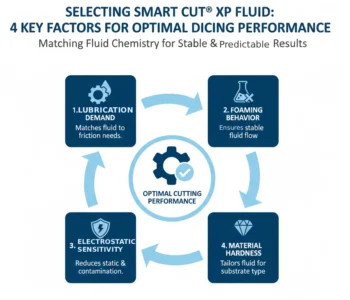
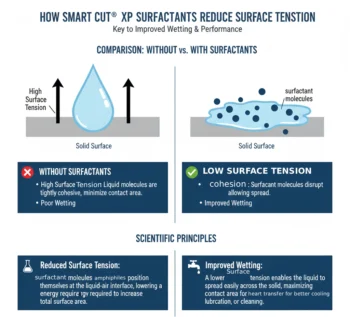
As a coolant, SMART CUT® XP KOOL reduces heat caused by friction. As a lubricant, SMART CUT® XP KOOL lowers friction and surface tension, which increases swarf dispersion.
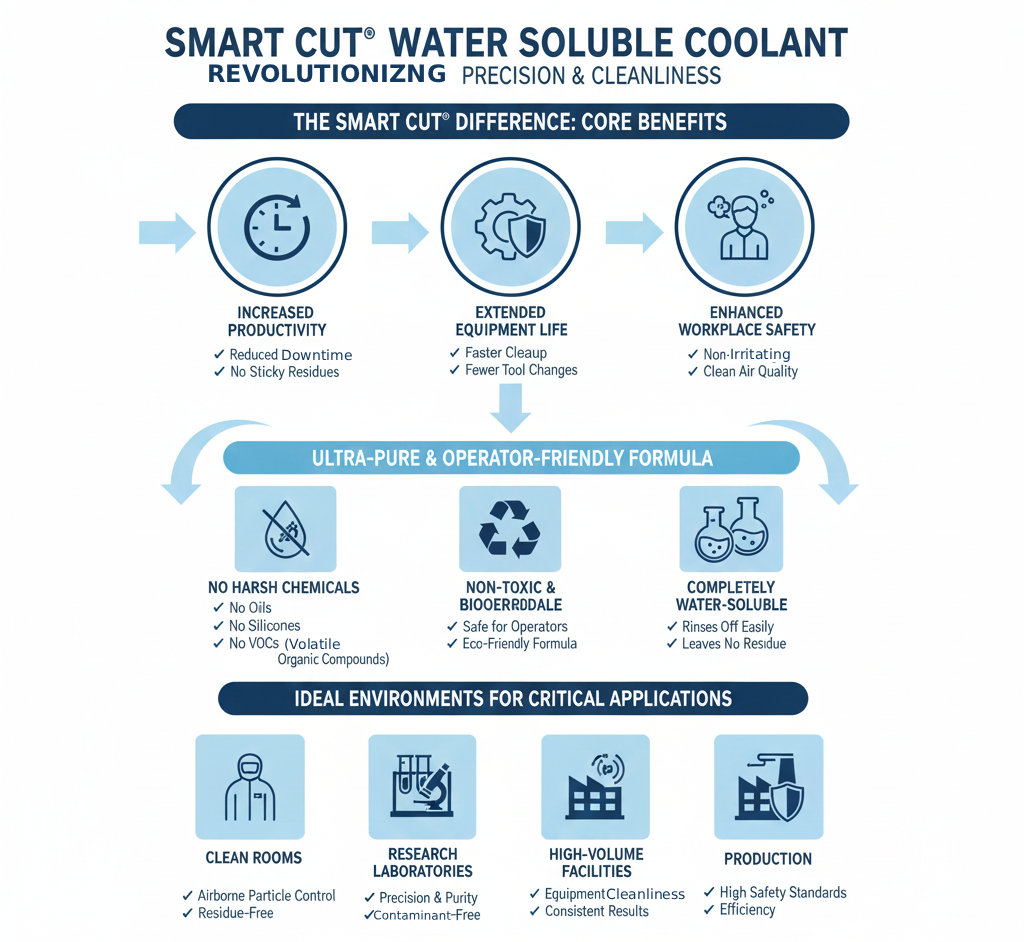
SMART CUT® XP Dicing Coolant/Lubricant contains no nitrides, phosphates, chromates, phenols, heavy metal salts, Petroleum oils, chlorine or phosphorus. Do not add inorganic nitrates, nitrites, or organic-nitro compounds.
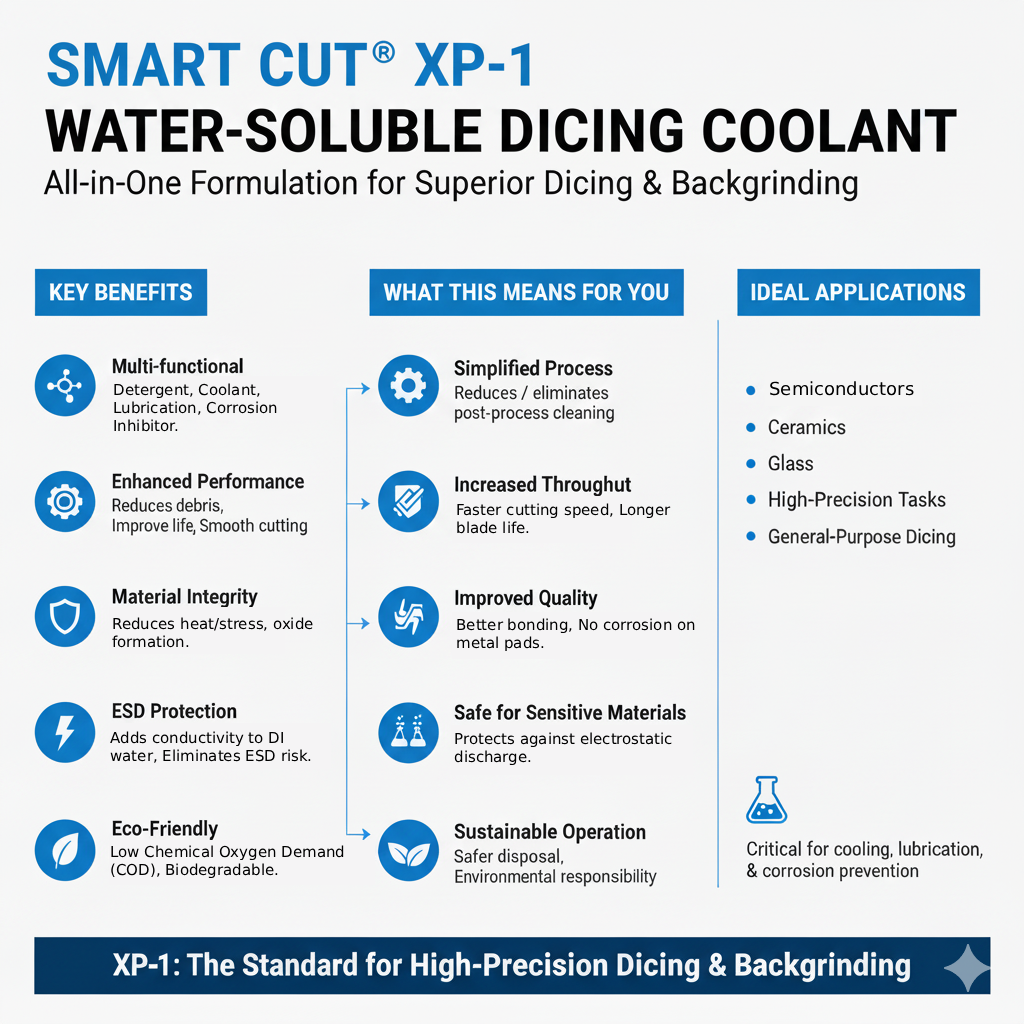
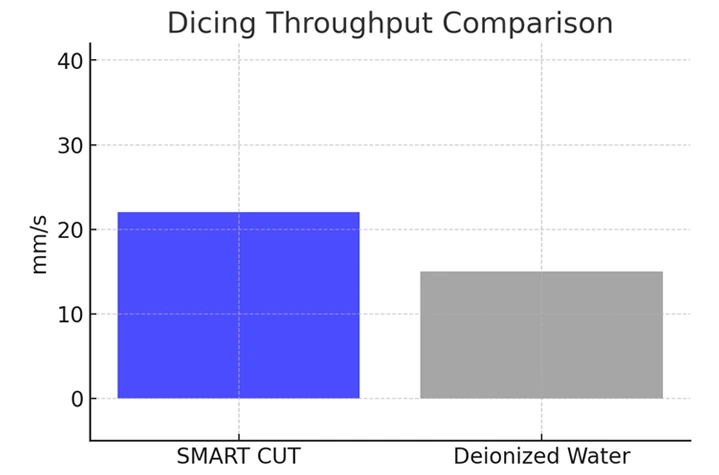
Advanced in technology require smaller devices. As the size of devices decrease, the size of wafers overall have increased. This creates additional challenges for package and wafer manufacturers to increase production output and speed, while reducing product cost. SMART CUT® XP water soluble coolant/lubricant has been specifically formulated for this purpose.
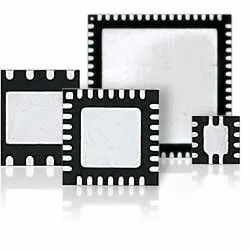
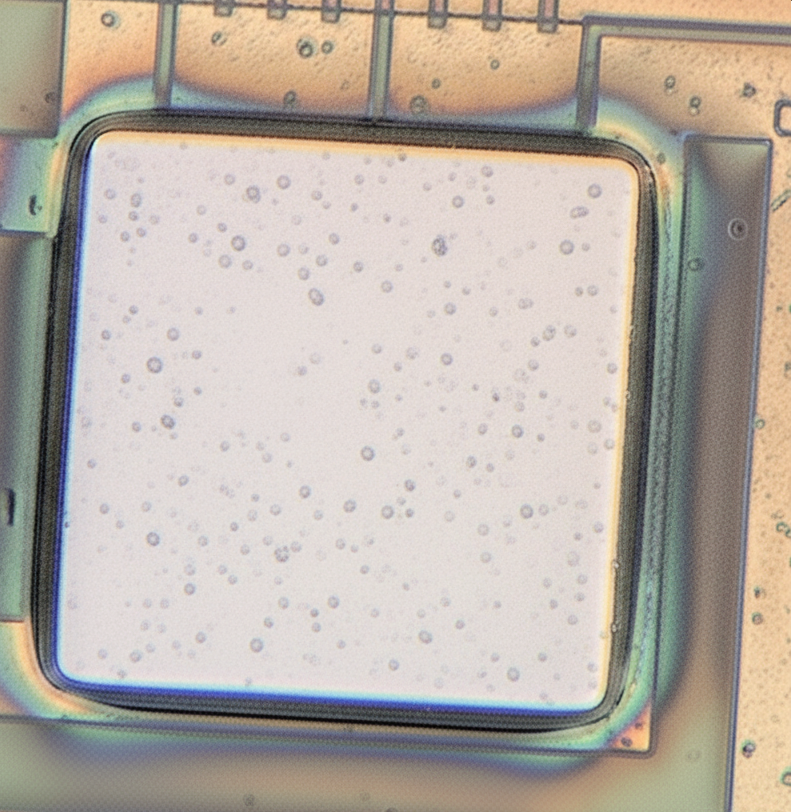
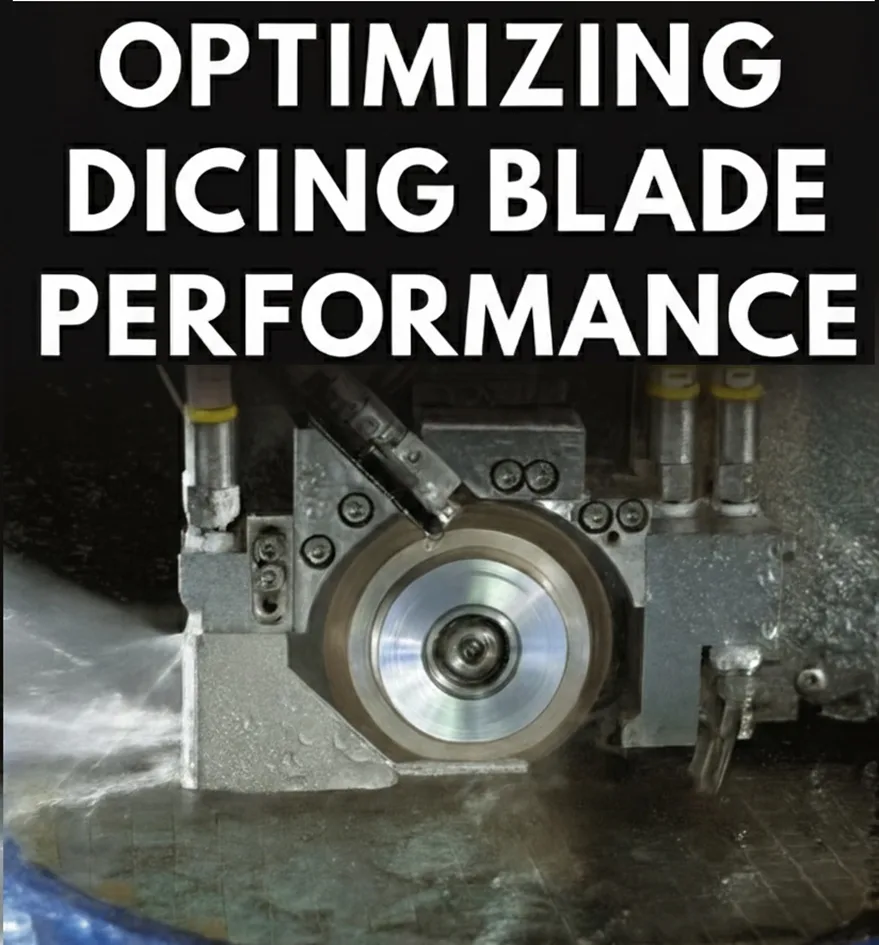
In dicing, the wafer is mounted in a frame and placed under the saw. The blades rotates at 30K–60K RPM to cut a slot through the space between the die (known as a street) while using a dicing fluid/water mixture. Once all the die are singulated, the frame is rinsed or cleaned and the individual die are removed for packaging.
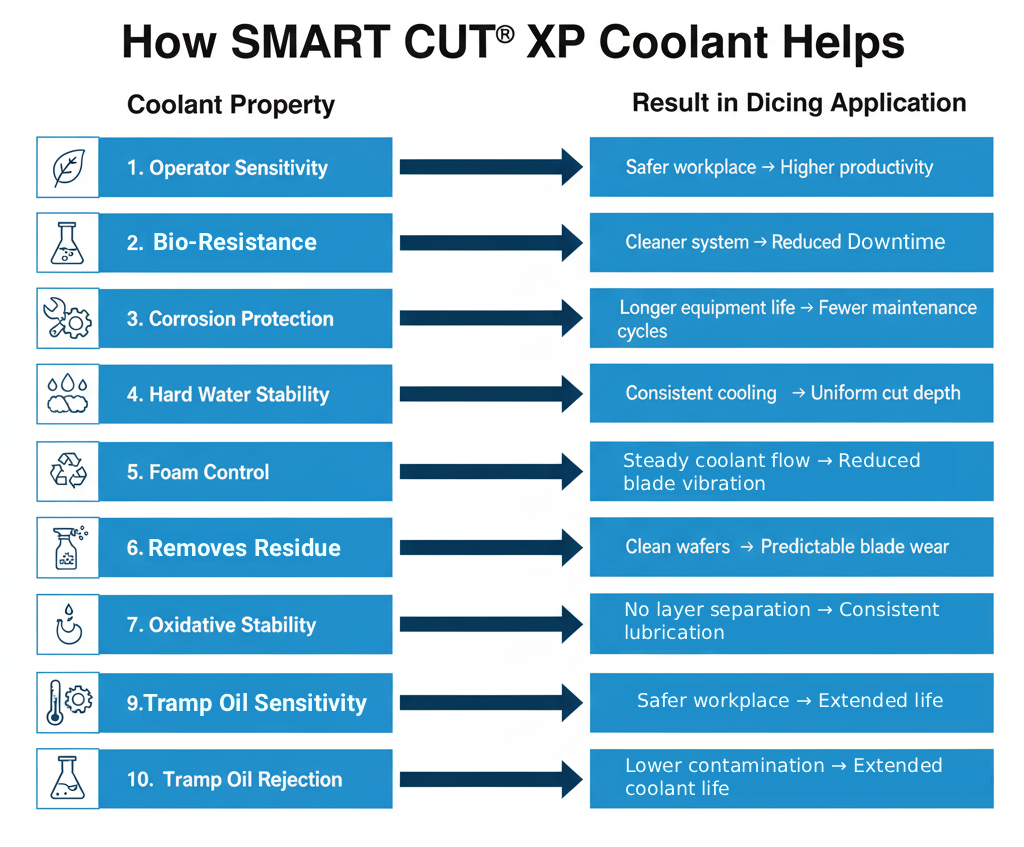
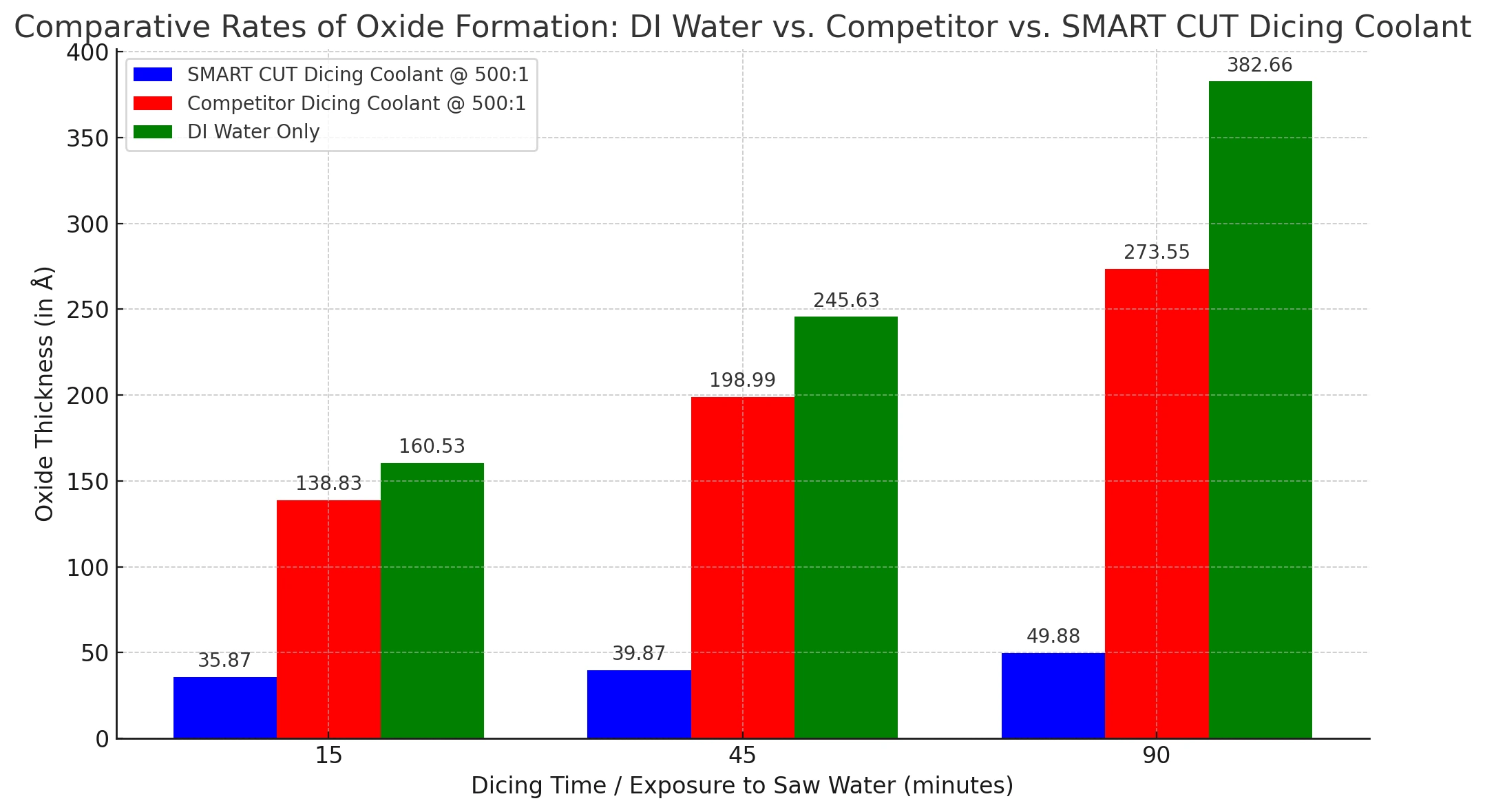
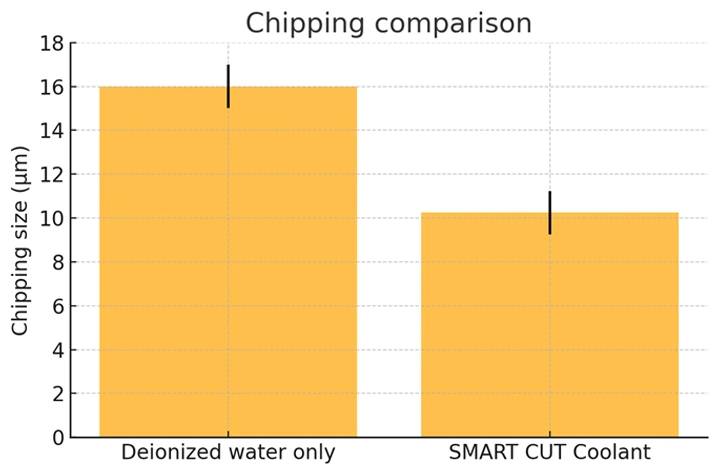
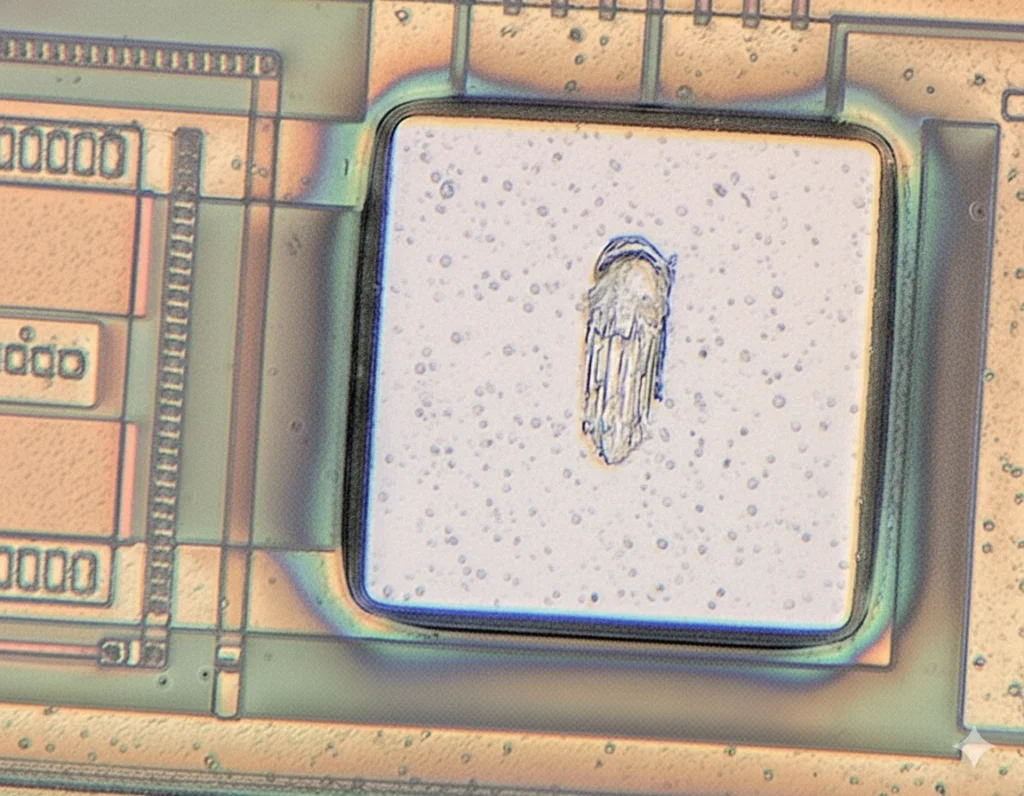
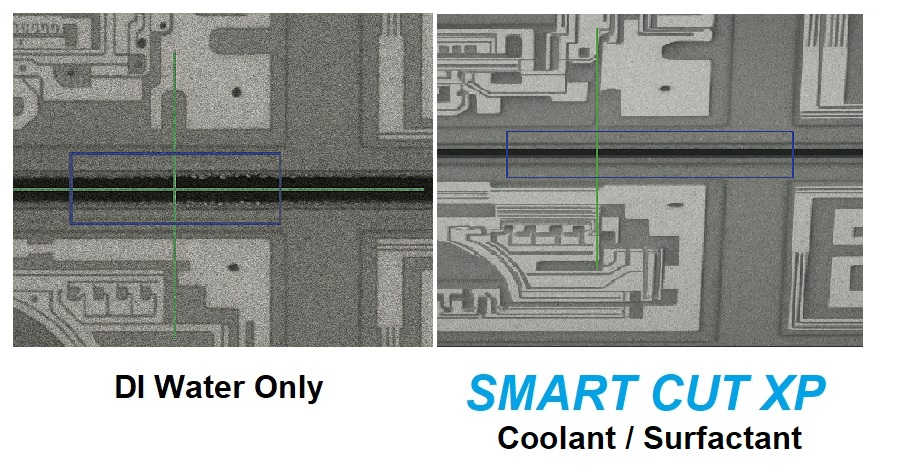
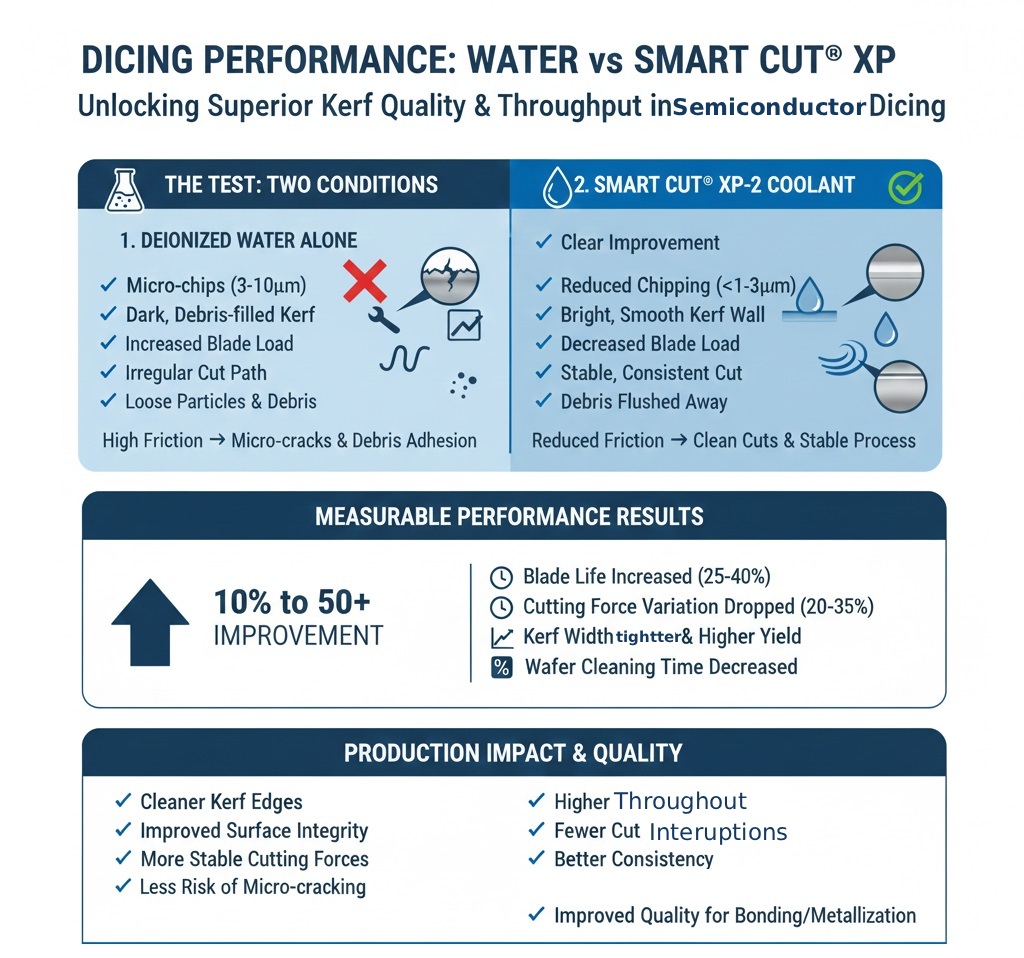
As wafers become larger and thicker, the time it takes to dice them into individual die increases. Subsequently, extended exposure to coolant during a dicing process increases the risk of corrosion and the formation of oxide, making bonding more difficult and device failure more prevalent. Thicker wafers and narrower streets can lead to chipping and cracking especially when using harder, thinner blades, resulting in device failure and decreased yield. Kerf material generated during dicing can stick to the bond pads making for difficult packaging/cleaning downstream. The use of a specialized dicing fluid, at economical dilution ratios of The mix ratio for SMART CUT® XP is between 0.10% and 0.25% coolant with DI water., will inhibit corrosion, keep the die clean, extend wheel life and decrease chipping and cracking for a dramatic increase in yield. Using SMART CUT® XP water soluble dicing fluid also eliminates the need for a CO2 injector and protects against electrostatic discharge (ESD).
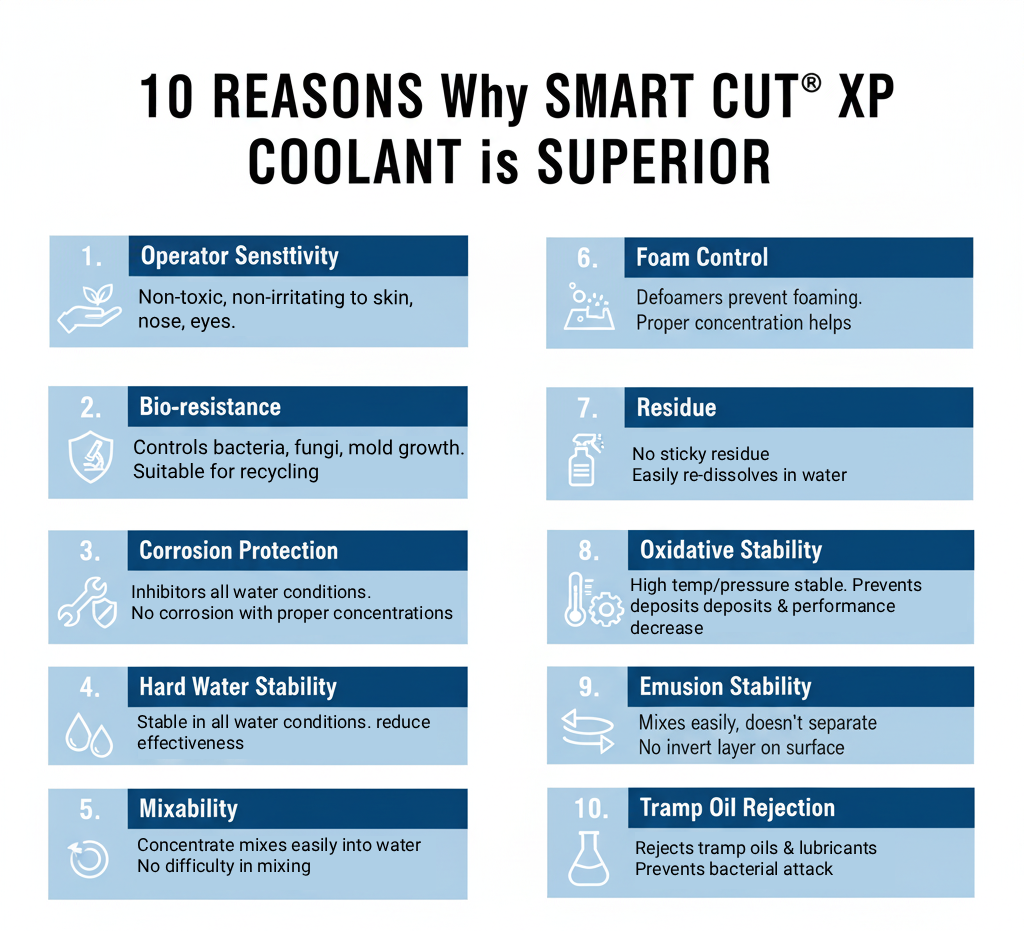
SMART CUT® XP minimizes foaming issues that can interfere with the cutting process. Its economical usage, requiring only a low concentration when mixed with deionized water, makes it a cost-effective solution for manufacturers. The formulation is completely biodegradable, safe, and non-toxic, making it easy to implement in any facility while ensuring environmental responsibility.

With its ability to support longer dicing cycles, maintain blade integrity, and provide superior surface cleanliness, SMART CUT® XP is an essential component in achieving high-quality, defect-free cuts in advanced semiconductor and electronic packaging applications.
1. Chemical Metering Pump:
There are many types of chemical metering pumps used for injecting small metered amounts of chemicals into industrial processes. The type most commonly used for feeding SMART CUT® DICING COOLANT/SURFICANT Series products are “solenoid diaphragm metering pumps” with adjustable stroke and frequency. A typical pump is shown below:
The pump should be capable of injecting SMART CUT® DICING COOLANT/SURFICANT Series products at a dilution of between 200:1 – 500:1, into a flow of up to 10 liters per minute of saw water per saw. This would mean for a 10 liter flow, the pump should be capable of injecting 50ml/minute into the saw water line for a dilution ratio of 200 parts water to 1 part SMART CUT® DICING COOLANT/SURFICANT Series product.
The frequency of the stroke and the length of the stroke should be adjusted for output and optimum injection for maximum chemical dissolution in the saw water line prior to use.
Typical solenoid diaphragm metering pumps that would meet the specification for a single saw are:/p>
- Neptune Pumps, Series PZiA
- Pulsatron Pumps, Series D, Series E, Series MP
- LMI Milton Roy Pumps, Series C
However, users should choose a pump that best suits the equipment and configuration in use.
2. Back Pressure Control Valve:
When line pressure (saw water feed line) is under 20 psi, atmospheric or erratic, inaccurate feed can result. A back-pressure control valve provides constant pressure for the discharge check assembly on the metering pump to operate properly. These back-pressure valves also provide anti-siphoning protection.
3. Calibration Cylinders:
Calibration cylinders should be installed on the suction end of the pump to insure that the pump is properly calibrated to start and to provide an easy method of checking flow periodically. Some pumps are now equipped with automatic flow calibration attached to the pump for ease of use and installation.
4. Injection Valve:
SMART CUT® DICING COOLANT/SURFICANT Series products should be injected into the saw water line via an injection valve comparable to the size of the tubing. Most metering pumps include an injection valve that also functions as a back-pressure valve/check valve.
5. Static Mixer:
A static mixing line approximately 30 cm should be installed after the injection quill to also insure complete mixing of SMART CUT® DICING COOLANT/SURFICANT Series products with the saw water prior to use.















































")
")
 (1)")



")








")