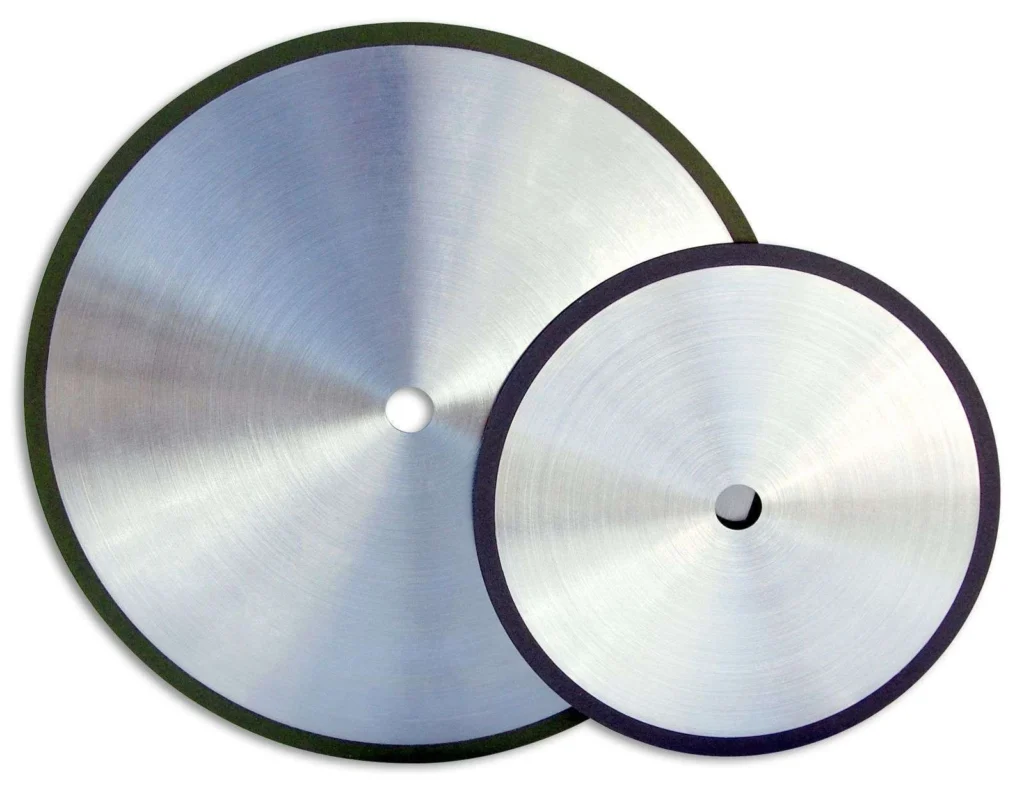
Designed for both high performance and longevity, the 455M Blade offers exceptional cutting quality across a wide range of hard and brittle materials. Whether you’re in the semiconductor, ceramics, or precision optics industries, this blade is engineered to exceed your expectations, providing you with superior results in every application.
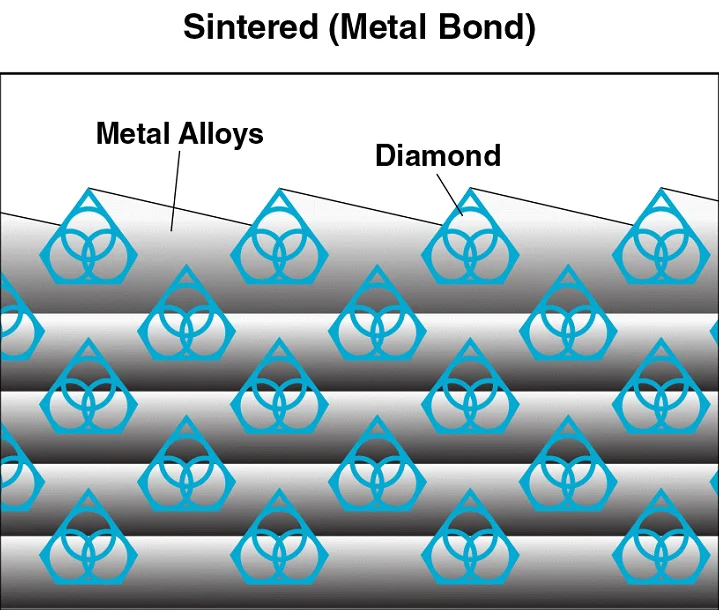
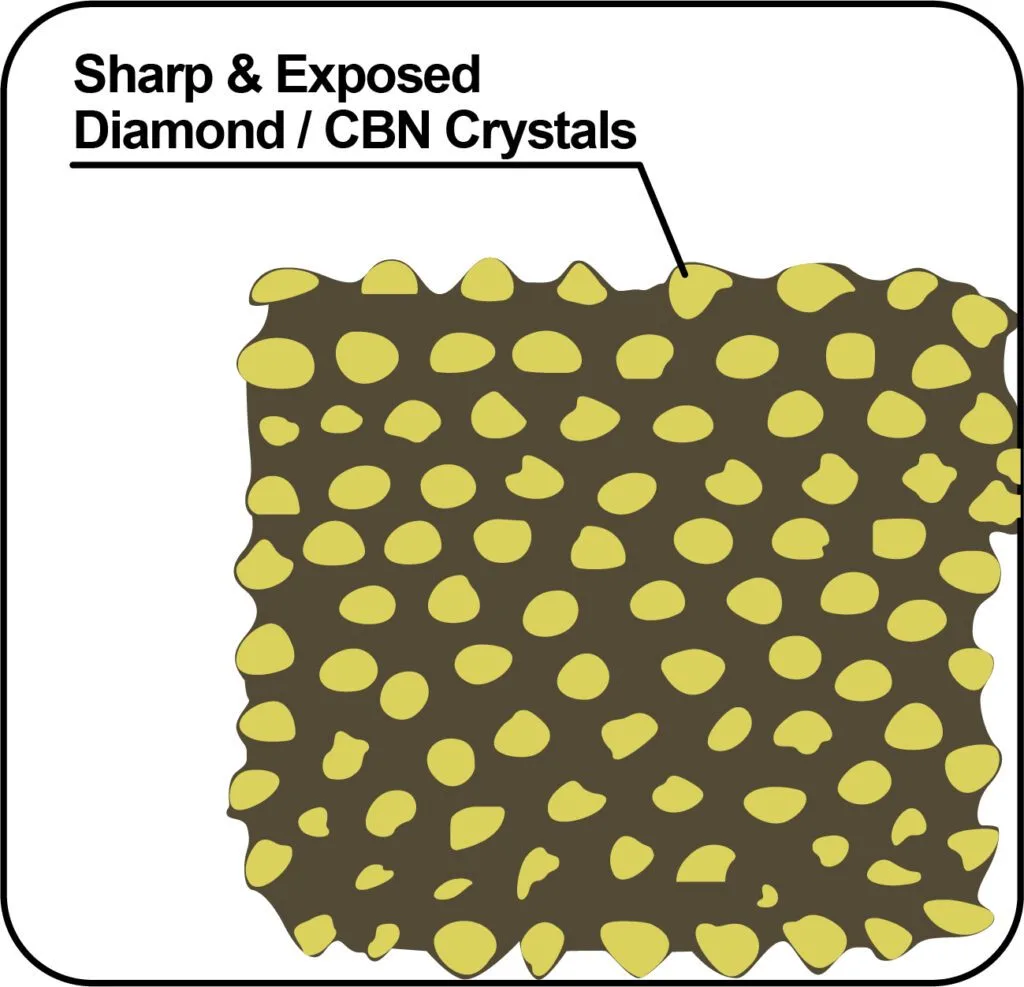
Produced with high diamond concentration of high quality and fine diamond grit size, evenly spaced diamonds and an optimized bond formulation, and radius on diamond edge to minimize chipping. This is essential for achieving clean, chip-free cuts with a superior surface finish.
The high diamond concentration ensures that the blade remains effective and durable over long periods, providing consistent cutting performance without requiring frequent re-dressing. This is especially beneficial when cutting glass, where a consistent cutting action is necessary to avoid inconsistent edges and unwanted surface imperfections. Additionally, cutting with high diamond concentration and fine grit minimizes the need for frequent blade changes, maximizing tool longevity and offering a cost-effective solution for high-volume glass cutting operations.
The fine diamond grit size helps to reduce the cutting force and distribute the cutting action more evenly, which results in less chipping and a better surface finish, reducing the force applied during cutting and minimizing the risk of chipping. The fine grits help the blade create even, controlled cuts, which is important when working with brittle materials like glass. This results in cleaner edges and improved surface finish, reducing the need for secondary finishing / post-cutting operations and ensuring a high-quality final product.
In glass cutting applications, minimizing chipping and improving the surface finish is not just important for the quality of the product but also for the overall efficiency of the process. With minimal chipping, there is less material waste, and less time is spent on secondary finishing, reducing overall labor cost and time.
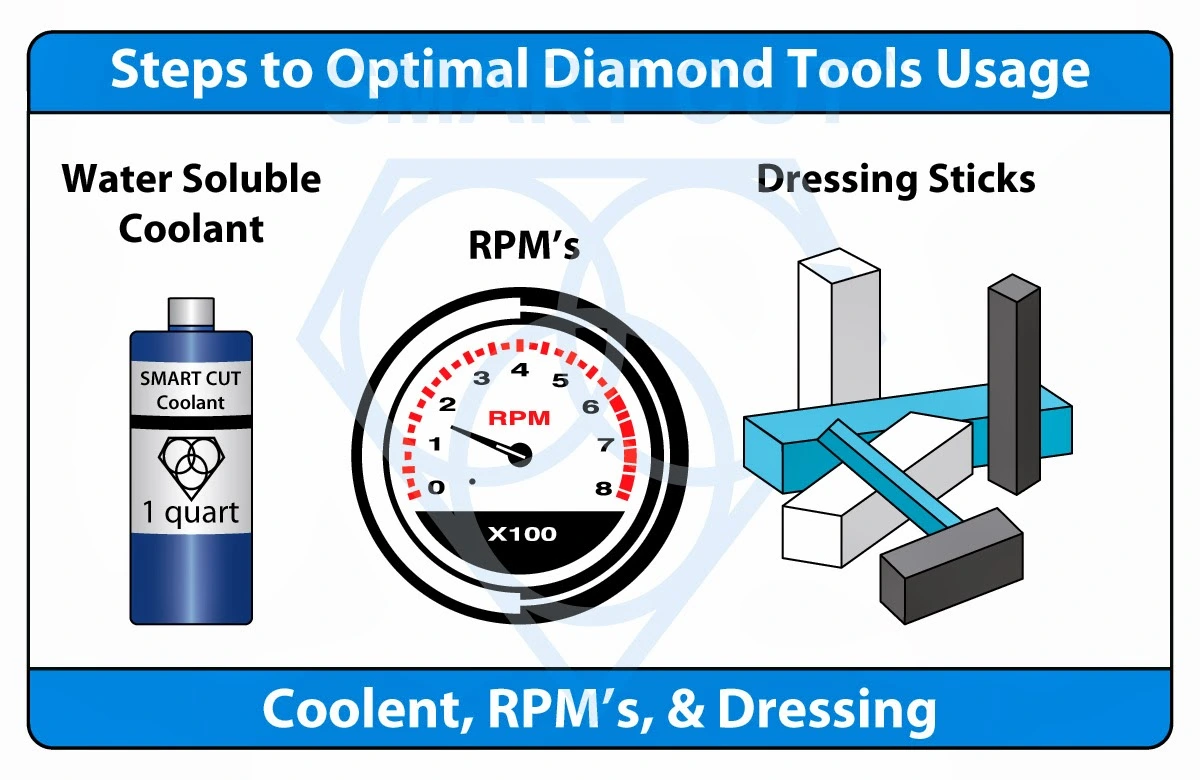
For the best results, pair it with our SMART CUT® water-soluble coolant, which enhances the surface finish and reduces heat generation during cutting, ensuring a clean and consistent cut with every pass.
Please note that if you are working with tubing, our SMART CUT® series 2000 Resin Bond Blades are a better solution for that specific application, as they offer optimized cutting performance for such materials.
A standout feature of the SMART CUT® 455M Blade is the advanced design of its diamond cutting radius. The radius on each diamond edge has been specifically engineered to minimize chipping, especially when exiting the cut. This is crucial for ensuring clean and smooth cuts without compromising the edge quality of the material. Unlike traditional cutting methods, where the blade often leaves chips or fractures at the exit point, the SMART CUT® 455M Blade’s precision-radius design allows the diamonds to gradually disengage from the material, reducing the likelihood of edge chipping during the critical moment when the blade exits the cut.
This feature is especially valuable when cutting glass, & fragile or brittle materials, such as optical glass or advanced ceramics, where even minor chips or cracks can affect the material’s integrity and the final product’s quality. By focusing on the cutting radius and reducing the stress at the exit point, the SMART CUT® 455M Blade ensures superior edge retention, improved cut quality, and extended blade life.
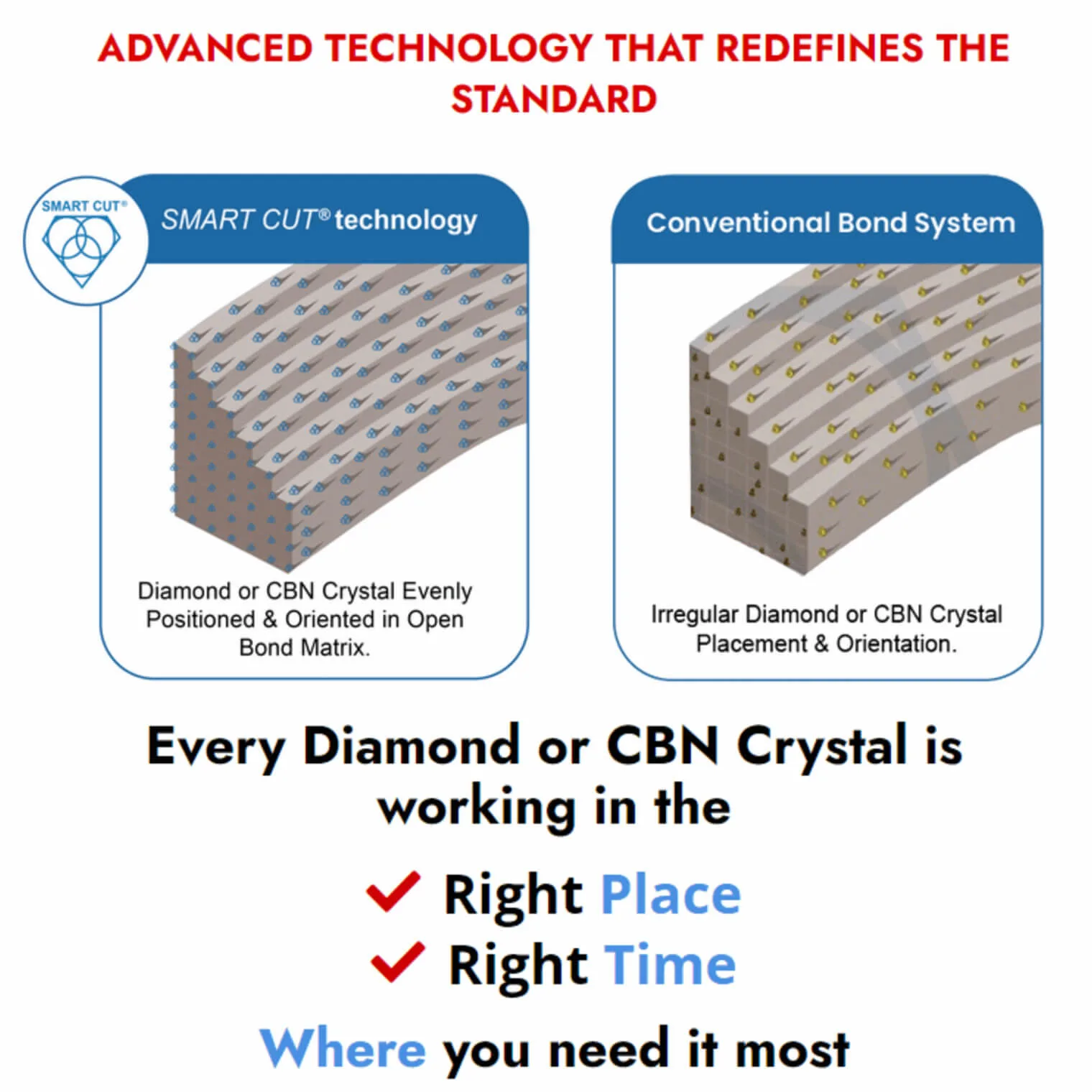
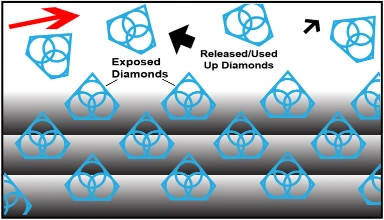
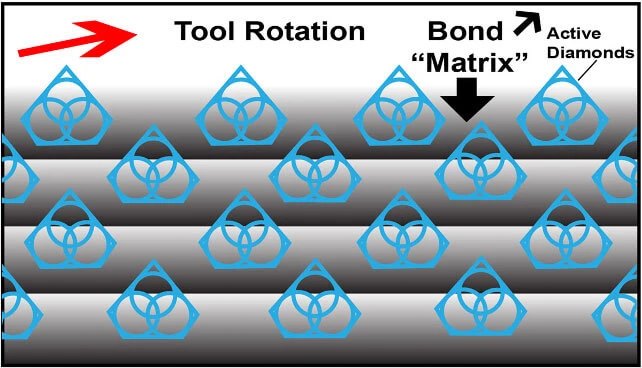
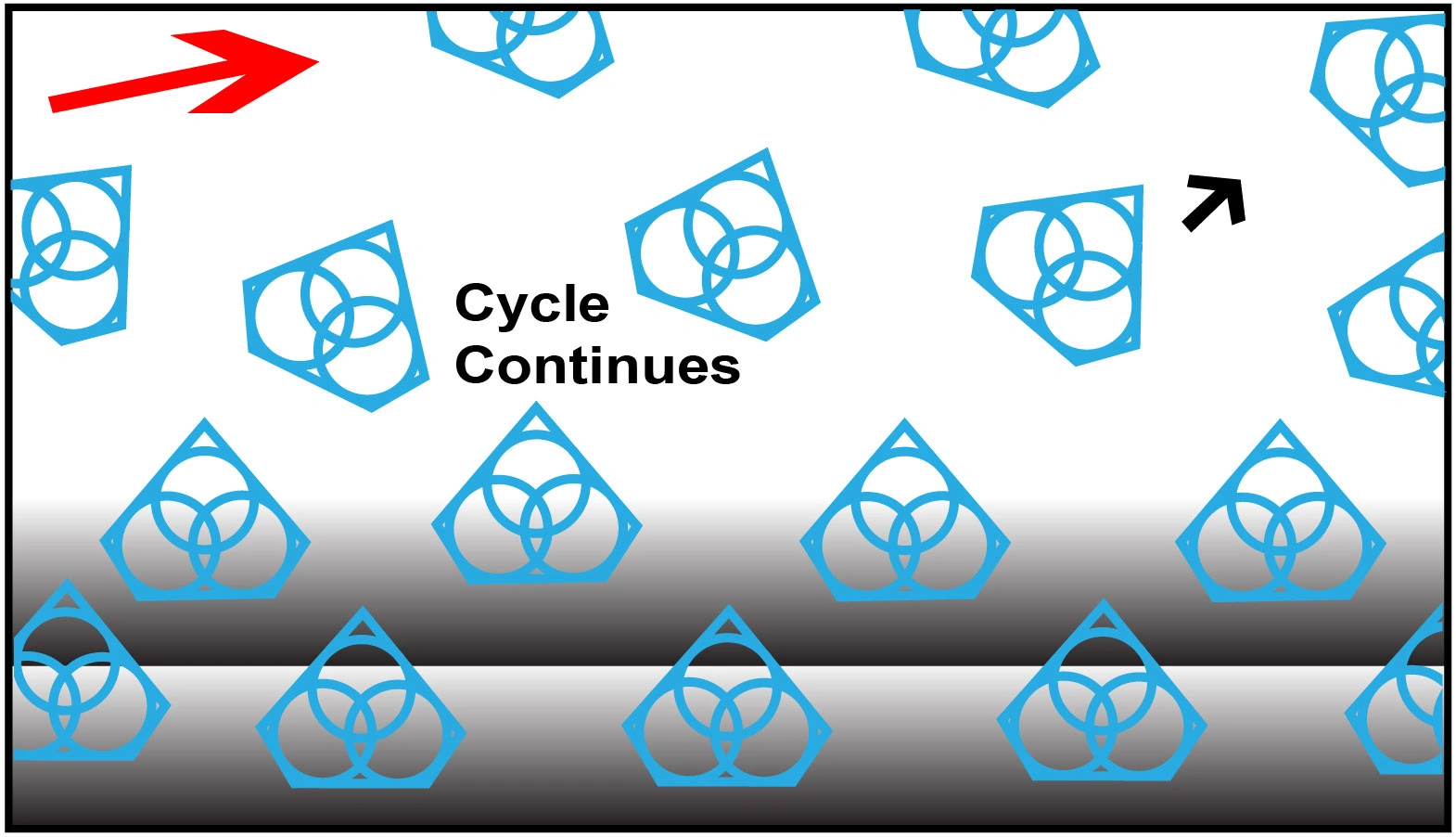
SMART CUT® 455M Blade utilizes the SMART CUT® technology to provide fine, evenly spaced diamonds for consistent and precise cuts. Our enhanced bonding technology ensures that the diamonds stay securely in place, even during heavy cutting, providing longer blade life. The careful consideration of the diamond radius further reinforces the cutting capabilities of this blade.
Special arbors can be machined same day. Stock arbors can be bushed to smaller sizes. Please specify at time of order. Custom specifications can be produced with fast lead times & minimum / no order quantities.













































")
")
")
")
")














 - Recommended for use in Diamond Tools 150 Grit Size (mesh size) or finer.")
 C-100 Soft - Recommended for coarser grits found in segment wheels, core drills, or Blanchard grinding. Excellent performance on 120 grit tools.")


 Recommended for use in Diamond Tools 150 Grit Size (mesh size) or finer.")
 Recommended for coarser grits found in segment wheels, core drills, or Blanchard grinding. Excellent performance on 120 grit tools.")














 x 5/8” (15.87mm)")