




















































-
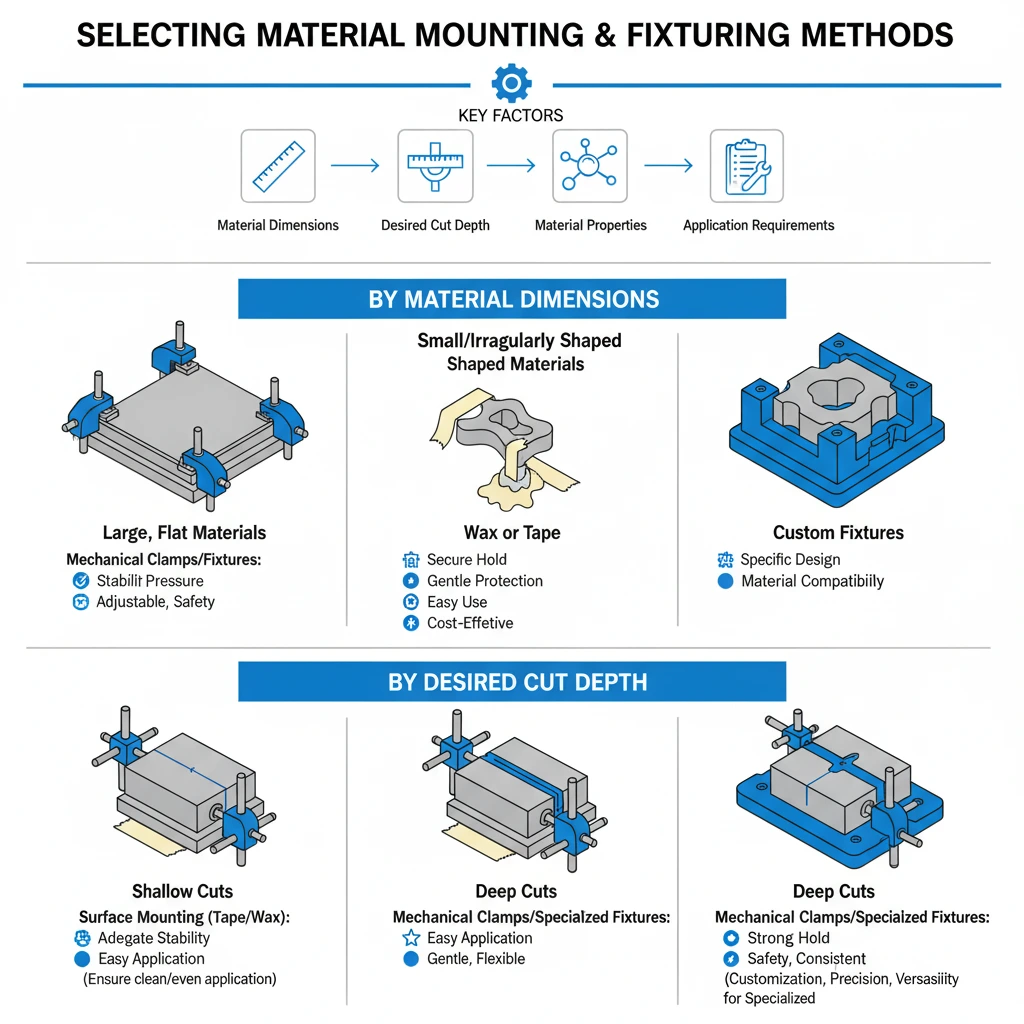
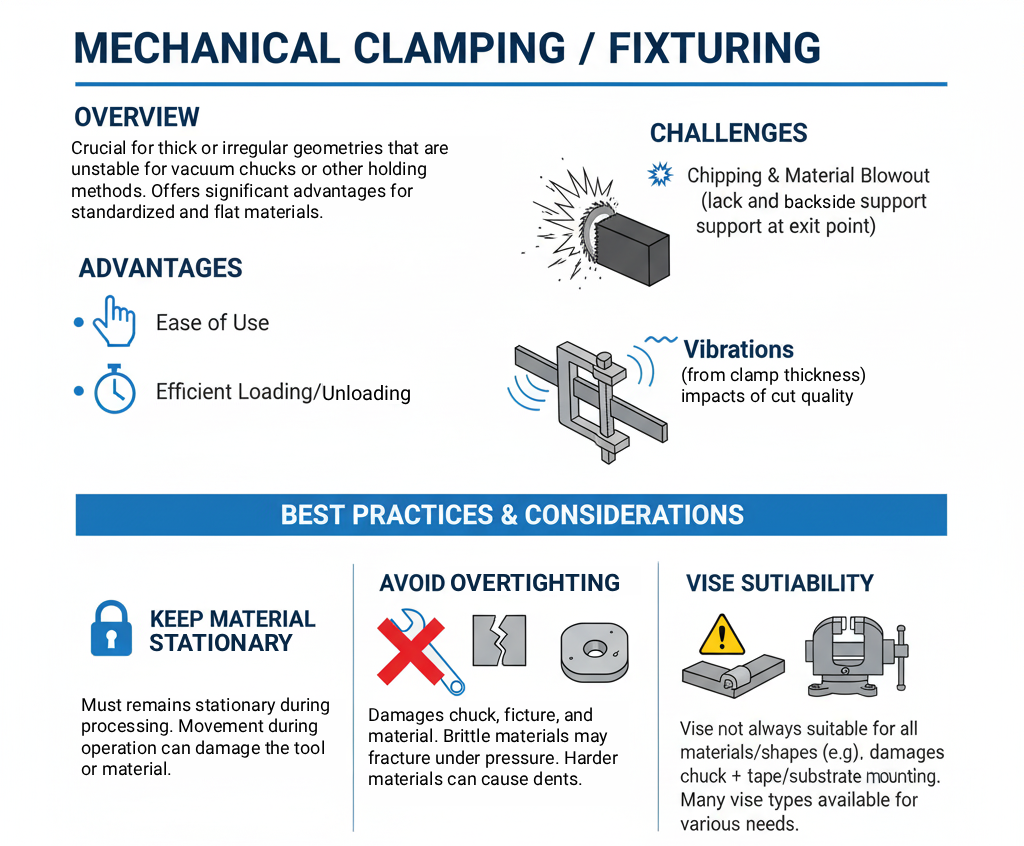
 Stability: Mechanical clamps offer robust support, essential for maintaining the material's position during cutting or machining.
Stability: Mechanical clamps offer robust support, essential for maintaining the material's position during cutting or machining. -
Even Pressure Distribution: Clamps and fixtures designed for large surfaces ensure even pressure across the material, preventing warping or bending.
-
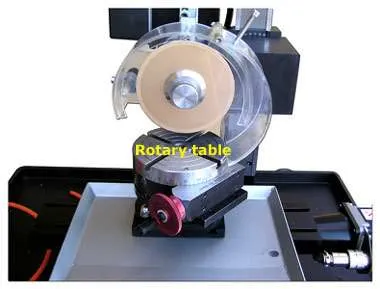
Ease of Adjustment: Many clamps are adjustable, allowing for precise positioning of the material. This is crucial for achieving accurate cuts, especially with large pieces where even minor misalignments can lead to significant errors.
-
Safety: Properly secured large materials reduce the risk of movement during cutting, which can enhance operator safety and protect the equipment from damage.
-
Secure Hold: Wax and tape can conform to the contours of irregular shapes, providing a secure hold without the need for excessive pressure that could damage the material.
-
Protection: These materials are less likely to scratch or damage delicate surfaces, making them ideal for fragile or sensitive materials.
-
Ease of Use: Applying wax or tape is straightforward and can be quickly adjusted as needed. This is beneficial in situations where the material needs to be frequently repositioned or where precision adjustments are required.
-
Cost-Effectiveness: Wax and tape are generally cost-effective solutions, especially for small-scale operations or when dealing with numerous small or uniquely shaped pieces.
-
Design Specificity: Custom fixtures are designed to fit the exact shape of the material, ensuring maximum contact and stability.
-
Precision: These fixtures can be engineered to provide precise alignment, essential for high-tolerance applications.
-
Material Compatibility: Custom fixtures can be made from materials that match the hardness or softness of the workpiece, preventing damage during the mounting process.
-
Adequate Stability: Tape and wax provide enough stability for shallow cuts, ensuring the material remains in place without the need for heavy-duty fixtures.
-
Ease of Application: These methods are easy to apply and adjust, making them ideal for quick setups and minor adjustments.
-
Gentle Holding: Tape and wax are less likely to damage delicate materials, providing a gentle but secure hold that prevents movement during cutting.
-
Flexibility: These materials can conform to various shapes and surfaces, making them suitable for a wide range of applications.
-
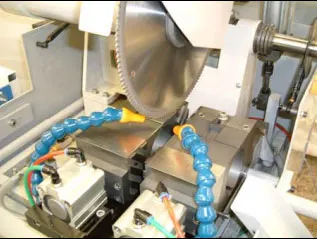
Strong Hold: Mechanical clamps provide a strong, stable hold that can withstand the forces exerted during deep cutting. This prevents the material from shifting, ensuring precision.
-
Adjustability: Many mechanical clamps are adjustable, allowing for precise positioning of the material. This is particularly important for deep cuts, where even slight movements can lead to significant errors.
-
Safety: Secure clamping reduces the risk of the material moving unexpectedly during the cutting process, enhancing operator safety and protecting the cutting equipment from potential damage.
-
Consistency: Robust clamping ensures consistent results across multiple cuts, maintaining uniformity and quality in the final product.
-
Customization: Fixtures can be tailored to fit the exact shape and size of the material, providing maximum stability and support.
-
Precision: Custom fixtures are designed to hold the material precisely in place, reducing the risk of movement and ensuring accurate cuts.
-
Versatility: Specialized fixtures can be designed for specific tasks, such as holding materials with complex geometries or providing support for multi-directional cuts.







-
1. Material Support: Ensure the backside of the material has adequate support to minimize chipping and blowout. Implementing sacrificial backing materials can help absorb the exit force of cutting or drilling operations.
-
2. Clamping Pressure: Use an adjustable torque wrench to control the clamping pressure accurately. This helps prevent over-tightening and potential damage to both the material and the fixture.
-
3. Vibration Dampening: Introduce vibration-dampening materials or pads between the clamps and the material to reduce the risk of vibrations, enhancing the quality of the cut or drill.
-
4. Fixture Maintenance: Regularly inspect and maintain the clamping fixtures to prevent wear and tear. Replace worn-out parts to ensure consistent performance and avoid introducing damage to the material.
-
5. Customization: For irregularly shaped or delicate materials, consider custom-designed clamps and fixtures tailored to the specific geometry and material properties. This customization can significantly enhance the stability and precision of the operation.


-
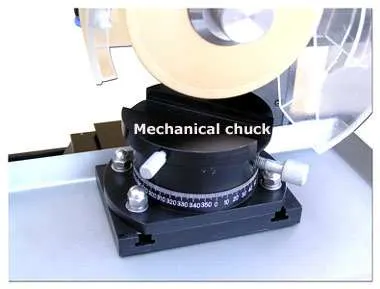
1. Accommodates Irregular Shape Materials: Mechanical clamping is versatile and can secure materials with irregular shapes that other methods may struggle to hold.
-
2. Holds Substantially Thicker Materials: This method is particularly effective for clamping thicker materials that may not be suitable for vacuum or adhesive mounting methods.
-
3. Cost-Effective: Mechanical clamping is generally inexpensive and does not require sophisticated equipment, making it an economical choice.
-
4. Readily Available: Mechanical clamping fixtures and tools are widely available and can be sourced easily from various suppliers.
-
5. Flexible Holding Characteristics: Different types of mechanical clamps can be used to provide varying levels of clamping force, accommodating a wide range of material properties and thicknesses.
-
6. No Lip Effect: This method avoids the "lip effect" seen in some mounting techniques, where a raised edge can form around the material.
-
7. Accommodates Non-Flat Substrates: Materials that are not perfectly flat can still be securely mounted using mechanical clamps.
-
8. Versatile Base Media: Different hardness base media can be utilized to control tool wear and simultaneously dress the tool, enhancing tool longevity and performance.
-
9. Suitable for Small and Micro Parts: Mechanical clamping can effectively hold very small and micro parts that may not be feasible to secure with other methods.
-
1. Occasional Chipping and Material Blowout: Mechanical clamping can lead to chipping and blowout at the exit of the material during cutting or drilling due to insufficient support at the backside.
-
2. Possible Vibration: The use of mechanical clamps can introduce vibrations, which may negatively impact the quality of the cut or drill.
-
3. Limited by Material Dimensions: The size and shape of the material can limit the effectiveness of mechanical clamping. Larger or more irregularly shaped materials may require custom fixtures.
-
4. Application Limitations: Mechanical clamping is generally more suitable for lower speeds and feed rates. High-speed operations can exacerbate issues like vibration and material damage.
-
5. Risk of Over-Tightening: There is a risk of over-tightening, which can damage both the clamping fixture and the material, especially with brittle materials.
-
6. Maintenance Requirements: Regular maintenance of the clamping fixtures is necessary to ensure they remain in good working condition and do not introduce defects into the material.


-
1. Material Compatibility: Ensure the tape is compatible with the material's surface composition and geometry. Test the adhesive on a small area to check for adequate bonding strength.
-
2. Surface Preparation: Clean the material's surface thoroughly before applying the tape. Any dust, oil, or residue can weaken the adhesive bond.
-
3. Application Pressure: Apply consistent and even pressure when placing the material onto the tape to ensure a secure bond. Use a roller or similar tool to eliminate air bubbles and enhance adhesion.
-
4. Tape Selection: Choose the appropriate tape thickness and adhesive strength based on the material's weight, surface area, and the forces involved in the operation. Tapes with higher tackiness are suitable for heavier materials, while thinner tapes are better for fine, delicate parts.
-
5. Removal Process: To minimize the risk of damaging thin parts during tape removal, use a gentle peeling motion and consider using solvents or heat to assist in loosening the adhesive. This approach can help maintain the material's flatness and rigidity.


-
1. Improved Holding Characteristics: Wax or glue provides a strong bond, particularly useful for thin and brittle materials that are challenging to secure with traditional clamping methods. This ensures the material stays in place during operations, reducing the risk of movement and resulting in more precise work.
-
2. No Lip Effect: This mounting method allows for deeper cutting or drilling into the base material without creating a raised edge, resulting in a better surface finish, especially on the backside of the material.
-
3. Compensation for Non-Flat Substrates: Wax or glue can fill in gaps and irregularities, allowing substrates that are not perfectly flat to be securely mounted. This adaptability helps in achieving a stable and uniform mounting surface.
-
4. Control of Tool Wear: Different hardness base media, such as glass or ceramic, can be used with wax or glue to control tool wear and simultaneously dress the tool. This dual functionality can enhance tool life and performance.
-
5. Variety of Waxes: There is a large variety of waxes available, made from natural materials like animal, insect, mineral, and vegetable sources, as well as synthetic materials. These are available in various forms, including lumps, molded bricks, flakes, chips, and powders, providing options to suit different applications.
-
Melting Point: The temperature at which the wax becomes fluid, which is critical for the mounting and removal process.
-
Flash Point: The temperature at which the wax can vaporize to form an ignitable mixture in air.
-
Specific Gravity: The density of the wax relative to water, affecting how it interacts with the material and base media.
-
Structure: The molecular arrangement of the wax, influencing its adhesion and strength.
-
Hardness and Brittleness: These properties determine the wax’s ability to hold the material without cracking or breaking.
-
Flexibility and Elasticity: The ability of the wax to deform under stress and return to its original shape, which helps in absorbing vibrations and shocks during machining.
-
Surface Characteristics: These include properties like dryness, stickiness, oiliness, and slipperiness, affecting the ease of application and removal.
-
1. Material Preparation: Clean the material and base media thoroughly before applying wax or glue to ensure a strong bond.
-
2. Uniform Application: Apply the wax or glue evenly to avoid creating air pockets or uneven surfaces that can compromise the stability of the mounting.
-
3. Controlled Heating: When using wax, control the heating process to melt the wax evenly without overheating, which can affect its properties and adhesion.
-
4. Gentle Removal: Use appropriate solvents or controlled heating to remove the wax without damaging the material. Avoid excessive force that could cause cracks or breakage.
-
1. Precision and Accuracy: Collets provide a high degree of concentricity, ensuring that the workpiece is held securely and accurately. This is crucial for operations that require tight tolerances and precision.
-
2. Versatility: Collets can hold a wide range of part sizes and shapes, making them suitable for various applications, from micro-manufacturing to high-precision machining.
-
3. Cost-Effectiveness: Compared to other holding fixtures, collets are relatively inexpensive while offering excellent performance. This makes them an economical choice for many applications.
-
4. Ease of Use: Collets are easy to set up and use, requiring minimal adjustments. This simplicity reduces setup time and increases efficiency in production processes.
-
5. Firm Grip: The radial compression mechanism ensures a firm grip on the workpiece, reducing the risk of slippage and improving the stability during machining.
-
1. Material Compatibility: Ensure the collet material is compatible with the workpiece material to avoid damage or excessive wear.
-
2. Size Range: Select collets that cover the required size range for your specific applications. Custom collets may be necessary for non-standard sizes.
-
3. Clamping Force: Consider the required clamping force to ensure the collet can hold the workpiece securely without causing deformation.
-
4. Operating Conditions: Evaluate the operating conditions, such as temperature and exposure to chemicals, to choose collets that can withstand these environments.
Ayan Sadyk is a materials scientist and process engineer with over two decades of experience in the industrial diamond tooling sector. His expertise lies in integrating ultra-thin diamond blades, CBN wheels, and advanced cutting systems into precision manufacturing workflows for applications in optics, semiconductors, and technical ceramics.
With a background in materials behavior and surface integrity, Mr. Sadyk brings a data-driven, application-specific approach to cutting and grinding process development. He has worked closely with manufacturers and R&D facilities across Eastern Europe, North America, and the Middle East, helping optimize tool life, surface finish, and process stability.
As an author, he focuses on bridging materials science with tooling innovation—writing on topics such as blade wear mechanisms, thermal effects in hard material sectioning, and adaptive process design.


Diamond Tool Coolants Why, How, When & Where to Use

Selecting the Right Coolant Method for your Diamond & CBN Tools

How to Selecting Right Diamond Tools for your application

How to properly use Diamond Tools

Why use diamond

Diamond vs CBN (cubic boron nitride) Tools

What is Diamond Mesh Size and how to select best one for your application

What is Diamond Concentration and which to use for your application

Choosing The Correct Diamond Bond Type

How to Properly Use Diamond Tools: A Complete Guide to Performance, Safety, and Tool Life
Ayan Sadyk is a materials scientist and process engineer with over two decades of experience in the industrial diamond tooling sector. His expertise lies in integrating ultra-thin diamond blades, CBN wheels, and advanced cutting systems into precision manufacturing workflows for applications in optics, semiconductors, and technical ceramics.
With a background in materials behavior and surface integrity, Mr. Sadyk brings a data-driven, application-specific approach to cutting and grinding process development. He has worked closely with manufacturers and R&D facilities across Eastern Europe, North America, and the Middle East, helping optimize tool life, surface finish, and process stability.
As an author, he focuses on bridging materials science with tooling innovation—writing on topics such as blade wear mechanisms, thermal effects in hard material sectioning, and adaptive process design.