



















































-
 Carat: This refers to the weight of the diamond. One carat is equivalent to 200 milligrams. Larger diamonds are rare and typically more valuable, though smaller diamonds can still be valuable depending on their other characteristics.
Carat: This refers to the weight of the diamond. One carat is equivalent to 200 milligrams. Larger diamonds are rare and typically more valuable, though smaller diamonds can still be valuable depending on their other characteristics. -
Color: The color of a natural diamond ranges from colorless to various shades of yellow and brown. The most highly valued diamonds are completely colorless, while those with noticeable color tints (especially yellow) are generally less valuable. Fancy-colored diamonds (e.g., pink, blue) can be very valuable due to their rarity.
-
Clarity: This describes the presence of internal or external imperfections (inclusions and blemishes) in the diamond. Diamonds with fewer inclusions are more valuable, as they allow light to pass through more effectively, enhancing brilliance and sparkle. Clarity is graded on a scale ranging from "Flawless" to "Included."
-
Cut Charm: The cut quality of a diamond affects its brilliance and sparkle. A well-cut diamond reflects light beautifully, creating a charm that enhances its visual appeal. The cut includes aspects such as symmetry, polish, and proportion, all contributing to the overall charm and shine of the diamond. A poorly cut diamond, regardless of its carat weight or clarity, may appear dull or less impressive
-
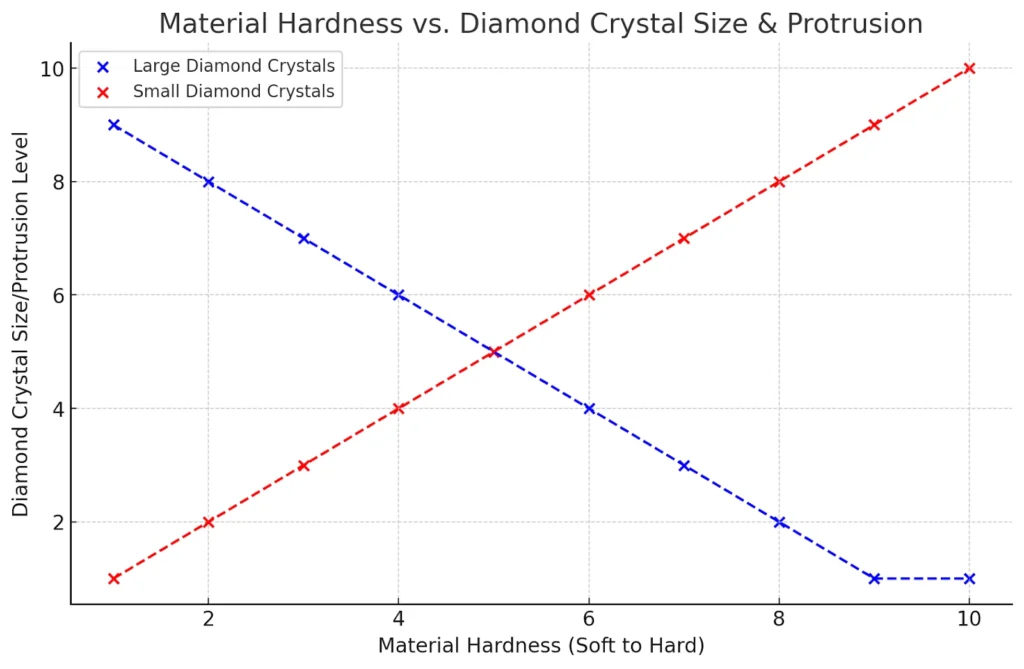
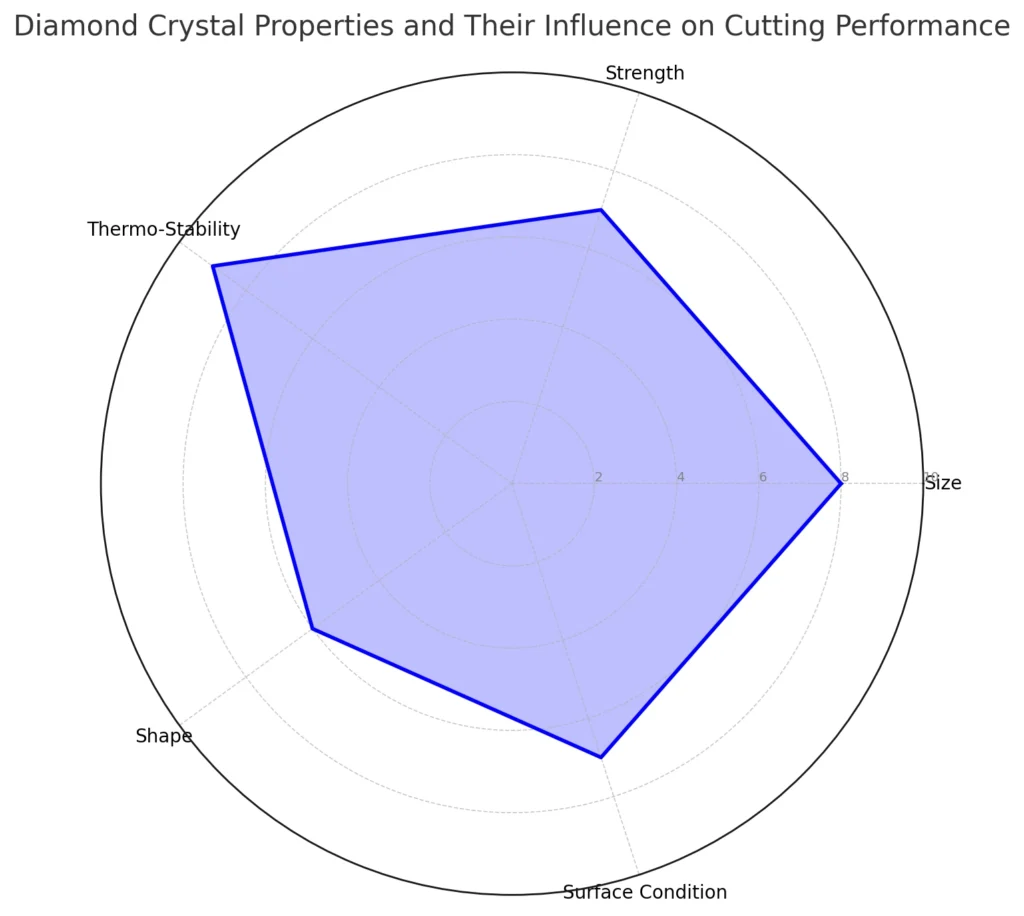
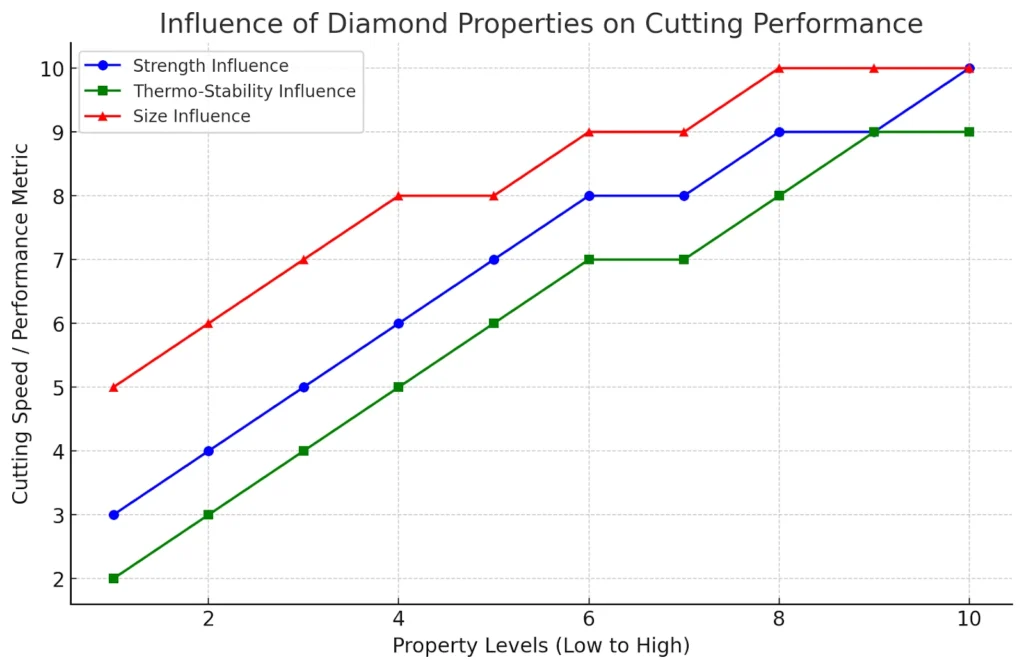
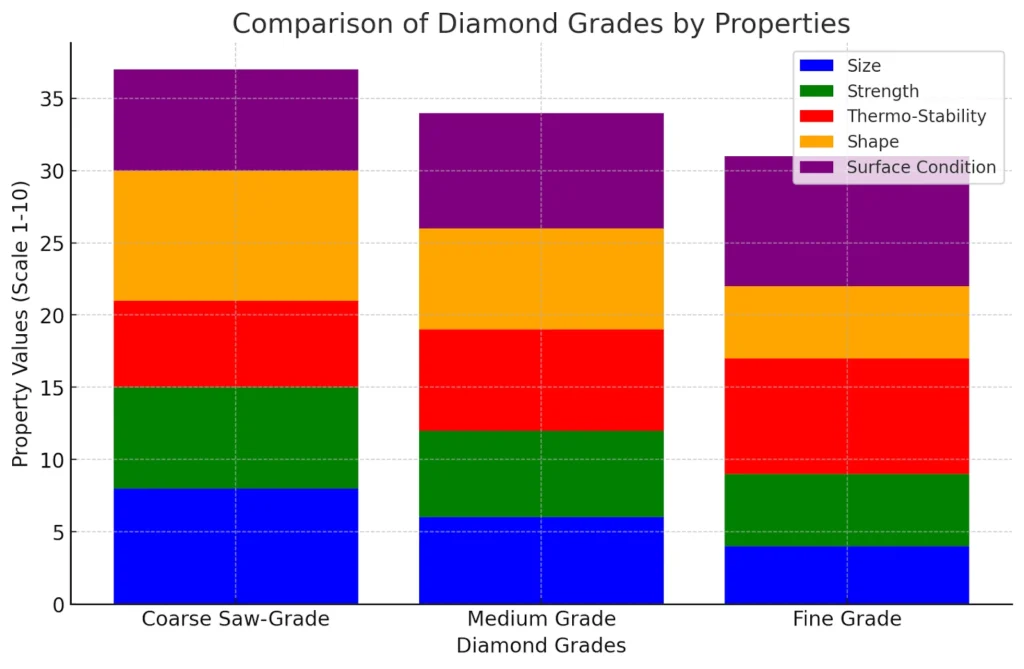
Size: Unlike natural diamonds, synthetic diamonds can be manufactured to precise sizes and shapes based on application requirements. This consistency in size is crucial for industrial applications, ensuring uniformity in cutting, grinding, or other operations where the diamond is used.
-
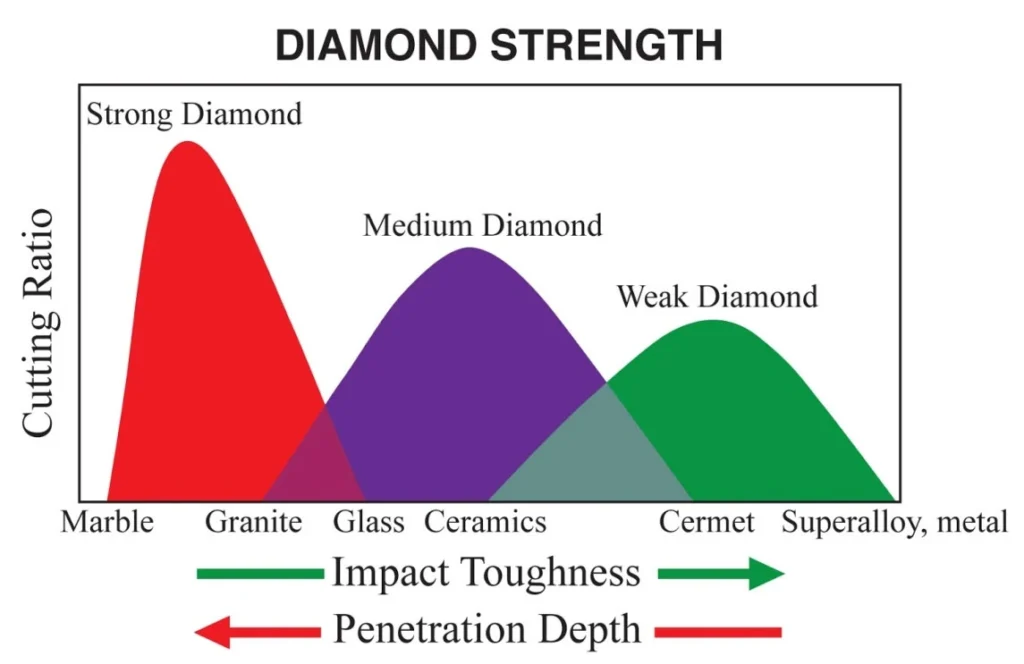
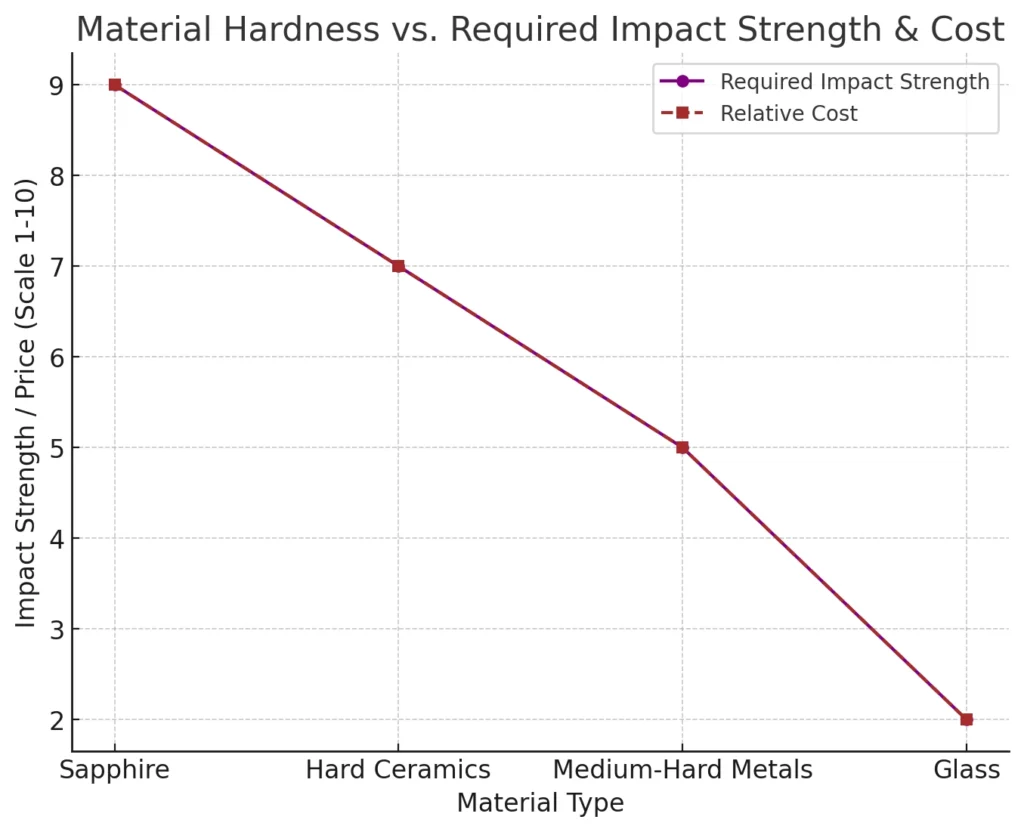
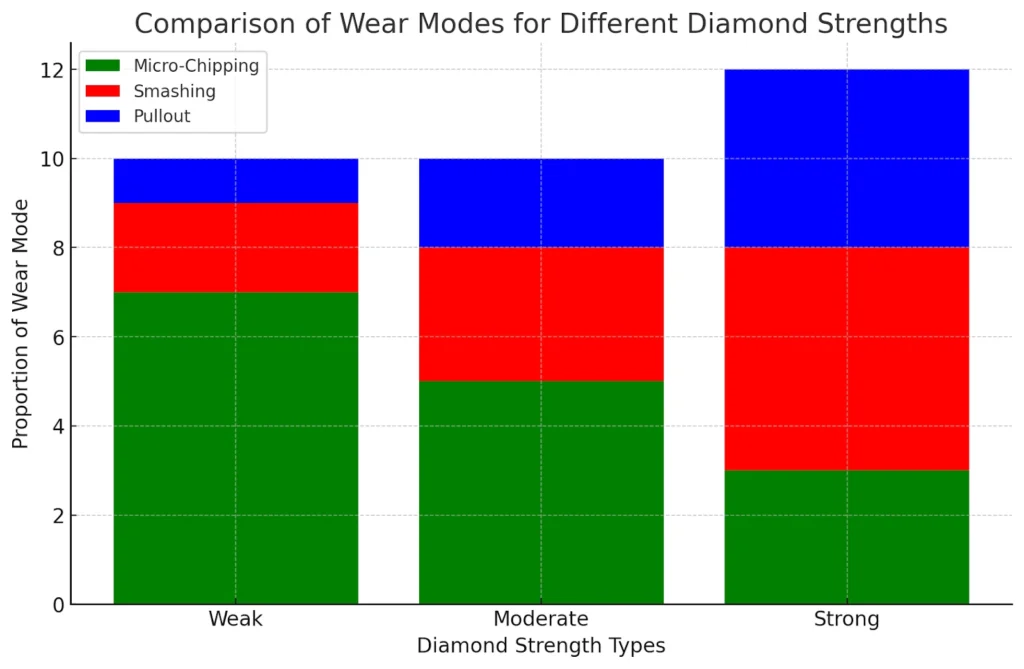
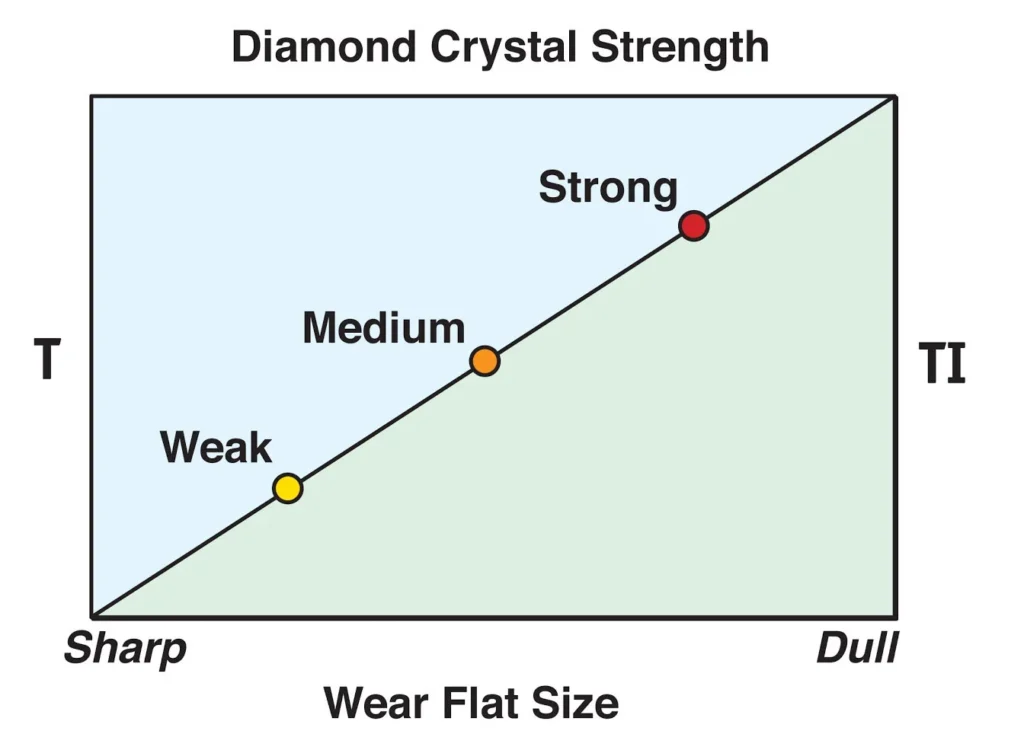
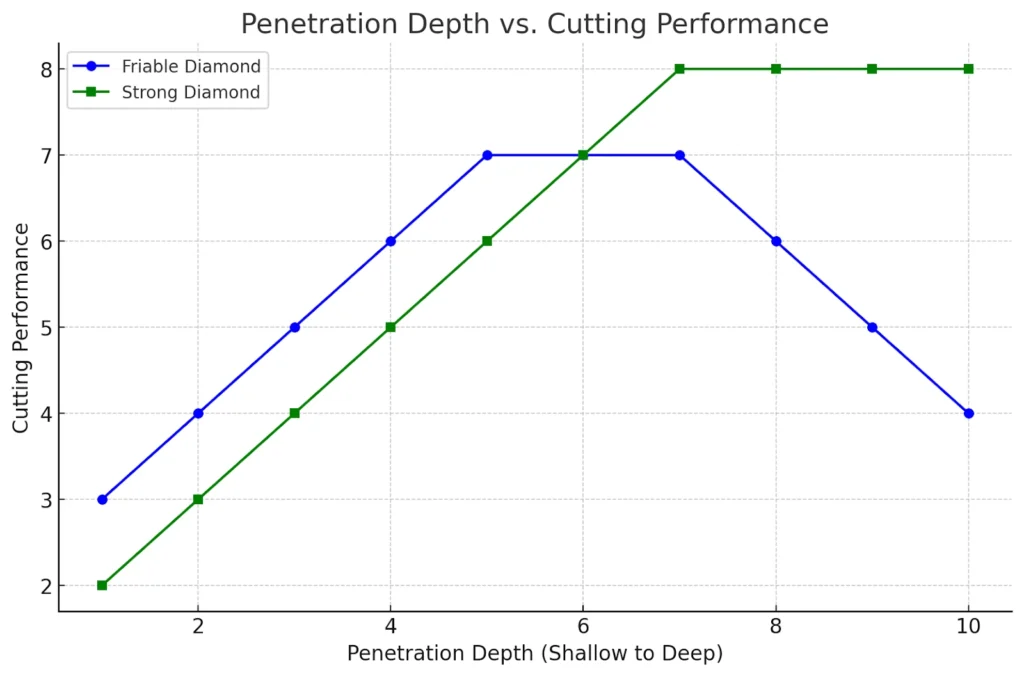
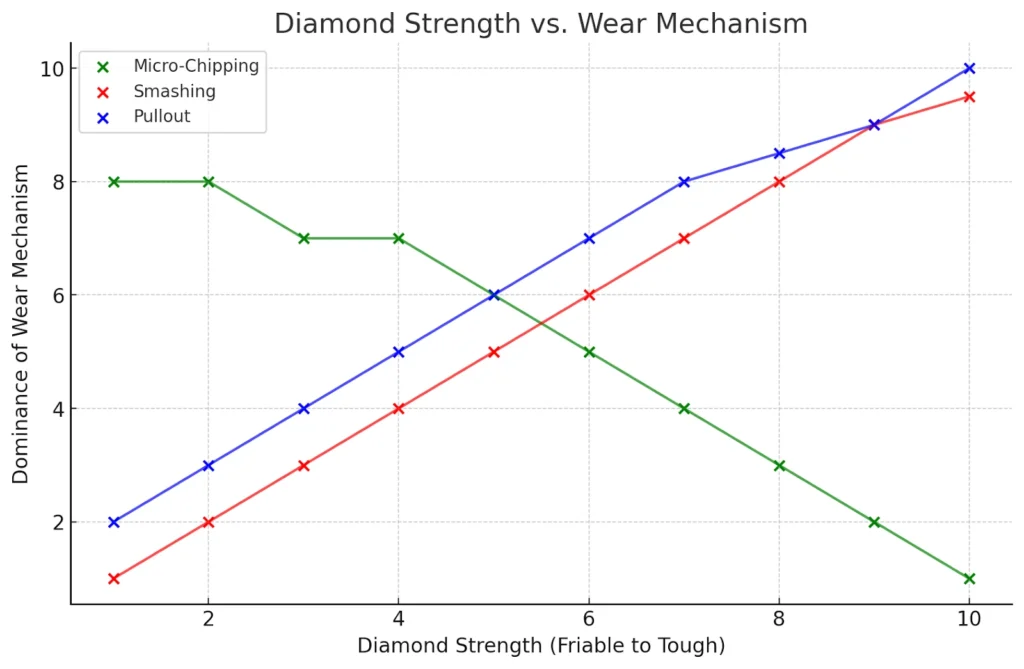
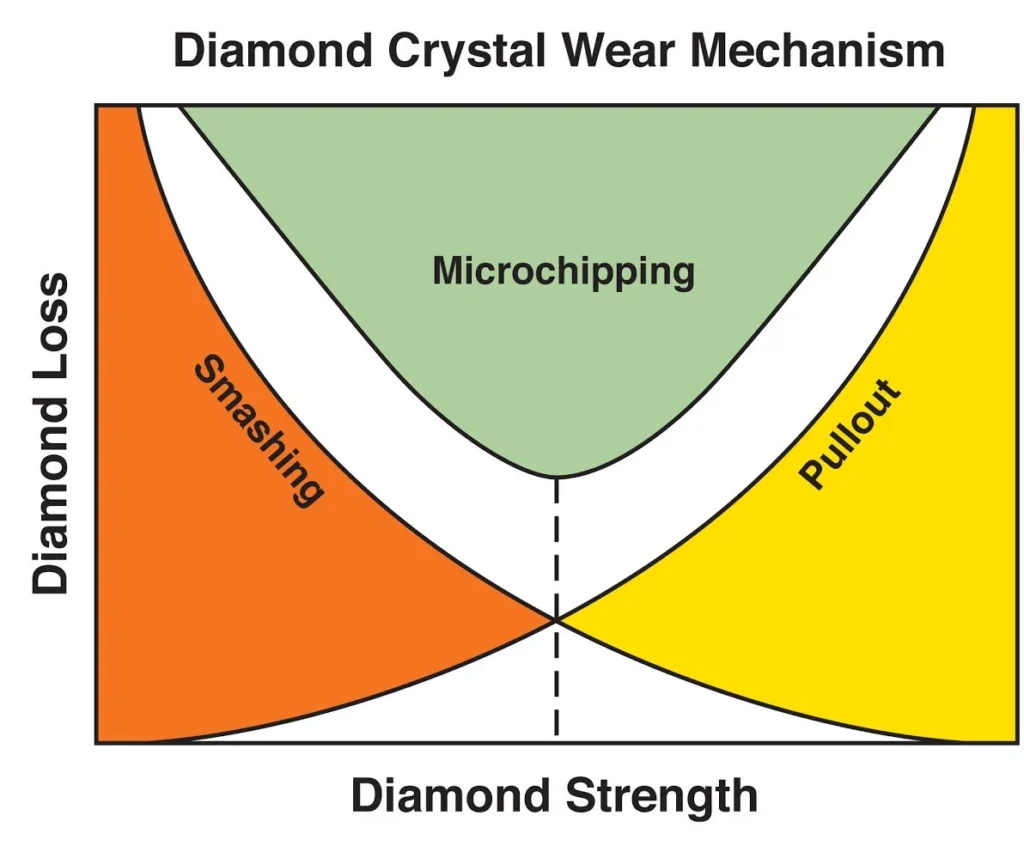
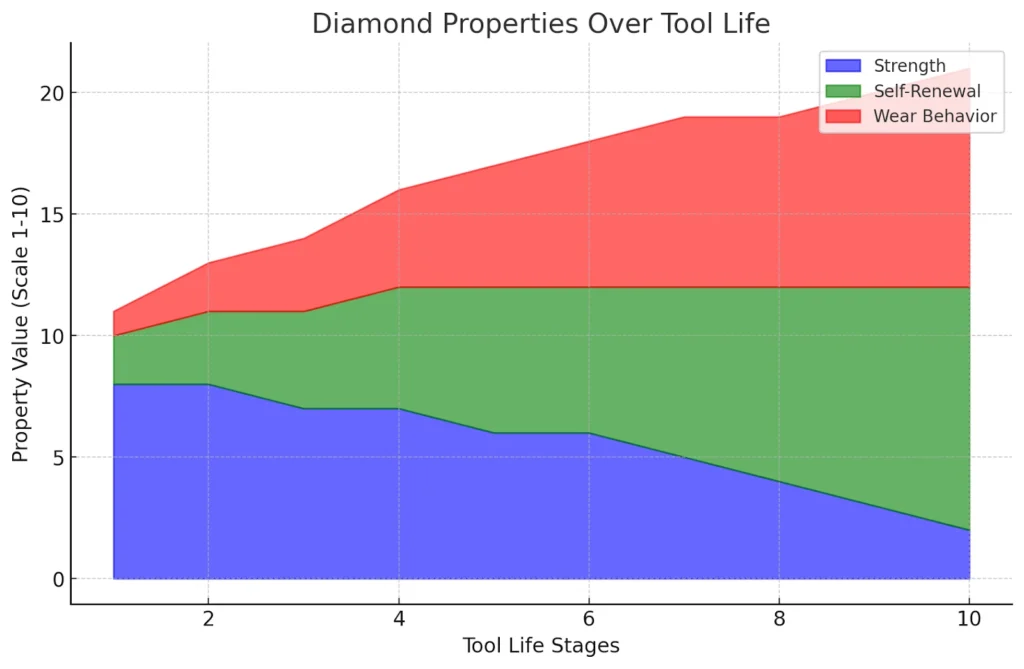
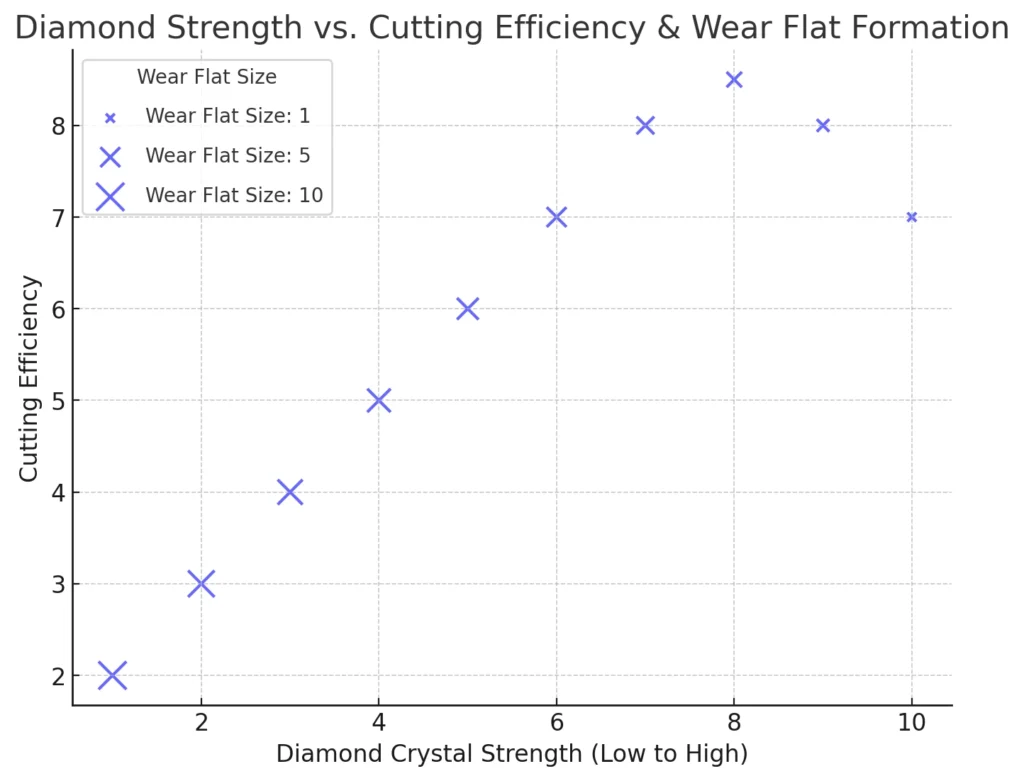
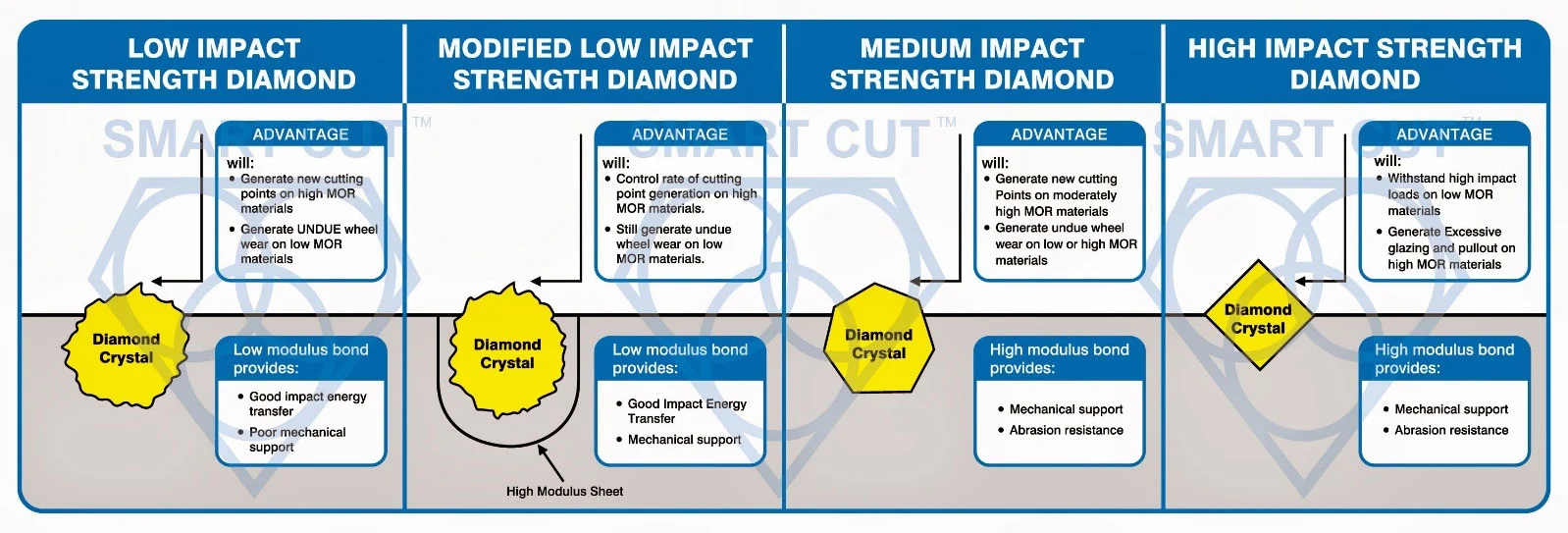
Strength: Synthetic diamonds are often chosen for their enhanced mechanical strength. They are designed to withstand high-impact cutting, abrasion, and pressure without chipping or fracturing. The crystal structure and quality can be controlled during the manufacturing process to achieve the desired strength.
-
Stability: Stability in synthetic diamonds refers to their thermal and chemical resistance. These diamonds can endure extreme temperatures and exposure to harsh chemicals without degrading or losing their cutting effectiveness, making them suitable for applications in high-temperature environments and materials processing.
-
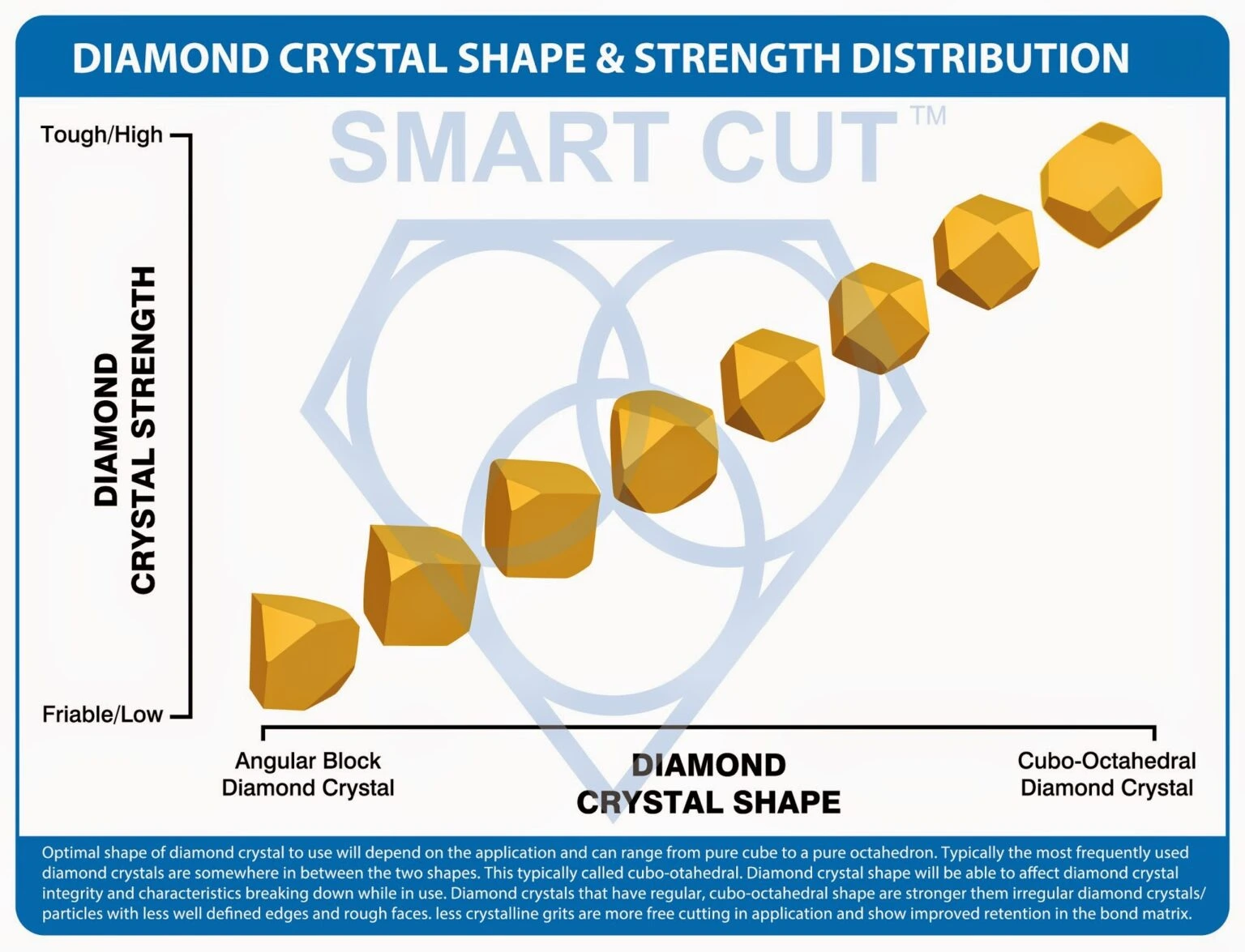
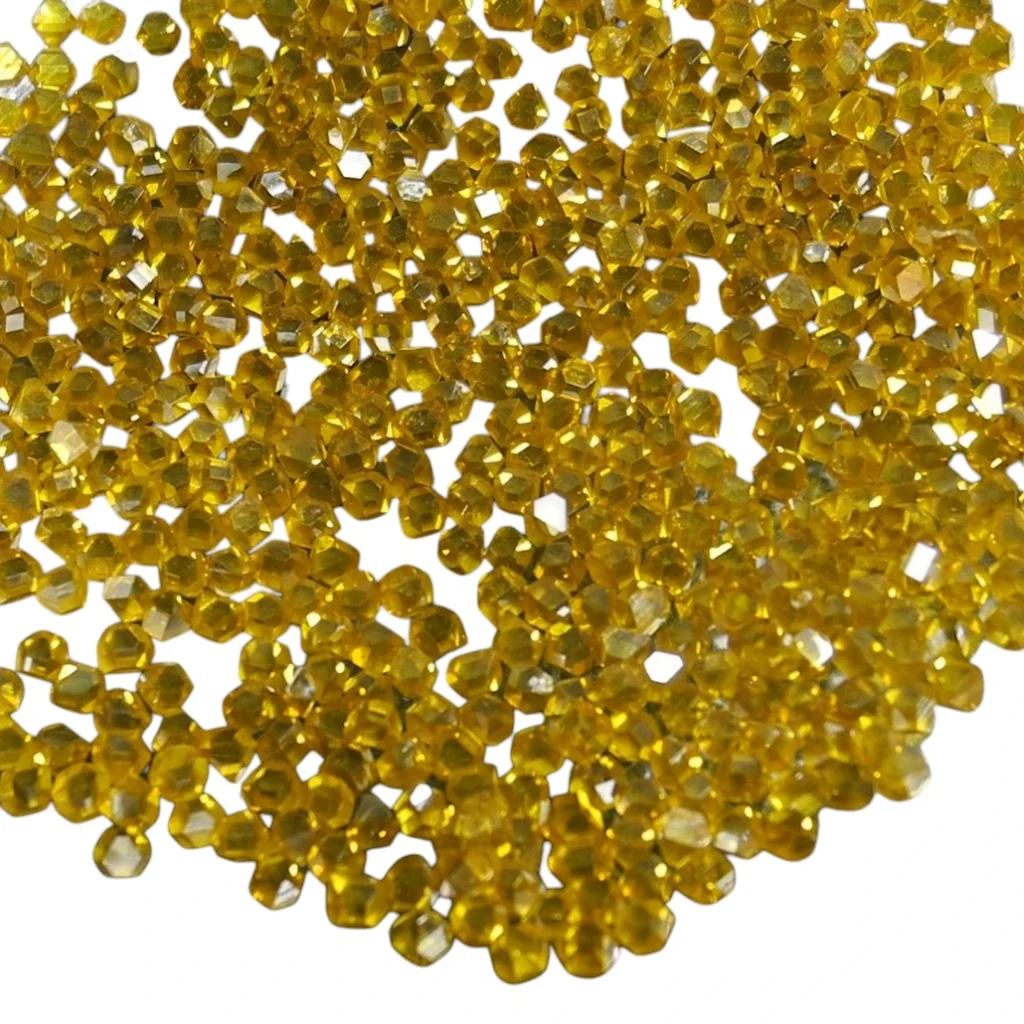
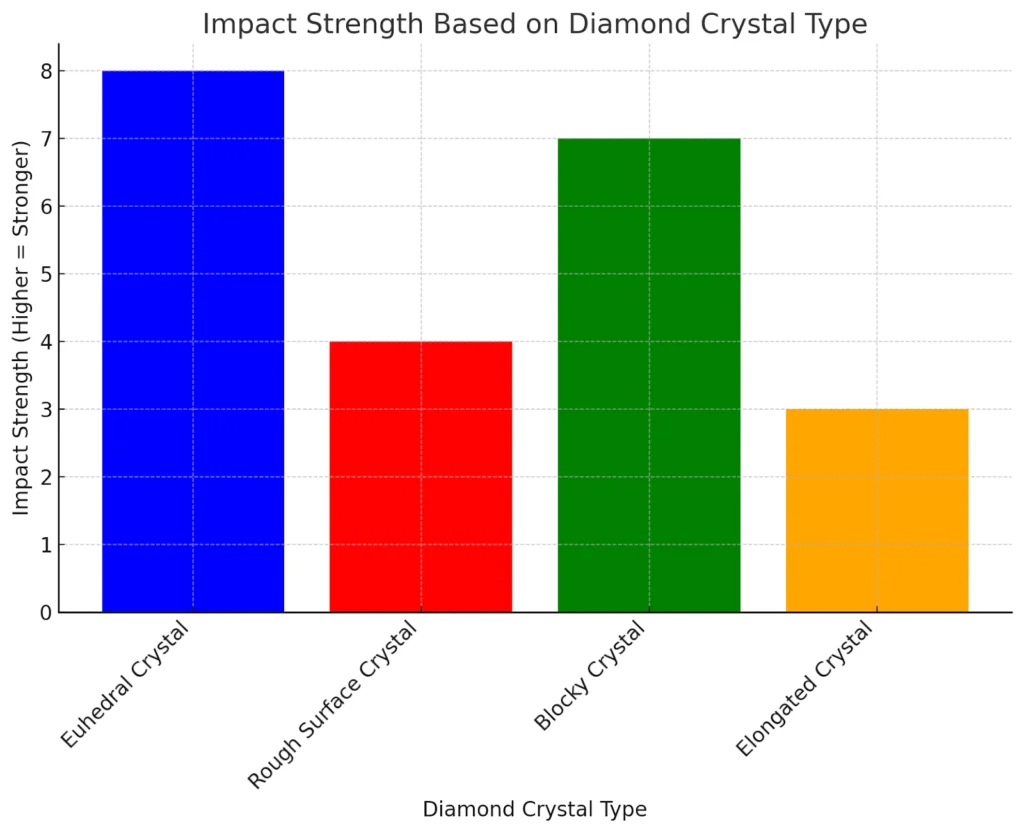
Shape: Synthetic diamonds can be engineered in a variety of shapes, from blocky to elongated crystals, depending on the intended use. The shape directly impacts how the diamond interacts with the material being cut or ground. For instance, blocky shapes may be favored for toughness and durability, while more angular shapes are chosen for aggressive cutting and grinding.
-
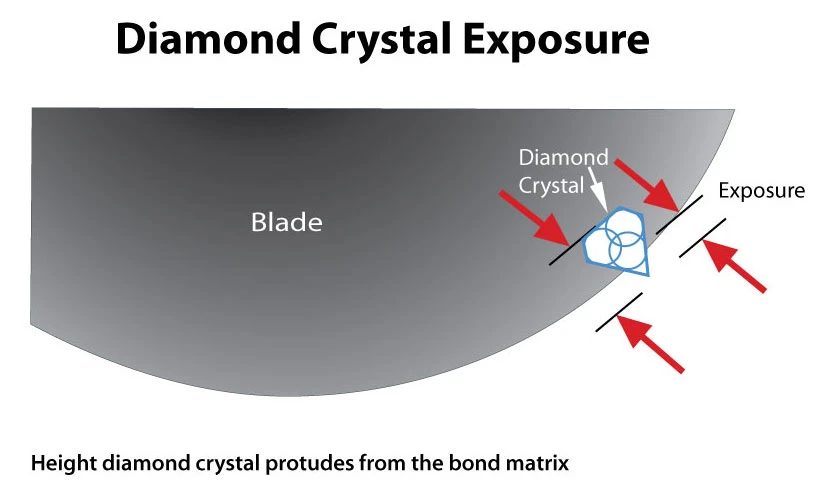
Surface: The surface condition of a synthetic diamond is crucial for its bonding to tools and overall cutting performance. The surface can be coated or treated to enhance adhesion to the bond matrix of the tool, improving tool life and efficiency. Smooth surfaces ensure efficient cutting, while rough or coated surfaces enhance the diamond's retention in the matrix, especially in demanding applications.

-
Vapor Deposition: This method involves applying the coating material onto the diamond surface in a vapor phase. Techniques such as Chemical Vapor Deposition (CVD) or Physical Vapor Deposition (PVD) allow for the uniform distribution of the coating material across the diamond crystal. Vapor deposition provides good control over coating thickness and adhesion properties, making it suitable for fine-tuning performance attributes. However, this method can be more expensive and time-consuming compared to others.
-
Chemical Reaction: This process relies on a controlled chemical reaction to bond the coating material to the diamond surface. The coatings are typically formed through chemical interactions between the diamond and reactive gases or liquids. This method can be efficient for creating specific coating compositions but may require precise conditions to achieve consistent results.
-
Diffusion in Fused Salt Bath: In this method, the diamond crystals are submerged in a molten salt bath containing the desired coating elements. These elements diffuse onto the diamond surface, creating a strong bond. This technique can be advantageous for applying coatings over larger surface areas and for bulk processing of diamond crystals. However, controlling the uniformity and thickness of the coating can be more challenging compared to vapor deposition methods.

Brian is an experienced professional in the field of precision cutting tools, with over 27 years of experience in technical support. Over the years, he has helped engineers, manufacturers, researchers, and contractors find the right solutions for working with advanced and hard-to-cut materials. He’s passionate about bridging technical knowledge with real-world applications to improve efficiency and accuracy.
As an author, Brian Farberov writes extensively on diamond tool design, application engineering, return on investment strategies, and process optimization, combining technical depth with a strong understanding of customer needs and market dynamics.

Diamond Tool Coolants Why, How, When & Where to Use

Selecting the Right Coolant Method for your Diamond & CBN Tools

How to Selecting Right Diamond Tools for your application

How to properly use Diamond Tools

Why use diamond
Diamond is the hardest material known to man kind. When used on diamond/tools, diamond grinds away material on micro (nano) level. Due to its hardness Diamond will work all types of materials from hardness of 40 on Rockwell scale and up. Diamond will machine hardest material, including those materials that other conventional types of abrasives, carbide and high speed steel will not.

Diamond vs CBN (cubic boron nitride) Tools

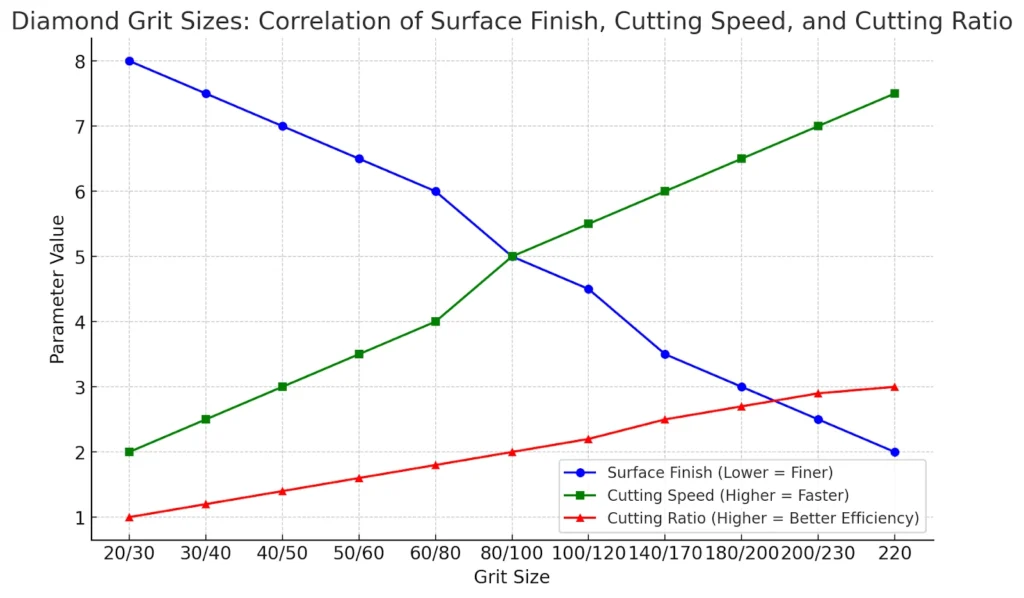
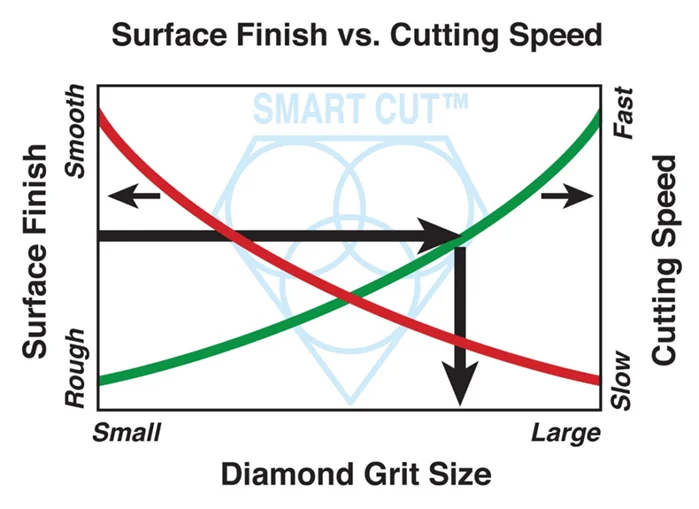
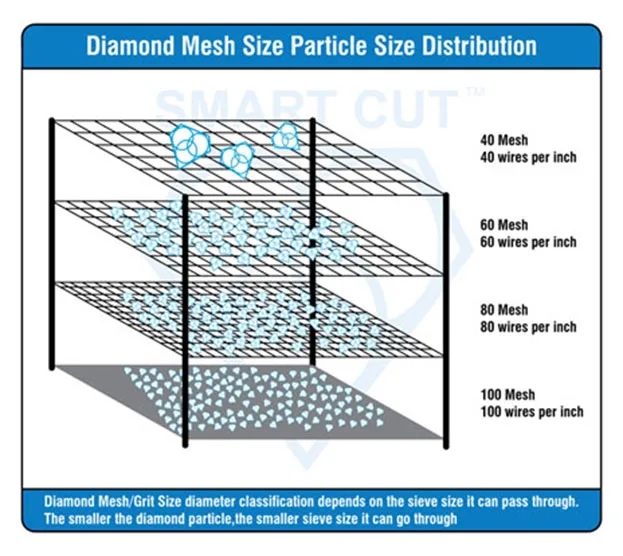
What is Diamond Mesh Size and how to select best one for your application

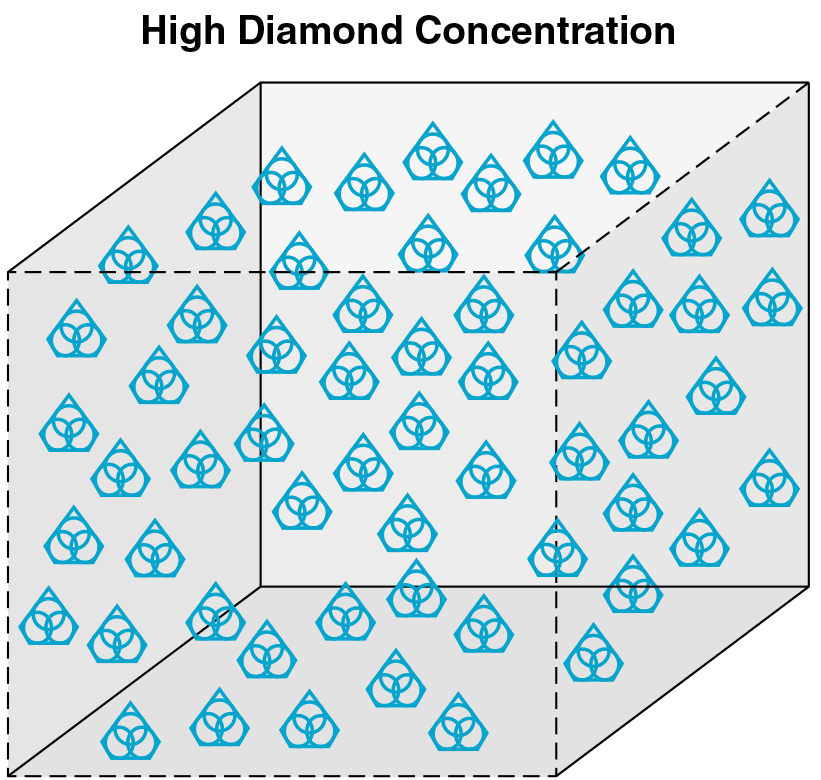
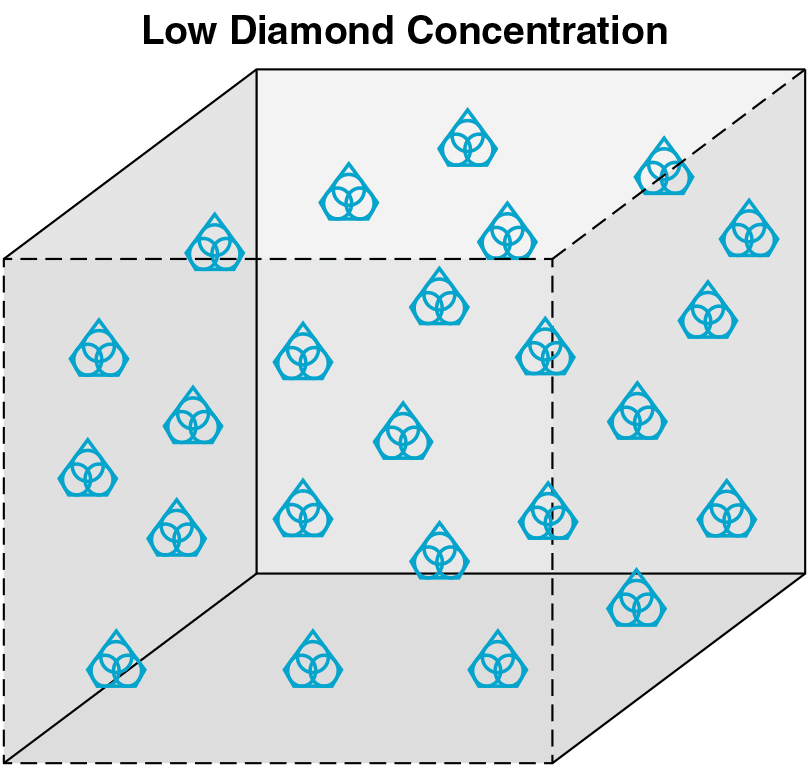
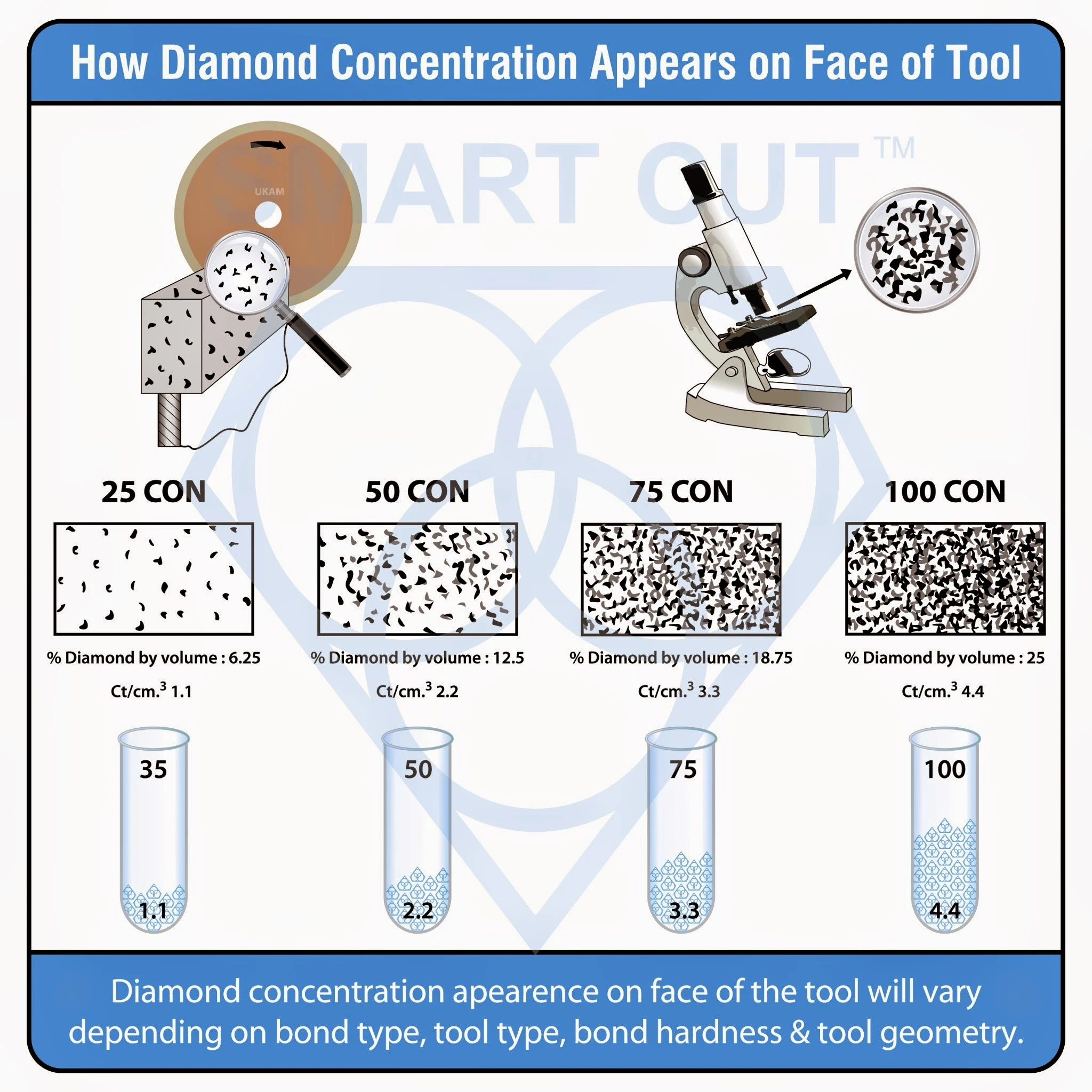
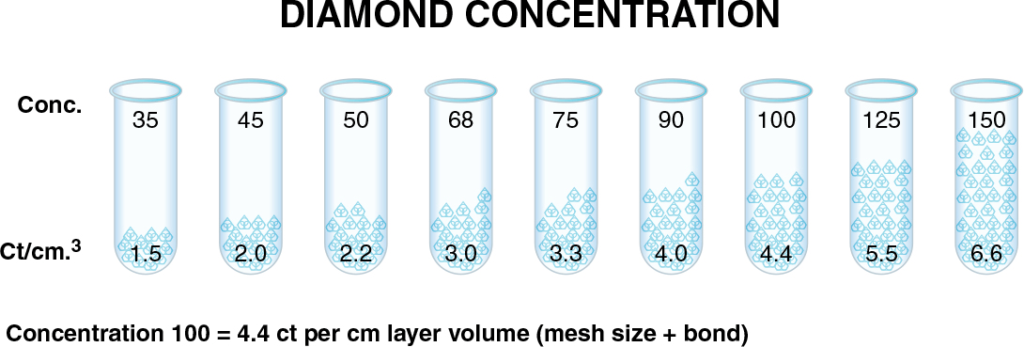
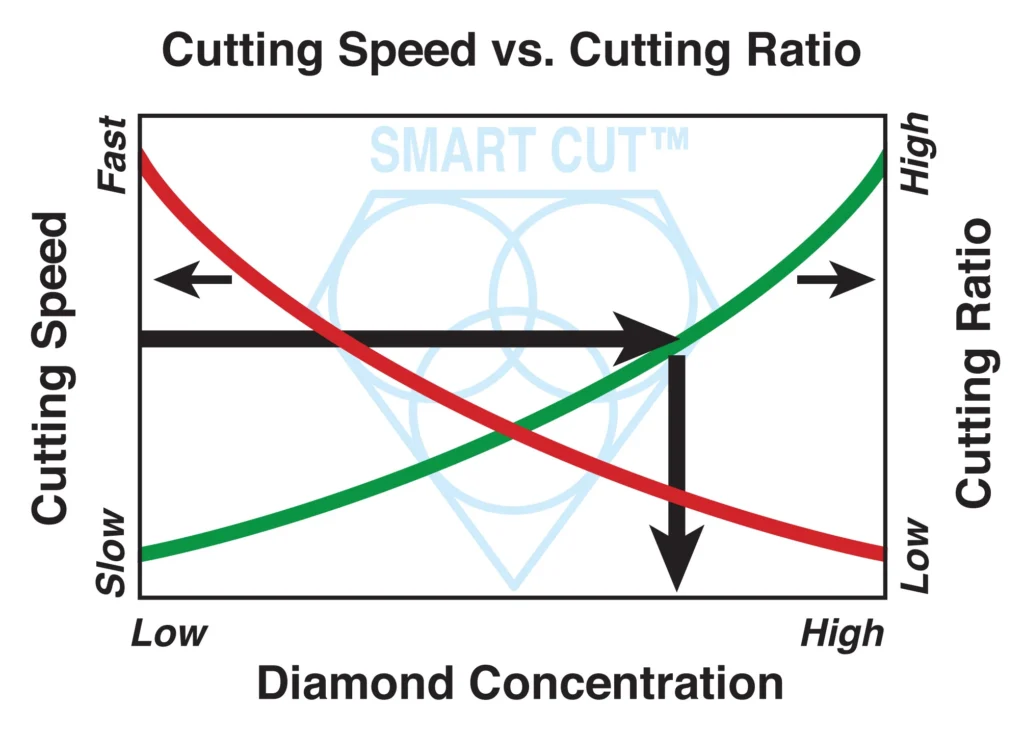
What is Diamond Concentration and which to use for your application

Choosing The Correct Diamond Bond Type

How to Properly Use Diamond Tools: A Complete Guide to Performance, Safety, and Tool Life
Brian is an experienced professional in the field of precision cutting tools, with over 27 years of experience in technical support. Over the years, he has helped engineers, manufacturers, researchers, and contractors find the right solutions for working with advanced and hard-to-cut materials. He’s passionate about bridging technical knowledge with real-world applications to improve efficiency and accuracy.
As an author, Brian Farberov writes extensively on diamond tool design, application engineering, return on investment strategies, and process optimization, combining technical depth with a strong understanding of customer needs and market dynamics.