































Selecting the Right Diamond Band Saw blade for your Application
-
Posted by
contactor6

Selecting the right diamond band saw blade is important for getting the best results in your cutting process. The right blade can help you achieve clean cuts, reduce material waste, and make your blades last longer, whether you’re working with ceramics, composites, metals, or other hard and brittle materials. However, with so many options available—different grit sizes, edge designs, bond types, and blade dimensions—it can be difficult to know which blade is best for your specific needs.
Share this Article with Friend or Colleague
This article will guide you through selecting the right diamond band saw blade by focusing on what matters most: your material type, cutting requirements, and overall goals. We will cover the key factors to consider, such as choosing the right grit size, blade width, thickness, and bond type.
What are Diamond Band Saw Blades?
Diamond Band Saw Blades are designed for cutting a variety of ultra-hard and brittle materials, these blades are designed with diamonds firmly attached to an ultra-thin metal body, making them a popular choice for demanding cutting and machining jobs. They are ideal for materials such as quartz, glass, carbon, silicon, ceramics, and composites, which are commonly used in industries like semiconductors, solar, aerospace, and medical devices.
SMART CUT® provides a wide array of blade specifications, allowing for customization to fit any application needs. The blades are carefully cut and welded to meet exact client specifications, and the integrity of the weld is guaranteed for the life of the blade. Whether you choose electroplated (nickel bond) or brazed bonds, each blade is crafted using only the highest quality raw materials. The manufacturing process is tightly controlled to match your cutting needs with the appropriate bond type, grit size, bond hardness, and composition, thus ensuring optimal performance and longevity of the blade.
The electroplating process, which involves an electrical current that deposits the diamond coating onto the blade, creates a hard, brittle nickel matrix that holds the diamonds in place. This method is particularly effective for achieving precise and clean cuts across various materials, making it essential for applications requiring sharp, detailed cuts with minimal material waste.
For best results, it is recommended to use these blades with band saw machines that are specifically designed for diamond cutting. These machines utilize a flexible, toothed blade that is welded into an endless band and rides on wheels driven by two pulleys. This setup guides the blade through the workpiece efficiently. Some machines are equipped with a friction saw capability, allowing for band velocities of up to 15,000 sfpm, which is excellent for cutting extremely hard substrates.
How diamond Band Saw Blades Work

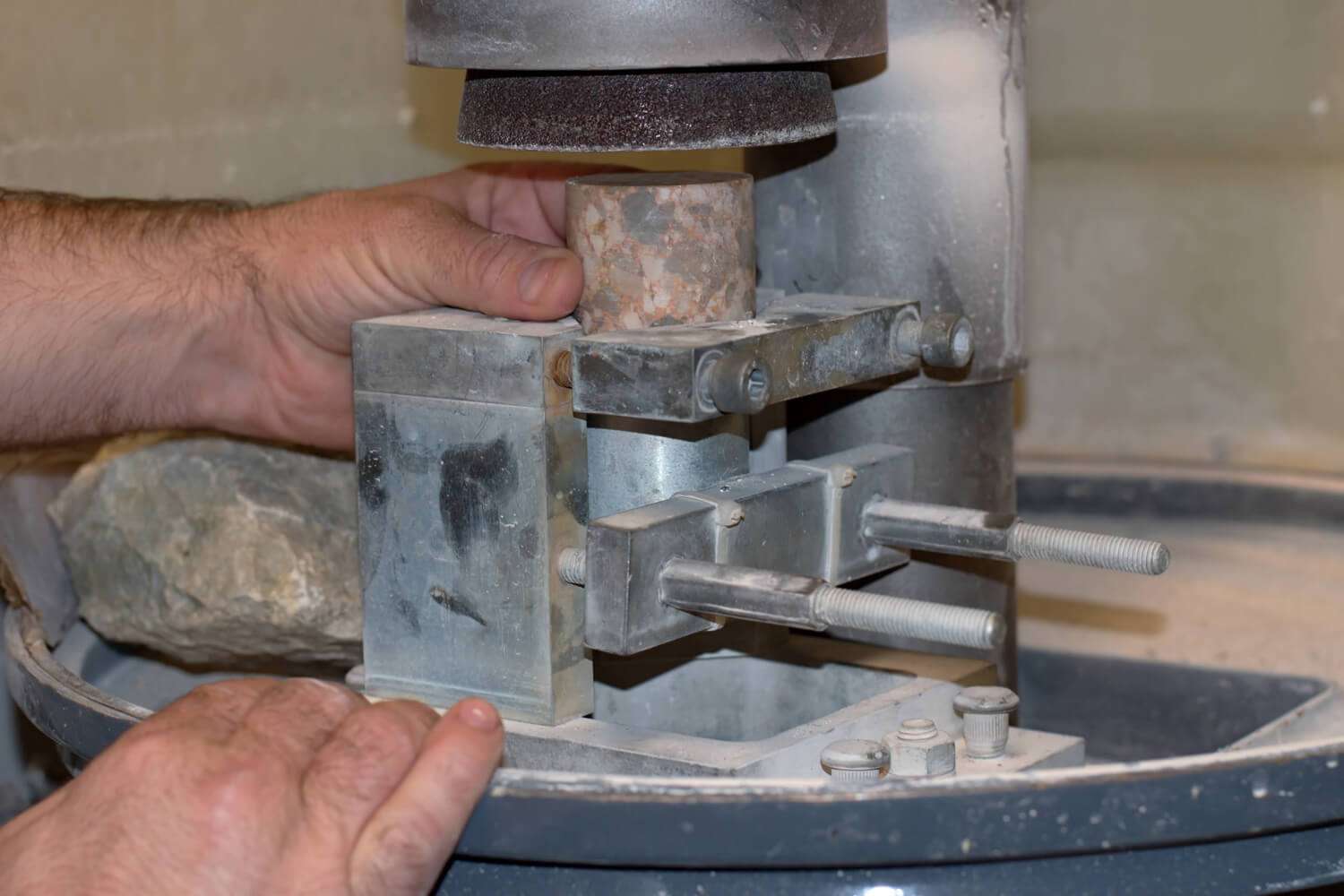
The cutting process with SMART CUT® Diamond Band Saw Blades is expertly engineered to maximize both efficiency and precision, crucial for handling ultra-hard and brittle materials. This two-step process begins with the generation of frictional heat as the diamond-coated blade contacts the material. This heat is essential as it softens the substrate, rendering it more pliable and easier to cut through. This is particularly beneficial when working with materials like silicon, ceramics, and certain types of glass and composites, which are typically difficult to penetrate. Softening the material allows the blade to make a deeper incision with less force, thereby reducing the risk of cracking or other damages that might occur if the material remained hard.
Once the substrate is softened, the second step involves the blade's teeth scooping out the molten material. The design of the diamond band saw blade’s teeth is tailored to efficiently remove the softened material from the cut line. This scooping action ensures that the cuts are clean and precise, while also significantly reducing material waste. Rather than producing large chips or causing material shattering, the blade neatly removes material, maintaining the integrity of both the component being shaped and the leftover material.
This method is not only efficient but also conserves resources by minimizing the force needed for cutting and the amount of material wasted. SMART CUT® Diamond Band Saw Blades offer a cost-effective solution for industries working with expensive or rare materials. The precision offered by these blades also diminishes the need for secondary finishing processes, conserving material and reducing the overall production time.
Additionally, this cutting technique is highly adaptable and suitable for a range of environments, from delicate laboratory settings to robust industrial applications. The ability to adjust the speed and intensity of the cut allows operators to customize the process to match the specific hardness and brittleness of the material, optimizing the cutting conditions for each unique situation. Find out more: how diamond tools work >>>
Diamond Band Saw Blade Edge Types
The edge type and configuration of a diamond band saw blade are critical aspects that define how the blade performs across different cutting tasks. This involves the design and arrangement of the diamond-embedded segment on the blade’s rim, impacting the blade's interaction with various materials, its cutting efficiency, and the quality of the finish.
Edge type describes how diamonds are embedded along the blade's rim, whether in a continuous line, segmented, or in a pattern such as dotted or turbo. Each configuration, including the size, shape, and distribution of these segments, as well as the type and strength of the bond holding the diamonds, plays a significant role in the blade’s functionality.

The choice of edge type determines the blade’s cutting efficiency. For example, continuous rim blades are suited for precise cuts in brittle materials at slower speeds, while segmented rims enhance cutting speed in tougher materials through improved airflow and debris removal. This configuration also influences which materials the blade can effectively cut, with different materials requiring specific blade types to prevent overheating and wear.
Heat dissipation is another critical factor affected by the blade's edge configuration. Segmented blades, with gaps between their diamond-coated segments, allow for better cooling, which is essential when cutting heat-sensitive materials or in dry cutting scenarios where no coolant is used.
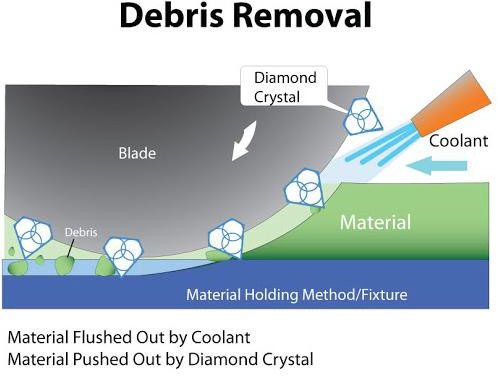
Effective debris removal, facilitated by certain edge configurations like segmented or gulleted rims, ensures the blade remains clean and efficient, reducing wear and extending the blade’s life. Moreover, the type of edge directly affects the finish quality of the material being cut. Blades that create a smoother cut can reduce the need for secondary finishing processes, saving time and enhancing the overall efficiency of the cutting operation.
Continuous Rim Diamond Band Saw Blades are among the most versatile and widely used diamond tools in the industry, featuring a seamless rim impregnated with diamond particles. This design provides a smooth and fine cut, making these blades ideal for handling thin-wall and delicate materials. The continuous rim minimizes chipping and cracking, offering a clean and precise cut that is essential for materials that are susceptible to damage.
These blades are suited for a variety of applications, excelling particularly in industries where precision is paramount. They are highly effective in the fabrication of fine ceramics, delicate glass, and semiconductor materials. The uninterrupted diamond rim enables cutting without pauses, resulting in a smoother edge and higher accuracy, which is crucial for materials like porcelain and certain types of stone where a fine finish is required.


Gulleted Diamond Band Saw Blades represent a robust cutting solution designed for faster and more aggressive cutting tasks. Unlike continuous rim blades, gulleted blades are characterized by deep gullets or spaces between the segments of diamond-impregnated metal. These gullets allow for better removal of debris from the cut, which enhances the blade's ability to cut quickly without clogging, particularly in applications where coolant cannot be applied.
Gulleted blades are particularly effective in dry cutting environments. The absence of coolant often requires a blade design that can naturally manage heat and remove debris efficiently. The design of gulleted blades meets these needs by allowing air to flow through the gullets, helping to cool the blade and material during the cutting process. This feature is critical in reducing the risk of overheating and prolonging the blade's operational life.
These blades are ideally suited for cutting softer and more gummy materials such as rubber, soft plastics, and asphalt.

Materials that might cause other blades to clog and deteriorate quickly are handled more effectively by gulleted blades. The spaces between the segments help to prevent the material from sticking to the blade, ensuring smoother and faster cuts.
The aggressive cutting action of gulleted blades makes them an excellent choice for projects requiring significant material removal within a short period. This makes them particularly valuable in construction and demolition tasks, where efficiency and speed are critical. Additionally, these blades are often used in the processing of natural stone and other building materials that can be cut without the use of water.
Segmented Rim Diamond Band Saw Blades offer a specialized design for enhanced cutting efficiency, particularly suited for applications that require effective coolant transport and superior chip removal. These blades are constructed with distinct segments separated by gaps, which allow for the dispersal of heat and the efficient ejection of chips, making them ideal for cutting softer, longer chipping materials.
The segmented design of these blades is key to their functionality. The gaps between the segments play a crucial role in allowing coolant to flow more freely across the blade's surface, enhancing cooling and lubrication. This not only helps in reducing the temperature of the blade and the workpiece but also in preventing the clogging of the blade with debris, which is common when cutting materials that produce longer or softer chips.

When using Segmented Rim Diamond Band Saw Blades, it is crucial to maintain at least two teeth in contact with the material at all times. This approach ensures a steadier and more controlled cut, reducing the likelihood of the blade skipping or causing uneven cuts. This method of cutting is particularly beneficial when handling materials that are prone to tearing or where precision in depth and cut line is necessary.
While these blades are excellent for rapid and efficient cutting, the nature of their segmented design can lead to a somewhat rougher surface finish compared to that left by Continuous Rim Diamond Band Saw Blades. The segments create a slightly more aggressive cut, which can result in more noticeable marks or a less smooth finish on the material. As such, these blades might not be the best choice for projects where a fine, smooth finish is critical without subsequent surface treatment or finishing processes.
Segmented Rim Diamond Band Saw Blades are particularly useful in larger-scale or industrial applications where speed and efficiency in cutting are more critical than the smoothness of the finish. They are well-suited for the construction industry, particularly in tasks involving the cutting of building materials like concrete, where their ability to handle large, abrasive materials shines. They are also ideal for use in landscaping and masonry, where the materials cut often require significant modification and finishing after the initial cuts.
Dotted Rim Diamond Band Saw Blade is a specialized tool designed to bridge the gap between segmented and continuous rim blades, offering unique advantages in precision and cutting speed while managing material integrity. This type of blade is characterized by its dotted rim pattern where small, individual diamond-coated segments are spaced evenly along the edge of the blade. This configuration combines the benefits of both segmented and continuous rim designs, making it a versatile choice for a variety of cutting tasks.
The dotted rim of the blade allows for effective coolant flow and debris removal, similar to segmented blades, while also providing a smoother cut than traditional segmented rims.

The dots are small enough to provide a continuous cutting experience but spaced sufficiently to prevent excessive heat buildup and material clogging. This design enhances the blade's overall efficiency by allowing quick, clean cuts with less resistance and wear on the blade.

Dotted Rim Diamond Band Saw Blades are particularly effective for cutting harder materials that require a delicate touch, such as ceramics, glass, and certain metals. The unique rim design minimizes chipping and cracking of brittle materials, while still allowing the blade to operate at higher speeds typically seen with segmented blades. This makes the dotted rim blade a good choice for applications requiring both speed and a high-quality finish.
While providing a slightly rougher finish than a pure continuous rim blade, the Dotted Rim Diamond Band Saw Blade still maintains a cleaner edge than most segmented blades. This balance makes it suitable for projects where a fine finish is necessary but where the material also requires aggressive cutting actions to shape or size it effectively.
Diamond Band Saw Blades Length
The length of diamond band saw blades is a crucial specification that directly affects both the compatibility with various band saw machines and the performance of the blade during use. This length, measured as the total length of the blade from end to end when laid flat, must match the size of the band saw precisely to ensure the blade can be properly installed and tensioned. An incorrect length can lead to inefficient cutting, increased wear, and even damage to the blade or the machine.
When selecting a diamond band saw blade, it's essential to check the band saw's manual or the manufacturer's specifications to determine the correct blade length required. The correct length ensures that the blade can be properly tensioned, which is crucial for accurate and efficient cutting. Properly tensioned blades reduce vibrations and deviations during cutting, leading to precise cuts and a smoother surface finish.
Using a blade of the correct length also enhances safety by reducing the risk of the blade slipping or breaking during operation. Moreover, it contributes to the longevity of both the blade and the band saw machine, preventing excessive wear on the blade and on the machine's bearings and wheels.
For those replacing an old blade, measuring the length of the existing blade can serve as a guide. However, for new setups or when changing the type of blade, consulting the band saw’s documentation or the blade manufacturer is advisable to ensure compatibility. In cases where standard sizes do not fit, custom-length blades can be manufactured to meet specific needs, particularly useful for custom or non-standard band saw setups.
Diamond Band Saw Blade Width
The width of diamond band saw blades significantly influences their cutting capabilities and suitability for different tasks. This dimension, which measures the distance across the narrow part of the blade's body, impacts several key performance aspects including the ability to make straight cuts, stability during cutting, and the potential for handling curved or intricate cuts.
Wider blades generally offer greater stability, making them ideal for straight, long cuts. Their increased width helps to maintain the blade's path, preventing it from bending or deviating, which is especially important when cutting large pieces or requiring high precision. On the other hand, narrower blades are more flexible, enabling them to execute curved and intricate cuts with tighter radii and more complex shapes. This makes them the preferred choice for detailed work in artistic applications such as sculpting and lapidary.
The choice of blade width is also influenced by the thickness of the material to be cut. Thicker materials typically require wider blades as they can withstand the forces exerted by harder materials without bending or breaking. Additionally, the width affects how heat is dissipated during cutting; wider blades, having more surface area in contact with the material, can distribute heat more effectively, thus reducing the risk of overheating both the blade and the material.
Selecting the correct blade width involves considering the type of cuts required and the properties of the material being handled. For general use, a medium-width blade can provide a good balance between flexibility and stability. However, for specialized tasks such as cutting very hard materials or creating detailed designs, opting for a narrower or wider blade may be necessary to achieve the best results.
Manufacturers often offer guidelines on the appropriate blade widths for different materials and cutting applications. These can be instrumental in helping users choose a blade that aligns with their specific needs, ensuring optimal performance and prolonging the life of the blade.
For those with specific or non-standard requirements, many blade manufacturers provide custom width options. This allows users to precisely tailor their tools to the demands of their projects, enhancing both the efficiency and effectiveness of their cutting operations.
Diamond Band Saw Blade Thickness
The thickness of diamond band saw blades is a critical specification that significantly influences their performance, affecting cutting precision, speed, and the finish quality of the materials being cut. This measurement, which refers to the depth of the blade from its cutting surface to the back, determines how the blade handles operational stress and its ability to make effective cuts in various materials.
A thicker blade provides greater rigidity, enhancing control during cutting, particularly in straight cuts or when processing tougher, more abrasive materials. This rigidity helps to minimize blade deflection, ensuring that cuts remain straight and true, crucial for maintaining dimensional accuracy in the workpiece. Additionally, thicker blades can typically handle higher feed rates and cutting speeds because they are less prone to flex or wobble under the stress of rapid cutting, making them ideal for high-production environments where speed is a priority.
Conversely, thinner blades, while less rigid, are adept at producing a finer finish with less material waste, as they remove less material with each pass. This makes them particularly beneficial when working with delicate materials or in applications where a high-quality finish is necessary. The blade thickness also plays a role in heat management during cutting; thicker blades have a larger body that can absorb and dissipate heat more effectively, preventing overheating of both the blade and the material, which reduces the risk of heat-induced damages such as warping or cracking.
Selecting the right thickness for a diamond band saw blade involves considering the specific cutting task and the properties of the material. Harder and more abrasive materials generally require a thicker blade to endure the cutting forces without premature wear. Meanwhile, for tasks where high precision and a smooth finish are priorities, a thinner blade may be more suitable, especially for less tough materials. It’s also important to consider the specifications and capabilities of the band saw machine itself as some machines are optimized for thinner blades, while others can accommodate the increased load of a thicker blade.
Manufacturers often offer diamond band saw blades in a variety of thicknesses to suit different applications and materials. For unique or specialized cutting needs, custom-made blades can be produced to exact specifications, ensuring that the blade perfectly aligns with the intended use.
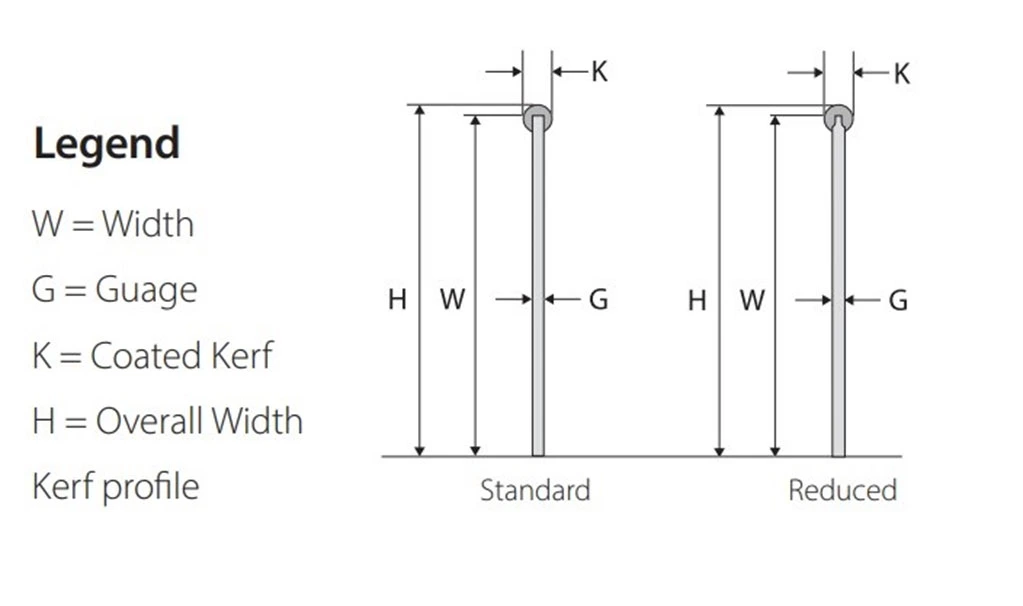
Diamond Band Saw Blade Kerf Thickness
The kerf thickness of diamond band saw blades is a crucial specification that defines the width of the cut made by the blade as it slices through material. This measurement impacts the amount of material wasted during cutting, the precision of the cut, and the overall efficiency of material usage.
Kerf thickness is determined by the width of the cutting part of the blade, which includes both the core thickness and the size of the diamond grit used on the cutting edge. A blade with a wider kerf removes more material with each pass, which can increase waste but might also facilitate faster cutting speeds by allowing for more efficient chip removal. This can be particularly advantageous in industrial settings where speed is a priority.
Conversely, a narrower kerf offers greater precision and is typically preferred in applications that require intricate detailing or tight tolerances. The reduced kerf helps minimize material disruption, providing smoother cuts and reducing waste, which is especially important when working with expensive or scarce materials.
The choice of kerf thickness should be guided by several factors, including the type of material being cut, the required precision of the cut, the material's cost, and the specifications of the cutting equipment. For instance, delicate and precision cuts in materials like glass, ceramics, or semiconductors often necessitate a blade with a finer kerf to achieve high accuracy and minimize material loss. In contrast, rough and rapid cuts in construction or demolition might call for a blade with a wider kerf to speed up the cutting process.
For specialized applications, diamond band saw blades can be custom-made with specific kerf thicknesses tailored to meet particular requirements. This allows users to finely balance the trade-off between speed, precision, and material waste based on their unique operational needs.
Diamond Band Saw Blade Band Saw Material Composition
Diamond band saw blades are constructed from various materials, each chosen to optimize the blade's performance for specific applications. The most commonly used materials for the band component of these blades are carbon steel and stainless steel, which offer distinct advantages and characteristics.
Carbon steel is widely favored for diamond saw blades because of its high strength and the ability to be tempered to a high hardness. This makes it not only strong and durable but also cost-effective, providing a good balance between performance and expense. Carbon steel blades are particularly noted for their sharpness and ease of sharpening, which allows for extended blade life through regular maintenance. However, they do have a significant drawback: carbon steel is susceptible to corrosion. It can rust if not properly cared for, especially when used in moist or wet conditions, which can be a limitation for certain applications.
On the other hand, stainless steel is used in scenarios where corrosion resistance is crucial. This includes uses in medical, food processing, and marine environments where blades may frequently come into contact with corrosive substances. The addition of chromium in stainless steel creates a protective oxide layer on the surface that helps prevent rust and corrosion. This feature, coupled with stainless steel's durability in harsh environments and its hygienic properties due to its non-porous nature, makes it an excellent choice for high-endurance needs and applications requiring stringent hygiene standards. Stainless steel blades, while generally more expensive and harder to sharpen than carbon steel blades, offer added durability and maintenance ease in challenging environments.
When choosing the material for a diamond band saw blade, it's important to consider the specific needs of the application, including the types of materials being cut, environmental conditions, and desired performance characteristics. Carbon steel blades are typically adequate for dry, non-corrosive environments where affordability and sharpness are valued. In contrast, stainless steel blades are better suited for wet or corrosive conditions and where hygiene is a priority, despite their higher cost and maintenance challenges.
Diamond Band Saw Blade Diamond Grit Sizes
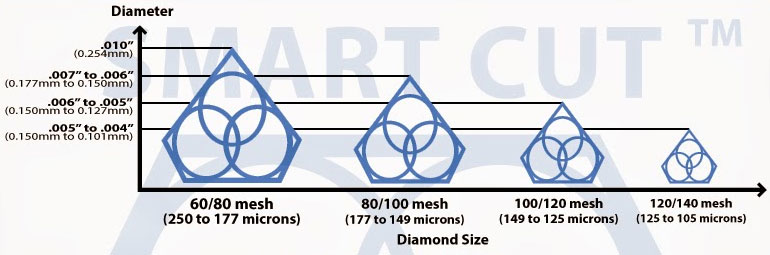
The diamond edge grit size on diamond band saw blades is a critical factor that influences the blade's cutting performance, impacting the quality of the cut, the cutting speed, and the overall lifespan of the blade. Grit size, which refers to the size of the diamond particles bonded to the blade's edge, varies and each size serves specific cutting purposes suited to different materials.
Larger diamond particles, or coarse grit, are more abrasive and used for rapid cutting through tough materials like stone or reinforced concrete. These larger grits remove more material with each pass, making them ideal for situations where speed is prioritized over the precision of the cut. Coarse grit blades are effective for initial cuts where the finish can be rougher.
Medium grit blades strike a balance between cutting speed and finish quality. They are versatile and commonly used for a wide range of materials when both efficiency and a relatively smooth finish are necessary. This grit size is a popular choice for general-purpose cutting tasks.
On the other hand, smaller diamond particles, or fine grit, are best for achieving a smooth finish and are particularly suited for cutting delicate materials such as glass, ceramics, and certain metals. Fine grit blades provide superior precision and produce a smoother surface but cut more slowly compared to coarser grits. This makes them ideal for applications where a high-quality finish is essential to minimize further processing.
Selecting the right diamond edge grit size for a band saw blade requires consideration of the material being cut and the desired outcome of the cutting process. Coarse grit blades are preferable for hard materials where quick cutting takes precedence; medium grit blades offer a good compromise for various materials when both speed and finish are needed; fine grit blades are chosen for tasks that demand high precision and minimal surface roughness.
|
Diamond Grit Size |
Particle Size (Microns) |
Mesh Size |
Recommended Materials |
|---|---|---|---|
|
Coarse |
600 - 840 |
25/30 - 50 |
Stone, Concrete, Thick Glass, Large Ceramic Blocks |
|
Medium-Coarse |
297 - 420 |
40 - 70 |
Porcelain, Dense Ceramics, Medium to Thick Composite Materials |
|
Medium |
210 - 297 |
70 - 100 |
Marble, Granite, Engineered Stone, Hard Metals |
|
Fine |
149 - 210 |
100 - 140 |
Glass, Fine Ceramics, Quartz, Precious Stones |
|
Very Fine |
74 - 149 |
140 - 200 |
Optical Materials, Fine Detailed Ceramic Work, Advanced Composites |
Diamond Concentration
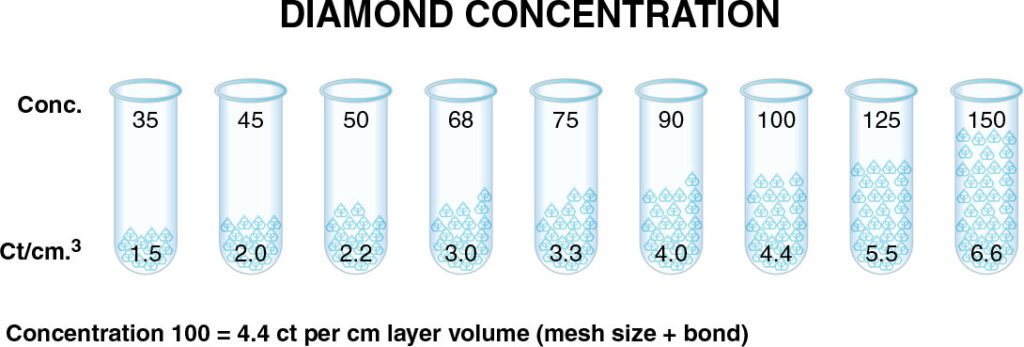
The diamond concentration in band saw blades, indicating the proportion of diamond particles within the bond's volume, plays a crucial role in determining the blade's cutting performance, longevity, and efficiency. Typically expressed as a percentage, diamond concentration can range from 25% to 100%, with higher percentages indicating more diamonds embedded in the blade.
Higher diamond concentrations generally enhance cutting efficiency, enabling faster cutting speeds and extending the lifespan of the blade, as more diamond particles are involved in the cutting process. This ensures that the blade maintains its effectiveness over a longer period as the diamonds wear down and new ones are exposed. The choice of diamond concentration often depends on the material being cut. Harder materials such as quartz, ceramics, and reinforced concrete may require blades with higher concentrations to effectively manage the material without rapid degradation.
Blades with higher diamond concentrations also have a longer life since more diamond particles can be exposed over time, which extends the blade’s usability and effectiveness. However, these blades are typically more expensive due to the greater quantity of diamond particles used, which should be considered against the expected blade life and the frequency of blade replacements.
Diamond Coating Height/Depth
The diamond coating height, or the depth of the diamond particles embedded on a band saw blade, significantly influences the blade's cutting capacity, longevity, and effectiveness. This feature, which measures how deeply diamonds are embedded into the blade’s segment, plays a crucial role in determining the blade’s performance across various applications.
A greater diamond coating height enables deeper cuts into materials, which is particularly beneficial when working with thick or dense materials that require significant penetration without multiple passes. Additionally, the longevity of a diamond band saw blade correlates directly with the depth of the diamond coating. A thicker diamond layer means that as the outermost diamonds wear down, new diamonds are exposed, allowing the blade to maintain its cutting effectiveness over a longer period.
Blades with a higher diamond coating are also better equipped to withstand wear and tear, making them valuable in settings where frequent blade replacements can be costly and disruptive. The increased depth of diamond embedding also helps the blade maintain optimal cutting speed and efficiency, even as it experiences natural wear.
Selecting the right diamond coating height involves considering the type of material to be cut, the frequency and volume of cutting, and budget constraints. Harder and more abrasive materials typically require blades with a thicker diamond coating to offset the increased wear. For operations that involve high-volume cutting, investing in a blade with a higher diamond coating height can reduce downtime due to fewer blade changes, offering better operational continuity and cost-effectiveness.
However, it’s important to note that a blade’s performance isn’t solely dependent on the diamond coating height. The quality of the diamond grit, the bond type, and operational settings like cutting speed, feed rate, and whether wet or dry cutting methods are used also significantly impact how well the blade performs and its lifespan.
Wet vs Dry Cutting
Diamond band saw blades, designed for precision and durability, are typically employed in specialized cutting applications, often involving hard or abrasive materials that standard blades can't handle effectively. Here’s a more accurate look at wet and dry cutting techniques used with these blades.
Wet Cutting with Diamond Band Saw Blades Wet cutting involves using water as a coolant and lubricant during the cutting process, which is crucial for several reasons. Firstly, the cooling effect of water helps prevent overheating of the blade and the material being cut, reducing the risk of thermal damage such as warping or cracking. Water also plays a significant role in dust suppression, particularly valuable when cutting materials like ceramics, glass, and reinforced concrete that can produce hazardous dust. Additionally, using water enhances the quality of the cut, enabling smoother and more precise cuts, which is essential for delicate materials. The lubrication and cooling also extend the blade's lifespan by reducing wear on the diamond particles.
Wet cutting is ideal for materials such as ceramics, glass, stone, and certain metals, where both the quality of the cut and the control of dust are critical.
Dry Cutting with Diamond Band Saw Blades Dry cutting, which does not involve the use of water or coolant, offers simplicity and convenience, especially in environments where water use is impractical or when a quick setup is required. While dry cutting increases the amount of dust produced, it is sometimes necessary for situations where materials need to remain dry throughout the process, such as in certain types of stone or mineral cutting, or when cutting some types of composites. The absence of water means that the blade may heat up more quickly, which can lead to increased wear and tear; thus, choosing the right blade and ensuring proper blade speed and feed rates become even more important.
Dry cutting is useful in various manufacturing and processing environments where water could interfere with other processes or where the material properties require it.
Choosing Between Wet and Dry Cutting The decision to use wet or dry cutting with diamond band saw blades largely depends on the specific requirements of the material being cut, the setup of the cutting environment, and considerations around dust management and blade longevity. Wet cutting offers advantages in cooling, lubrication, and dust control, making it ideal for cutting harder materials where precision and finish are paramount. Dry cutting, while convenient, demands careful handling to maximize blade life and cut quality.
Diamond Band Saw Blades Bond Type
Diamond band saw blades are engineered with various bonding methods to secure the diamond grit to the blade, each offering unique benefits suitable for different applications. The most commonly used bonds are electroplated and brazed, while carbide band saw blades serve complementary purposes in various cutting scenarios.

Electroplated Diamond Band Saw Blades In electroplated blades, a single layer of diamond particles is bonded to the steel blade core using a nickel matrix through an electroplating process. This method ensures the diamonds are firmly fixed, providing precision in cutting and making these blades ideal for detailed work. Electroplated blades are typically more affordable due to the straightforwardness of their manufacturing process.
However, they tend to have a shorter lifespan because the diamonds are only held by a thin layer of metal and can wear out more quickly. Once the diamonds wear down, the blade either needs to be re-plated or replaced. Electroplated blades are particularly well-suited for cutting brittle materials like glass, ceramics, and certain stones where precision and minimal material stress are crucial


About Nickel Bond (Electroplated) Tools
Electroplated (nickel bond) diamond products usually have a single layer of diamonds, held by a tough durable nickel alloy. Nickel is frequently used as a base for plating diamond. Because of its excellent strength, toughness and flexibility during the plating process. Electroplated diamond products are able to retain their original shape and dimensions thought their working life. Unlike sintered (meal bond) or resin bond diamond products, where diamond particles are buried in bond and held together by metal or resin binder deep inside.
Electroplating allows diamond particles to protrude from the bond matrix, providing a free, faster cutting action with minimum heat generation.

Brazed Diamond Band Saw Blades Brazed blades feature diamond particles that are brazed onto the blade core using a special metal alloy, allowing for deeper embedding of the diamonds into the bond. This deep embedding enhances the durability and lifespan of the blades, making them suitable for cutting a broader range of tougher and more abrasive materials, such as reinforced concrete and metals. The brazing bond can also withstand higher temperatures, which enables prolonged cutting activities and minimizes diamond loss. While brazed blades are initially more costly, their extended durability and versatility often make them a more economical choice over time for heavy-duty applications.
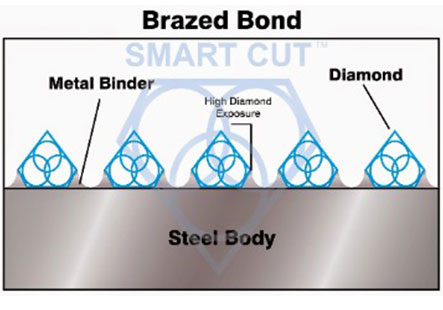
About Brazed Bond
Brazed Diamond Tools are produced using and process that creates a fusion between the diamonds and the metal bond. While they may appear similar to electroplated (nickel bond) diamond tools. They are produced utilizing completely different process. Brazed Bond Diamond Tools are produced inside vacuum oven at a high temperature, single layer of diamond crystal bonded to steel body with very high diamond exposure. Not only does it promote high diamond exposure, but it also eliminates the loss of diamond particles through pull-out. The diamond section will not strip or peel from the steel body. This translates into multiple benefits, including: aggressive tools that last longer, cut faster, run cooler and load less, providing increased productivity and part consistency.
Advantages of
Brazed Bond Diamond Tools
- Very fast & aggressive cutting speed
- Maximum diamond crystal exposure
- Ideal for hard to machine materials
- Strong retention of diamond grits
- Can be used at faster cutting speeds
- Can be used dry and tough environments
- Less Required Power
- Capability to Retain Form
- Minimizing & Often Eliminating Need for Dressing
- Ability to Strip and re-plate the tool (re-use)
- Lower Cost
Carbide Band Saw Blades Carbide band saw blades, made from tungsten carbide, are another essential tool in industrial cutting applications. Known for their extreme hardness and resistance to wear, these blades excel at cutting hard materials such as metals, hardwood, and certain composites. Carbide blades maintain their sharpness much longer than traditional blades, reducing the need for frequent replacements and making them particularly valuable in manufacturing and woodworking where high-volume cutting occurs. Despite their higher upfront cost, the long-term benefits of durability and efficiency often outweigh the initial investment, especially in professional settings.
When selecting the right type of blade—be it electroplated, brazed, or carbide—the decision should be based on the specific cutting needs including the material type, the required precision, and usage frequency. Electroplated and brazed diamond blades offer high-precision cutting and durability for specialized materials, while carbide blades are best suited for handling tougher, repetitive tasks.
Comparison table detailing the differences between electroplated, brazed diamond band saw blades, and carbide band saw blades,
|
Feature |
Electroplated Diamond Blade |
Brazed Diamond Blade |
Carbide Band Saw Blade |
|---|---|---|---|
|
Manufacturing Process |
Nickel matrix electroplating bonds a single layer of diamonds |
Diamonds are brazed onto the blade core using a metal alloy, embedding them deeply |
Made from tungsten carbide, often welded to a steel backing |
|
Initial Cost |
Lower due to simpler manufacturing process |
Higher due to complex brazing process and deeper diamond embedding |
Higher due to the cost of tungsten carbide and manufacturing process |
|
Durability |
Lower; diamonds can wear out quickly as they are only surface bonded |
Higher; deeply embedded diamonds and robust brazing increase lifespan |
Very high; carbide is extremely hard and resistant to wear |
|
Lifespan |
Shorter; requires re-plating or replacement once diamonds wear down |
Longer due to deeper diamond embedding and robust bond |
Longest; maintains sharpness for extended periods, reducing the need for replacements |
|
Heat Resistance |
Lower; more susceptible to heat damage affecting the nickel bond |
Higher; brazing withstands higher temperatures, allowing prolonged use |
Very high; carbide tolerates extreme temperatures, suitable for intense cutting operations |
|
Cut Quality |
Excellent for fine, precise cuts in brittle materials |
Good for a wide range of materials, balancing cut quality with durability |
Excellent for hard materials, though finish can vary depending on the tooth design |
|
Recommended Applications |
Best for cutting brittle materials like glass, ceramics, and certain stones |
Suited for harder, more abrasive materials like reinforced concrete and metals |
Ideal for cutting hard materials such as metals, hardwood, and composites |
|
Dust and Debris Management |
Effective with minimal debris; often used with water to prevent dust |
Can handle more debris; often used in tougher environments |
Effective at cutting without producing excessive debris; requires good extraction systems in dusty environments |
Diamond Band Saw Blade Application Guide
|
Material Type |
Work Height Range (Inches) |
Recommended Band Size |
Edge Configuration |
Band Speed (SFPM) |
KERF Loss (Inches) |
Coolant Use |
|---|---|---|---|---|---|---|
|
Quartz/Glass |
1-30+ |
1" x .020" to 1½" x .040" |
Continuous/Segmented |
2000-2500 |
0.040" to 0.075" |
Yes |
|
Silicon (Electronic) |
1-10+ |
1" x .020" to 1" x .035" |
Continuous |
1800-2200 |
0.040" to 0.072" |
Yes |
|
Silicon (Solar) |
1-12+ |
1" x .020" to 1¼" x .040" |
Continuous |
1800-2200 |
0.040" to 0.075" |
Yes |
|
Ceramic |
1-10+ |
1" x .020" to 1" x .035" |
Continuous |
1800-2200 |
0.040" to 0.072" |
No |
|
Carbide |
1-6 |
¾" x .020" to 1" x .020" |
Continuous |
1800-2200 |
0.035" to 0.040" |
No |
|
Granite |
1-12+ |
1" x .020" to 1¼" x .040" |
Continuous/Segmented |
1800-2200 |
0.055" to 0.075" |
Yes |
|
Marble |
1-18+ |
1" x .020" to 1½" x .040" |
Continuous/Segmented |
2000-2500 |
0.040" to 0.075" |
Yes |
|
Pyrex |
1-8+ |
1" x .020" to 1" x .035" |
Continuous |
1800-2200 |
0.040" to 0.072" |
Yes |
|
Masonry Materials |
1-8+ |
1" x .020" to 1" x .035" |
Continuous/Segmented |
1800-2200 |
0.040" to 0.072" |
Yes |
|
Carbon/Graphite |
1-40+ |
1" x .020" to 2" x .040" |
Segmented/Gulleted |
2000-2500 |
0.040" to 0.080" |
No |
|
Fiberglass FRP |
Any |
1" x .020" |
Gulleted |
2000-2500 |
0.040" |
No |
|
Glass Reinforced Rubber |
1-10+ |
1" x .020" to 1" x .035" |
Segmented/Gulleted |
2000-2500 |
0.040" to 0.072" |
No |
|
Fiberglass Laminate |
Any |
1" x .020" |
Gulleted |
2000-2500 |
0.040" |
No |
|
Transite |
Any |
1" x .020" |
Segmented |
2000-2500 |
0.040" |
No |
|
Wire Reinforced Rubber |
Any |
1" x .035" |
Continuous |
2000-2500 |
0.072" |
No |
|
Asbestos/Cement Pipe |
1-12+ DIA |
1" x .020" to 1" x .035" |
Segmented |
2000-2500 |
0.040" to 0.072" |
No |
| Friction Products |
Any |
1" x .035" |
Segmented |
2000-2500 |
0.072" |
No |
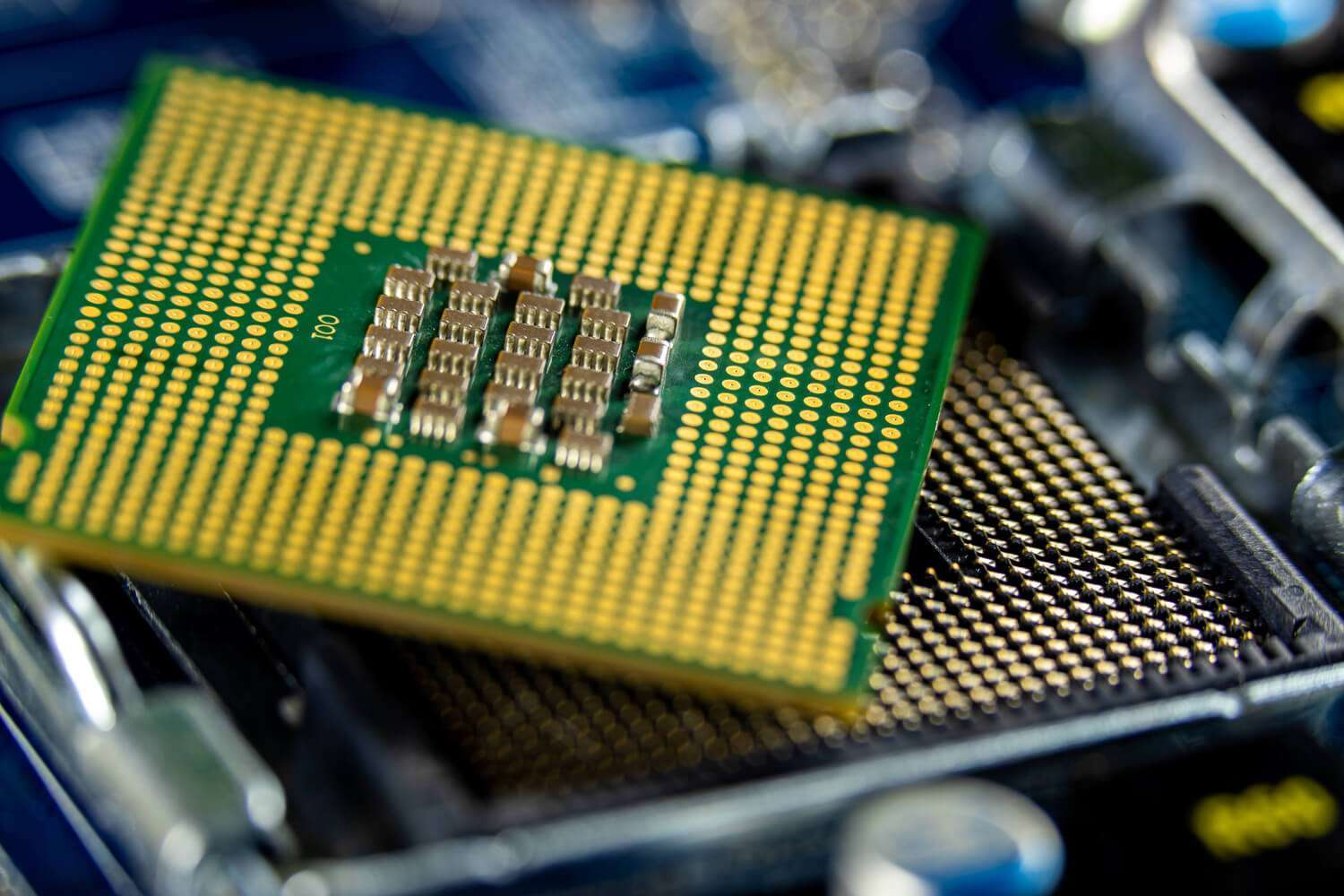
Cutting electronic-grade silicon
When using diamond band saw blades to cut electronic-grade silicon, selecting the correct blade specifications and adhering to a precise process are essential for achieving clean and accurate cuts. Silicon wafers used in electronics are delicate and require careful handling to prevent chipping, cracking, or surface damage.
The size of the blade typically ranges from 1" x .020" to 1" x .035" in width and thickness, depending on the thickness and size of the silicon wafer. Thinner blades are preferred for more delicate, precision cuts. A continuous rim is recommended for the edge configuration, as it provides smooth, uninterrupted cutting action, reducing chipping and producing a finer surface finish. This is especially critical for microelectronics and semiconductor applications where wafer integrity is paramount.

The recommended band speed for cutting silicon falls between 1800 and 2200 surface feet per minute (SFPM). This speed offers a balance between efficient cutting and minimizing heat generation, which helps prevent thermal damage to the silicon. The kerf loss during cutting varies from 0.040" to 0.072" depending on the blade thickness; a thinner blade results in a smaller kerf, minimizing material loss and allowing for more precise cuts. The diamond grit size is usually fine (100 - 200 mesh), suitable for achieving a smooth finish, with a high diamond concentration to enhance cutting efficiency and blade life while ensuring precision.

The cutting process begins with securing the silicon wafer properly to avoid any movement during cutting. It is essential to mount the wafer securely on a holder or backing plate to stabilize it and minimize vibrations that can cause chips or cracks. The use of a wet cutting process is crucial; coolant plays a key role in reducing heat buildup, preventing thermal damage, and flushing away debris from the cut. This not only extends blade life but also maintains a cleaner cutting edge.
Maintaining a controlled feed rate is important to avoid excessive pressure on the blade or wafer, which can cause overheating, increased kerf width, and damage to the silicon. A steady feed ensures that the diamond edge cuts effectively without overstraining the blade. Proper blade tensioning and alignment are also critical to achieve straight cuts; insufficient tension can lead to blade wandering, resulting in uneven cuts and possible wafer breakage. Correct alignment of the blade with the cut line improves accuracy and minimizes kerf loss.
Continuous lubrication with a water-based coolant not only controls heat but also aids in removing debris from the cutting zone, preventing blade clogging and reducing wear. This ensures a smoother cut and minimizes edge defects.
Cutting Silicon Wafers for Solar
When cutting silicon wafers for solar applications using diamond band saw blades, it is important to choose the correct blade specifications and follow a careful process to ensure clean, precise cuts. Solar-grade silicon wafers, though not as fragile as those used in electronics, still require controlled cutting to maintain their structural integrity and maximize material yield.
The appropriate blade size typically ranges from 1" x .020" to 1¼" x .040" in width and thickness. The choice of blade size depends on the wafer's thickness and the precision needed. A continuous rim blade is recommended for these applications because it provides a smooth, even cut that minimizes chipping and surface roughness, crucial for maintaining the wafer's efficiency in solar cell production.
The optimal band speed for cutting solar-grade silicon is between 1800 and 2200 surface feet per minute (SFPM). This speed range ensures efficient cutting while preventing excessive heat buildup, which could lead to microcracks or surface damage. The kerf loss—essentially the width of the cut and the amount of material lost during cutting—varies from 0.040" to 0.075" depending on the blade's thickness. Using a thinner blade reduces kerf loss and conserves more silicon material, which is particularly beneficial when maximizing yield is critical for cost-efficiency.
Fine diamond grit, typically in the range of 100 to 200 mesh, is preferred for cutting solar-grade silicon. A higher diamond concentration on the blade enhances the cutting efficiency and durability, providing smooth, clean edges without causing excessive surface damage to the wafer.
The cutting process begins by securely mounting the silicon wafer to prevent movement or vibrations, which can lead to edge chipping or breaking during the cut. A wet cutting process is essential for solar silicon, where a water-based coolant is used to manage the heat generated during cutting. The coolant also acts as a lubricant and helps flush out debris, keeping the cut clean and preserving blade life. Proper lubrication prevents overheating, reduces stress on the silicon wafer, and helps achieve a smooth finish.
A consistent and controlled feed rate is important to ensure that the diamond edge of the blade cuts through the silicon efficiently without excessive force that could lead to cracking or blade wear. Maintaining a slower and steady feed rate allows for an even cut and reduces the likelihood of material stress. Proper tensioning of the blade is also crucial; adequate tension prevents the blade from wandering and ensures a straight cut line, improving the overall quality of the cut.
Additionally, continuous lubrication with a coolant keeps the cutting surface free of dust and debris. This is not only important for maintaining a clean cut but also extends the life of the blade by reducing friction and wear on the diamond coating.
Cutting Ceramic
When cutting ceramics with diamond band saw blades, selecting the correct blade specifications and following a controlled cutting process is essential to achieve precise cuts while maintaining the integrity of the material. Ceramics are typically hard, brittle materials that require careful handling to avoid chipping, cracking, or breaking during the cutting process.
The recommended blade size for cutting ceramics ranges from 1" x .020" to 1" x .035" in width and thickness. The size depends on the thickness and density of the ceramic piece. A continuous rim blade is preferred due to its ability to provide a smooth and consistent cut, minimizing edge chipping and delivering a clean finish. The uninterrupted edge of the continuous rim blade allows for better control and precision when cutting through dense or delicate ceramics.
The optimal band speed for ceramic cutting is between 1800 and 2200 surface feet per minute (SFPM). This speed range is chosen to ensure effective cutting without generating excessive heat, which could lead to thermal damage or microcracks in the ceramic. The kerf loss, or the material removed during the cut, varies from 0.040" to 0.072" based on the thickness of the blade. Thinner blades produce a narrower kerf, minimizing material loss and maintaining the dimensional accuracy of the ceramic workpiece.
For ceramic cutting, fine diamond grit sizes, usually in the 60 to 120 mesh range, are recommended. This finer grit helps achieve a smoother surface finish on the ceramic material. Since ceramics are highly abrasive, a high diamond concentration on the blade is necessary to maintain cutting efficiency and prolong the blade's lifespan, ensuring consistent performance throughout the cutting process.
The cutting process for ceramics starts by securely clamping or mounting the ceramic piece to prevent any movement during the cut. Due to the hardness and brittleness of ceramics, stability is critical to avoid cracks or chips along the cut line. Interestingly, dry cutting is commonly used for ceramics, as these materials often do not tolerate moisture well, and dry cutting also eliminates the need for coolant setup. However, dry cutting requires a slower, controlled feed rate to avoid overheating the blade and material, ensuring a smooth and controlled cut.
Maintaining the proper feed rate is crucial for ceramics to prevent excessive force on the blade and material, which could result in chipping or blade wear. A slow and steady feed rate enables the diamonds to grind through the ceramic effectively without causing undue stress. Blade tensioning and alignment are also vital to achieving a straight and accurate cut. Adequate tension prevents the blade from wandering, ensuring a consistent cut line.
Despite the absence of coolant, ensuring proper ventilation and dust extraction during dry cutting is important. Ceramics produce fine dust during cutting, which can affect visibility and blade performance, so maintaining a clean cutting area will help improve cut quality and extend blade life.
Cutting Carbide
For cutting carbide with diamond band saw blades, using a coarser diamond grit size is essential due to the hardness of the material. The appropriate grit size typically ranges from 60/80 to 100 mesh. Coarser grit is necessary to effectively grind through the dense structure of carbide, providing the cutting power needed to break down the material efficiently while managing heat buildup and wear on the blade.
The recommended blade size for cutting carbide is between ¾" x .020" to 1" x .025". The choice of edge configuration—whether continuous or segmented—depends on the specific application. A continuous rim blade is suitable for achieving a smoother cut, while a segmented rim can assist with debris removal and cooling, particularly for thicker or larger carbide workpieces.
The optimal band speed is between 1800 to 2200 surface feet per minute (SFPM). This speed strikes a balance between efficient cutting and heat management, preventing potential thermal damage or material cracking during the process.
Cutting carbide can be done either dry or wet, though wet cutting is often preferred. Using a coolant helps extend blade life and maintain the quality of the cut by reducing heat and flushing away debris. However, dry cutting is feasible for smaller cuts or where coolant setup is impractical.
The kerf loss generally ranges from 0.035" to 0.040", depending on the blade thickness. It's important to maintain a controlled feed rate when cutting carbide, applying slow and steady pressure. This approach ensures the diamonds grind through the carbide effectively without overloading the blade and results in a clean, efficient cut. Using a coarse diamond grit size in the 60/80 to 100 mesh range facilitates the aggressive cutting action required for carbide while preserving blade life and ensuring a high-quality finish.
Cutting Granite
When cutting granite with diamond band saw blades, selecting the right grit size, blade specifications, and following the proper cutting process is crucial due to the hardness and abrasiveness of the material. A coarser diamond grit size, typically in the range of 40/50 to 60/80 mesh, is optimal for efficiently cutting through granite. The larger diamond particles effectively grind through the hard and abrasive stone, ensuring a faster cut while maintaining blade longevity.
The recommended blade size for cutting granite generally ranges from 1" x .020" to 1¼" x .040" in width and thickness. The appropriate blade size depends on the granite's thickness and the precision required for the cut.

Edge configurations for granite cutting are either continuous or segmented. A continuous rim blade provides smoother cuts and is preferred when a finer surface finish is necessary, while a segmented blade helps in clearing debris and enhancing cooling, making it more effective for thicker or tougher cuts in granite.
The ideal band speed is between 1800 to 2200 surface feet per minute (SFPM), which provides a good balance between cutting speed and control of heat generation. This speed range helps ensure efficient cutting without causing excessive wear to the blade or potential cracking in the granite.
Using wet cutting is highly recommended when working with granite. Coolant plays a vital role in reducing heat buildup, which is particularly important as granite tends to generate a lot of friction during the cutting process. The coolant also assists in flushing out debris, maintaining a clean cut, and prolonging the blade's life by reducing wear on the diamond coating.
The kerf loss for cutting granite is typically between 0.055" to 0.075", depending on the thickness of the blade. A consistent and controlled feed rate is essential to ensure that the diamond blade grinds through the granite effectively. Applying steady pressure without forcing the blade allows for an even cut, reduces chipping, and helps prevent damage to both the blade and the granite workpiece.
Cutting Marble
When cutting marble with diamond band saw blades, it is important to choose the right grit size, blade specifications, and follow a precise cutting process due to the material's hardness and potential for chipping. A coarser diamond grit size, typically in the range of 60/80 to 100 mesh, is ideal for efficiently slicing through marble. The larger diamond particles allow for effective grinding, producing smoother cuts while ensuring that the blade lasts longer under the stress of cutting the stone.
The blade size recommended for marble cutting generally ranges from 1" x .020" to 1½" x .040" in width and thickness, depending on the thickness of the marble slab. Continuous rim or segmented edge configurations are both suitable, depending on the desired finish and the nature of the cut.

A continuous rim blade is preferable for achieving a finer, chip-free finish, while a segmented blade enhances debris removal and cooling, making it more suitable for thicker or larger pieces of marble that require faster cutting.
The optimal band speed for cutting marble is between 2000 to 2500 surface feet per minute (SFPM). This speed range allows for efficient cutting while maintaining control over heat buildup and minimizing the risk of thermal damage or breakage of the marble.
Wet cutting is strongly recommended for marble. Using a water-based coolant helps reduce friction and heat during the cutting process, which is crucial in preserving the structural integrity of the marble. The coolant also aids in flushing away debris from the cutting zone, helping to prevent blade clogging, reduce wear, and achieve cleaner, smoother edges.
The kerf loss for marble cutting usually ranges between 0.040" to 0.075", depending on the thickness of the blade. A controlled, steady feed rate is essential to achieve a clean cut; applying consistent pressure without forcing the blade allows the diamond grit to grind through the marble efficiently. A slower feed ensures that the blade does not overheat and minimizes the chances of chipping or cracking the marble, resulting in a high-quality cut.
Cutting Pyrex
When cutting Pyrex with diamond band saw blades, selecting the right grit size, blade specifications, and following a precise cutting process is crucial due to the material's brittleness and the need to maintain clean, chip-free edges. A medium-fine diamond grit size, typically in the range of 100 to 200 mesh, is optimal for efficiently cutting through Pyrex. This range of grit balances aggressive cutting power with the need to produce a smooth finish on the glass-like material.
The recommended blade size for cutting Pyrex generally ranges from 1" x .020" to 1" x .035" in width and thickness. The appropriate size depends on the thickness of the Pyrex being cut. A continuous rim blade is preferred for cutting Pyrex because it provides smooth, uninterrupted contact with the material, reducing the risk of chipping and producing a finer surface finish, which is especially important when working with a delicate glass material like Pyrex.

The ideal band speed is between 1800 to 2200 surface feet per minute (SFPM). This speed range ensures efficient cutting while minimizing heat buildup, which is crucial for preventing thermal stress and cracks in the Pyrex. The goal is to balance speed and precision without compromising the integrity of the material.
Wet cutting is highly recommended when working with Pyrex. A coolant, usually water-based, plays a vital role in reducing friction and heat during the cutting process, which prevents thermal damage, cracking, or breakage. The coolant also helps flush away fine glass particles from the cutting zone, which keeps the blade sharp, reduces wear, and maintains a clean and smooth cut edge.
The kerf loss when cutting Pyrex typically ranges between 0.040" to 0.072", depending on the blade thickness. A thin kerf is beneficial for minimizing material waste and achieving precise cuts. It is important to maintain a controlled and consistent feed rate while cutting Pyrex; applying gentle and steady pressure allows the diamond grit to grind through the material without overloading the blade or causing undue stress on the Pyrex, which could lead to chips or fractures.
Cutting Masonry Materials
When cutting masonry materials with diamond band saw blades, it is essential to use the correct blade specifications and cutting process due to the diverse and abrasive nature of these materials, which can include concrete, brick, tile, and stone. A coarser diamond grit size, typically in the range of 40/50 to 60/80 mesh, is most suitable for efficiently cutting through masonry. The larger diamond particles in this grit size allow for aggressive cutting action, which is necessary to grind through the tough, abrasive surfaces found in masonry materials.
The recommended blade size for masonry cutting ranges from 1" x .020" to 1" x .035" in width and thickness, depending on the size and density of the material. Both continuous rim and segmented rim blades are commonly used. Continuous rim blades provide smoother cuts and are ideal when a cleaner finish is required, while segmented rim blades are preferred for thicker or tougher materials as they facilitate better cooling and debris removal.

The optimal band speed for cutting masonry materials is between 1800 to 2200 surface feet per minute (SFPM). This speed range balances effective cutting with temperature control to prevent blade wear and damage to the material.
Wet cutting is strongly recommended when working with masonry materials. A water-based coolant significantly reduces heat generated during cutting and helps flush out the abrasive particles produced by grinding these materials. This cooling not only extends the blade’s life by reducing friction and wear but also helps to prevent heat-related cracking or damage to the masonry surface.
The kerf loss for cutting masonry typically ranges from 0.040" to 0.072", depending on the blade thickness. Maintaining a consistent and controlled feed rate is crucial; applying steady pressure allows the diamond edge to cut effectively without causing excessive stress on either the blade or the material. Given the hardness and abrasiveness of masonry, a slower feed rate prevents overloading the blade, minimizing wear, and ensuring a straight, clean cut.
cutting carbon and graphite
When cutting carbon and graphite materials with diamond band saw blades, it is crucial to select the proper blade specifications and follow a precise process due to the material's abrasive nature and potential for chipping. A coarser diamond grit size, typically in the range of 60/80 to 100 mesh, is most effective for cutting carbon and graphite. This coarser grit allows for efficient material removal while minimizing wear on the blade and achieving a balanced cut.
The recommended blade size ranges from 1" x .020" to 2" x .040" in width and thickness, with the appropriate size depending on the thickness and density of the carbon or graphite piece.

For edge configuration, segmented or gulleted rim blades are generally preferred. These configurations facilitate better cooling and provide effective debris removal, which is essential when working with carbon or graphite due to the material’s tendency to generate a large amount of fine dust.
The optimal band speed for cutting carbon and graphite is between 2000 to 2500 surface feet per minute (SFPM). This higher speed range ensures that the cutting process is efficient, minimizing the risk of blade overheating and material damage while allowing for a smooth cut.
Dry cutting is generally preferred for carbon and graphite materials because they do not require water-based coolants for temperature control. This makes the cutting process simpler and more convenient. However, dust control is crucial, as carbon and graphite produce a significant amount of fine, powdery debris. Proper ventilation and dust extraction systems are recommended to keep the work area clean and prevent dust from clogging the blade, which could reduce cutting efficiency and blade life.
The kerf loss typically ranges between 0.040" to 0.080", depending on the blade’s thickness. Since carbon and graphite can be both hard and brittle, a steady and controlled feed rate is important to prevent chipping or fracturing the material. Applying consistent pressure without forcing the blade ensures that the diamond particles grind through the material effectively without causing blade damage or compromising the cut quality.
cutting Fiberglass FRP (Fiber Reinforced Plastic)
When cutting Fiberglass FRP (Fiber Reinforced Plastic) with diamond band saw blades, it's essential to choose the right blade specifications and cutting process due to the composite nature of the material and its abrasiveness. A coarser diamond grit size, typically in the range of 40/50 to 60/80 mesh, is recommended. The coarser grit helps cut through the tough fibers and resin effectively, minimizing wear on the blade and ensuring a quick and efficient cut.
For blade size, a standard recommendation is 1" x .020" in width and thickness, which provides a balance between precision and durability for cutting through the composite layers of fiberglass. A gulleted edge configuration is particularly well-suited for cutting Fiberglass FRP. The gulleted design helps in clearing debris from the cutting zone, reducing heat buildup, and minimizing the risk of the blade binding or clogging due to the material’s fibrous composition.

The optimal band speed for cutting Fiberglass FRP is between 2000 to 2500 surface feet per minute (SFPM). This speed provides an efficient balance, allowing for fast cutting while managing heat and reducing blade wear.
Dry cutting is typically used for Fiberglass FRP because it is often practical and effective for composite materials. However, dust control is a crucial consideration, as cutting Fiberglass FRP produces a significant amount of fine, abrasive dust that can clog the blade and hinder performance. Implementing a proper dust extraction system or ensuring sufficient ventilation is important to maintain a clean cutting area and prolong the blade's life.
The kerf loss when cutting Fiberglass FRP is typically around 0.040". To achieve a clean and smooth cut, maintaining a consistent feed rate is essential. Applying steady, gentle pressure without forcing the blade allows the diamond grit to cut through the fibrous material effectively, reducing the risk of delamination, chipping, or blade damage. A slow and controlled feed also helps achieve a smoother finish, which is often necessary in applications requiring precise cut edges.
cutting Fiberglass Laminate
When cutting Fiberglass Laminate with diamond band saw blades, it is crucial to use the right blade specifications and cutting process to handle the abrasive and layered structure of this composite material effectively. A coarser diamond grit size, typically ranging from 40/50 to 60/80 mesh, is ideal for efficiently cutting through the glass fibers and resin layers in the laminate. This coarser grit helps ensure an aggressive cut while minimizing excessive wear on the blade and preventing edge chipping or delamination.
The recommended blade size for cutting Fiberglass Laminate is usually 1" x .020" in width and thickness. This size provides a balance between control and durability, allowing for precise cuts in the laminate layers. A gulleted edge configuration is preferred for this application as it enhances debris removal and helps maintain a clean cutting surface. The gullets between the blade segments allow for better cooling and minimize the buildup of dust and material that could affect the quality of the cut.
The optimal band speed for cutting Fiberglass Laminate is between 2000 to 2500 surface feet per minute (SFPM). This speed range facilitates efficient cutting while minimizing heat generation, which is essential to prevent softening or melting of the resin and damage to the glass fibers.
Dry cutting is generally the preferred approach for Fiberglass Laminate since the material does not require coolant to manage heat, and introducing liquids can interfere with the integrity of the laminate layers. However, it is vital to have appropriate dust extraction systems in place, as cutting the laminate produces a significant amount of fine, abrasive particles. Effective dust control will improve blade life, visibility, and safety, as well as keep the work area clean.
The kerf loss when cutting Fiberglass Laminate is typically around 0.040", depending on the thickness of the blade. A consistent and controlled feed rate is essential to ensure smooth, clean cuts without damaging the laminate structure. Applying steady pressure allows the diamonds on the blade to effectively grind through the layers of fiberglass and resin without causing overheating, excessive blade wear, or damage to the material, which could lead to rough edges or delamination.
cutting Quartz/Glass
Both continuous rim and segmented edge configurations can be used, with continuous rims being ideal for achieving the smoothest, chip-free cuts, while segmented blades may be used for faster cutting when debris clearance and cooling are more important.When cutting Quartz or Glass with diamond band saw blades, it is important to use the correct blade specifications and cutting process to achieve precise, clean cuts on these brittle and delicate materials. The diamond grit size for cutting Quartz or Glass typically ranges from 100 to 200 mesh, which is a fine grit. This allows for a smoother finish and helps to minimize chipping or cracking along the cut edges, which is essential for maintaining the material's integrity.
The recommended blade size for Quartz or Glass cutting ranges from 1" x .020" to 1½" x .040" in width and thickness, depending on the thickness of the material being cut. The blade size should be selected based on the specific dimensions and precision required for the cut.

Both continuous rim and segmented edge configurations can be used, with continuous rims being ideal for achieving the smoothest, chip-free cuts, while segmented blades may be used for faster cutting when debris clearance and cooling are more important.
The optimal band speed for cutting Quartz or Glass is between 2000 to 2500 surface feet per minute (SFPM). This speed ensures efficient cutting while controlling heat buildup, which is critical for preventing thermal stress or breakage in the material.
A wet cutting process is strongly recommended when working with Quartz or Glass. Using a water-based coolant is essential for reducing friction and heat during the cutting process, which helps prevent cracking and damage to the material. The coolant also flushes away fine particles and glass dust from the cutting area, keeping the blade clean and maintaining a sharp, effective cutting edge. Additionally, the coolant acts as a lubricant, further improving cut quality.
The kerf loss typically ranges from 0.040" to 0.075", depending on the blade thickness. A thin kerf is preferred for Quartz or Glass to reduce material waste and achieve highly precise cuts. Maintaining a steady and controlled feed rate is vital to achieving smooth, clean edges; too much pressure can result in chipping or cracking, while too slow a feed can cause overheating. A balanced feed rate allows the diamond grit to effectively grind through the material without compromising cut quality.
cutting Wire Reinforced Rubber
For cutting Wire Reinforced Rubber, the diamond grit size should typically be in the 30/40 to 50 mesh range. This coarser grit is necessary due to the toughness of both the rubber matrix and the embedded metal wires. The larger diamond particles effectively grind through the dense and elastic rubber while cutting through the wire reinforcement without excessive wear on the blade.
The recommended blade size for Wire Reinforced Rubber is around 1" x .035" in width and thickness to offer the necessary durability and strength for cutting both the rubber and metal wires. A continuous rim blade is suitable to maintain a steady cut through the material, providing a balance between cutting efficiency and control, helping prevent the fraying or snagging that can occur with composite materials like wire-reinforced rubber.
The optimal band speed remains between 2000 to 2500 surface feet per minute (SFPM). This speed range provides enough power to cut through the tough layers without causing excessive heat buildup, which could damage the rubber or the blade.
Dry cutting is generally preferred for Wire Reinforced Rubber, as adding coolant might affect the rubber matrix. However, due to the high amount of debris generated from cutting both rubber and wire, proper dust and chip extraction is crucial. A dust extraction system helps maintain the cutting quality and prevents premature blade wear due to the accumulation of rubber particles and metal fragments.
The kerf loss is usually around 0.072" or slightly wider, given the need to cut through both layers of rubber and wire. A steady, controlled feed rate is essential, as too fast a feed can cause the blade to catch or snag on the wire reinforcement, leading to potential blade damage or uneven cuts. By keeping a consistent pressure, the diamond grit is allowed to grind through the wire and rubber smoothly, minimizing the risk of damaging the material or blade.
When cutting friction products
When cutting friction products (such as brake pads, clutch materials, or other friction-based composites) with diamond band saw blades, it’s essential to use a coarser grit size to effectively cut through the dense and abrasive materials typically found in these products. The diamond grit size should generally be in the range of 30/40 to 60 mesh. This coarser grit is necessary to cut through the composite materials, which may include fibers, resins, ceramics, and other hard fillers, without excessively wearing down the blade.
The recommended blade size for friction products is usually around 1" x .035" in width and thickness. This provides sufficient strength and durability to handle the toughness and abrasiveness of friction materials.

A segmented edge configuration is often preferred for this application. The segmented design helps manage heat buildup, aids in debris removal, and ensures efficient cutting through the dense composite structure without causing excessive wear on the blade.
The ideal band speed for cutting friction products is between 2000 to 2500 surface feet per minute (SFPM). This speed range allows for efficient cutting while minimizing heat generation, which is crucial because friction products often contain resins and other materials that can soften or burn under high heat.
Dry cutting is generally recommended for friction products. Since these materials can contain resins, fibers, and fillers that do not react well with water or coolants, dry cutting simplifies the process and avoids any adverse reactions. However, the cutting process produces a significant amount of fine, abrasive dust that can clog the blade and hinder performance. Using proper dust extraction and ventilation is critical to maintain a clean cutting environment, improve blade efficiency, and ensure safety during the cutting process.
The kerf loss when cutting friction products typically ranges around 0.072". This kerf width is sufficient for the material thickness and helps ensure precise cuts without excessive material loss. Maintaining a steady and controlled feed rate is vital, as pushing the blade too quickly through the material can lead to snagging, uneven cuts, and premature blade wear. A consistent pressure allows the diamond particles to grind through the composite materials effectively, ensuring a clean, accurate cut.
Selecting the Right Diamond Band Saw Machine for your Application

When selecting a diamond band saw blade for specific applications, the choice of the band saw machine is critical in determining the appropriate specifications of the blade.
The power output and torque of the band saw machine influence the selection of the blade, especially regarding the blade's thickness and width. Machines with higher power and torque can accommodate thicker and wider blades, essential for cutting tougher and denser materials, whereas machines with lower power may require thinner blades to reduce the load and prevent motor strain.
The diameter of the wheels on the band saw machine affects the blade length and potentially its thickness. Larger wheels allow for longer blades, which are beneficial for continuous cutting operations, reducing the frequency of blade changes. The curvature imposed on the blade by the wheel also demands that the blade material and design be flexible enough to withstand bending without cracking.
The speed at which the band saw operates directly impacts the choice of diamond grit size and concentration on the blade. Higher speeds typically require harder and more robust diamond grits to withstand the increased friction and heat generated during cutting. The bond hardness of the blade also needs to be optimized to ensure an adequate lifespan and cutting efficiency at the given speed.
The design and quality of blade guides on the band saw machine influence the blade's specifications, particularly in terms of width and thickness. Better guide systems can support wider and thicker blades by stabilizing them during the cutting process, reducing blade deflection and ensuring more precise cuts. Poor guide systems might limit the blade choice to narrower and more flexible options to mitigate inaccuracies.
The overall strength and construction of the band saw frame determine how much cutting force the machine can handle. A robust frame allows for the use of heavy-duty diamond band saw blades capable of enduring greater cutting forces, essential for deep cuts and hard materials. A less sturdy frame might necessitate the use of lighter blades to avoid excessive vibrations and potential machine damage.
The efficiency and type of coolant system on the band saw machine can influence blade life and performance. Adequate cooling is essential to prevent overheating and premature wear of the diamond blade. Blades designed for wet cutting need a machine equipped with a compatible coolant system that can deliver fluid to the blade consistently during operation.














