




















































-
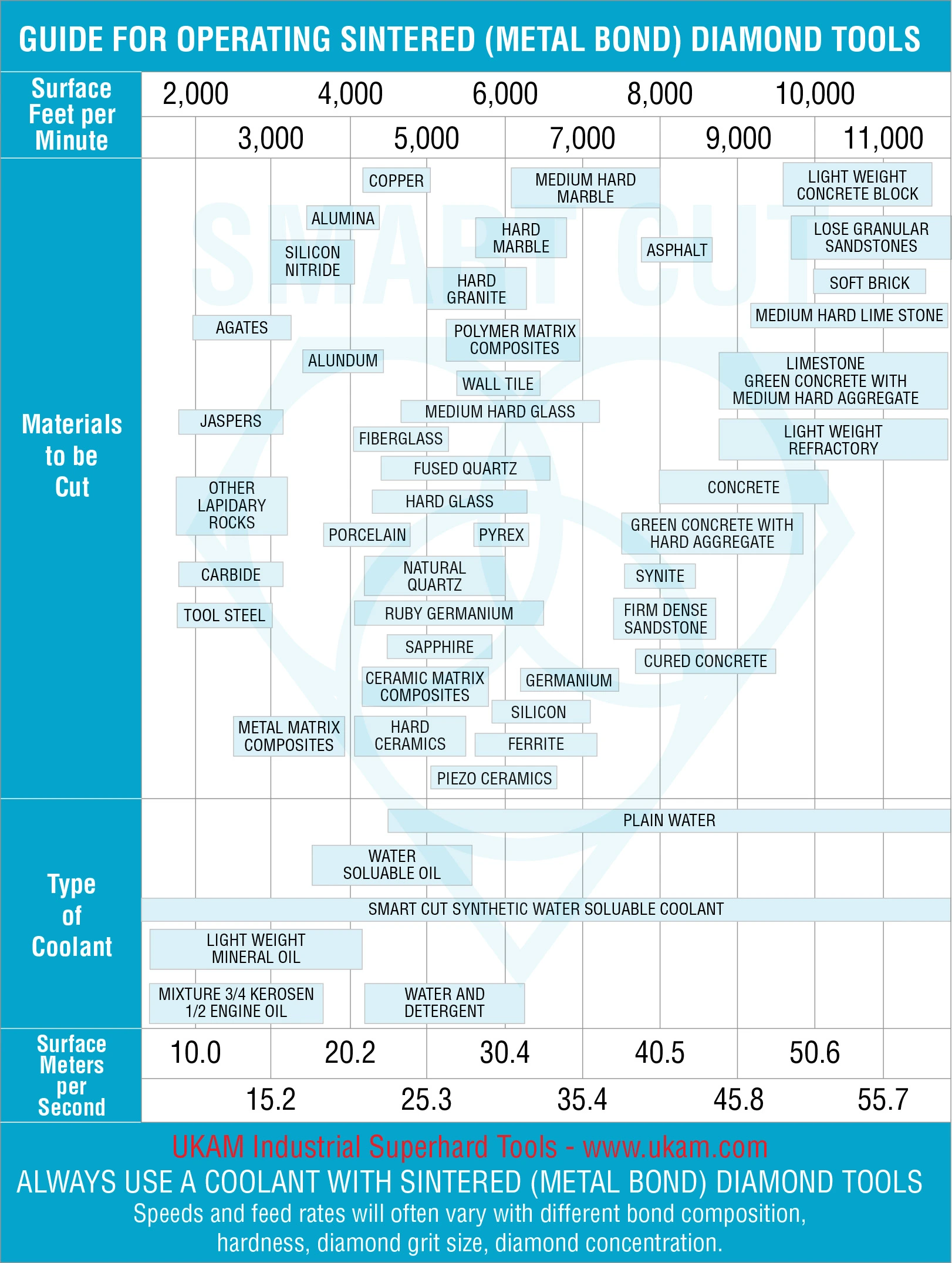
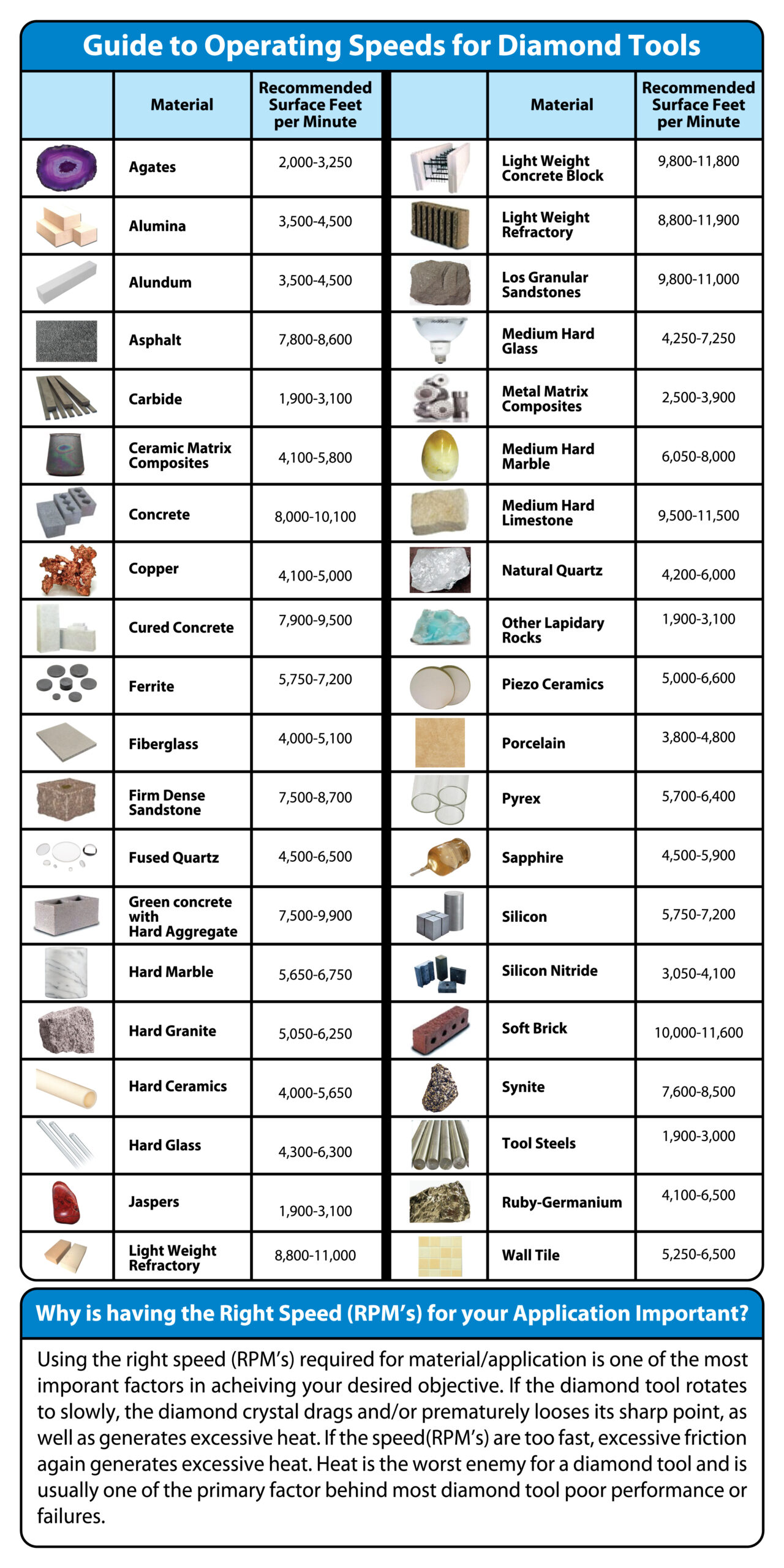
 Cutting Speed is expressed in surface feet per minute (SFM) or meters per minute (MPM)
Cutting Speed is expressed in surface feet per minute (SFM) or meters per minute (MPM) -
Diameter is the diameter of the tool or workpiece in inches or millimeters.

-
Stainless Steel: This metal has a high hardness and is prone to work hardening. Slower RPMs are required to prevent overheating and rapid tool wear. Cutting speeds between 50 to 200 SFM are ideal, which translates to lower RPMs, depending on the tool diameter.
-
Titanium: Known for its high strength and low thermal conductivity, titanium requires slower RPMs to prevent thermal damage. Optimal cutting speeds range between 50 to 150 SFM.
-
Hardened Steel: This category includes tool steels and case-hardened materials. Lower RPMs are necessary, with cutting speeds typically between 30 to 100 SFM to maintain tool life and surface quality.
-
Aluminum: This lightweight and ductile metal allows for higher RPMs. Cutting speeds between 200 to 1,000 SFM are common, facilitating efficient material removal and smooth surface finishes.
-
Copper: Similar to aluminum, copper is soft and ductile but tends to adhere to cutting tools. RPMs should be moderate, with cutting speeds between 100 to 500 SFM to balance material removal and tool wear.
-
Brass: Brass is softer and easier to machine than most metals, with cutting speeds typically between 200 to 800 SFM. Higher RPMs can be used, but care must be taken to avoid excessive heat buildup.
-
Aluminum: This common engineering ceramic is extremely hard and requires low RPMs to avoid cracking. Cutting speeds should generally be between 50 to 300 SFM.
-
Silicon Carbide: Known for its extreme hardness, silicon carbide requires careful handling. Optimal cutting speeds are typically between 50 to 200 SFM to minimize thermal stress and tool wear.
-
Zirconia: This tough ceramic is often used in high-wear applications. Lower RPMs, with cutting speeds between 50 to 150 SFM, are recommended to prevent surface damage and chipping.
-
Porcelain: Used in tiles and sanitary ware, porcelain requires low RPMs for cutting or drilling. Cutting speeds between 50 to 200 SFM are ideal for clean, precise results.
-
Earthenware: This porous ceramic is relatively easy to machine but can crack easily. Lower RPMs, with cutting speeds between 50 to 100 SFM, are recommended for safe machining.

-
Carbon Fiber Reinforced Polymer (CFRP): This lightweight composite requires balanced RPMs to avoid delamination. Cutting speeds typically range between 100 to 500 SFM for efficient machining.
-
Fiberglass: This versatile material is also prone to delamination. Optimal cutting speeds are between 100 to 400 SFM, with moderate RPMs to prevent fiber damage.
-
Laminated Glass: This safety glass requires lower RPMs for cutting. Cutting speeds between 50 to 150 SFM are recommended to prevent edge cracking and maintain clarity.
-
Metal-Polymer Laminates: These materials require moderate RPMs to balance the properties of both constituents. Cutting speeds between 100 to 300 SFM are ideal for clean cuts and minimal delamination.


-
BK7: This common optical glass requires very low RPMs for precision cutting. Cutting speeds typically range between 50 to 200 SFM for smooth, defect-free edges.
-
Fused Silica: This highly pure glass is challenging to machine due to its hardness and brittleness. Lower RPMs, with cutting speeds between 50 to 150 SFM, are recommended to prevent cracking.
-
Soda-Lime Glass: This common glass is easier to machine but still prone to chipping. Optimal cutting speeds are typically between 100 to 300 SFM, with moderate RPMs to balance cutting efficiency and edge quality.
-
Borosilicate Glass: Known for its thermal resistance, borosilicate glass requires careful handling during machining. Lower RPMs, with cutting speeds between 50 to 200 SFM, are recommended for safe and precise cutting.


-
Diamond: Being the hardest material, diamond requires slower RPMs to prevent thermal damage and achieve a high-quality polish. Cutting speeds typically range between 50 to 300 SFM, depending on the specific operation and tool geometry.
-
Ruby and Sapphire: These corundum minerals are also very hard and benefit from lower RPMs. Optimal cutting speeds are usually between 50 to 200 SFM for precision cutting and polishing.
-
Quartz: Quartz is commonly used in lapidary work and requires moderate RPMs to prevent chipping and achieve a smooth finish. Cutting speeds generally range from 100 to 400 SFM.
-
Agate: This banded form of chalcedony is relatively hard but brittle, necessitating lower RPMs for safe cutting and shaping. Cutting speeds between 50 to 300 SFM are ideal for controlled machining.

-
Granite: Granite is hard and durable, often used for countertops and monuments. Lower RPMs are necessary to prevent cracking and chipping, with cutting speeds typically between 50 to 300 SFM.
-
Marble: Marble is softer and more brittle, requiring lower RPMs to avoid thermal damage and achieve a high-quality finish. Cutting speeds generally range from 50 to 200 SFM.
-
Slate: Slate is a fine-grained, layered stone that benefits from moderate RPMs for cutting and shaping. Optimal cutting speeds are typically between 100 to 400 SFM.
-
Limestone: Limestone is relatively soft and easy to machine but can chip easily. Lower RPMs, with cutting speeds between 50 to 150 SFM, are recommended for clean cuts and smooth surfaces.
-
Acrylic: Acrylic is a transparent plastic that benefits from moderate RPMs for clean cuts and polished edges. Cutting speeds between 200 to 1,000 SFM are typically recommended, depending on the desired surface finish.
-
Polycarbonate: This strong and impact-resistant plastic can be machined at higher RPMs, with cutting speeds generally between 300 to 1,500 SFM for efficient material removal.
-
Polyethylene: Polyethylene is soft and prone to melting, requiring lower RPMs to prevent thermal damage and achieve smooth surfaces. Optimal cutting speeds are typically between 100 to 500 SFM.











-
Wet Cutting: Using coolants allows for higher RPMs as it helps dissipate heat.
-
Dry Cutting: Lower RPMs are necessary to prevent overheating in dry cutting conditions.
-
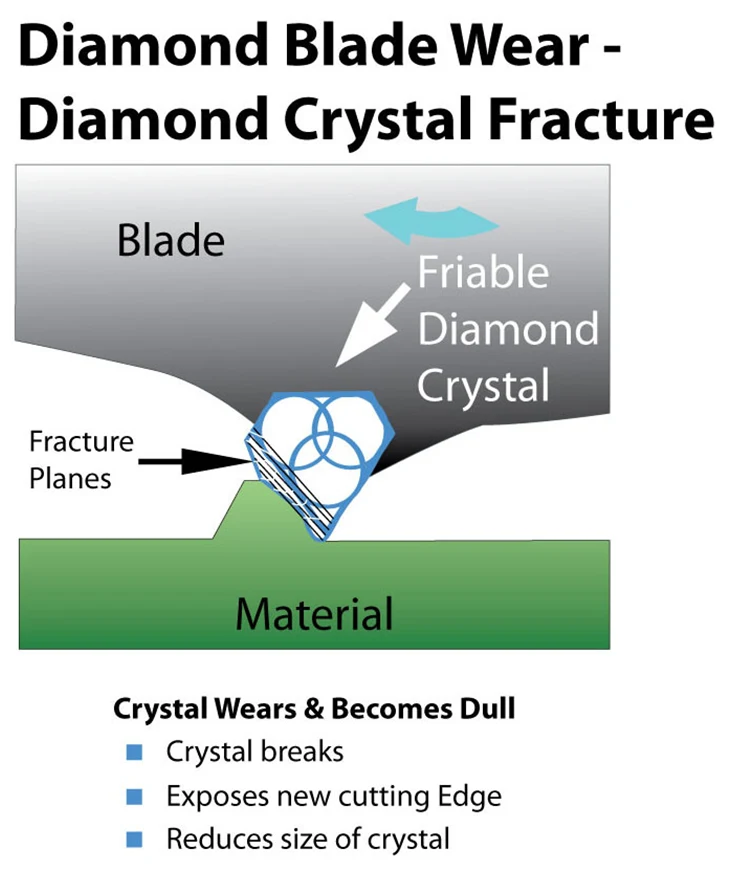
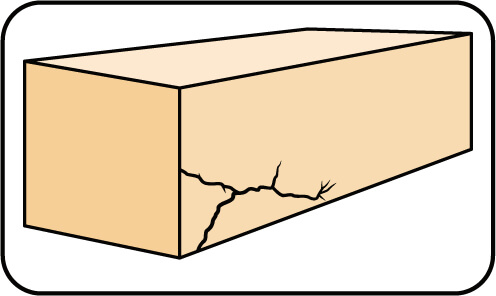
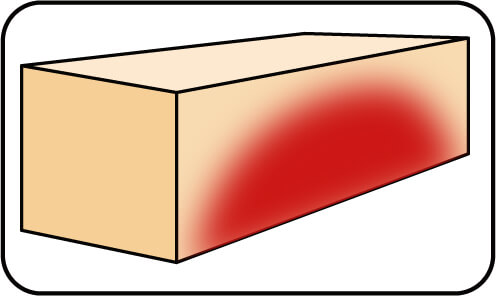
Diamond Degradation: Excessive heat can cause the diamond particles to soften, fracture, or even vaporize. This degradation reduces the tool's cutting effectiveness and shortens its lifespan. In applications such as grinding or high-speed cutting, managing RPM to control heat is crucial for maintaining diamond integrity.
-
Bond Failure: The bond holding the diamond particles in place is also susceptible to thermal damage. High temperatures can weaken the bond, causing the diamonds to dislodge or the tool to lose its structural integrity. Bond failure is particularly problematic in tools with resin or vitrified bonds, which are more sensitive to thermal stress.
-
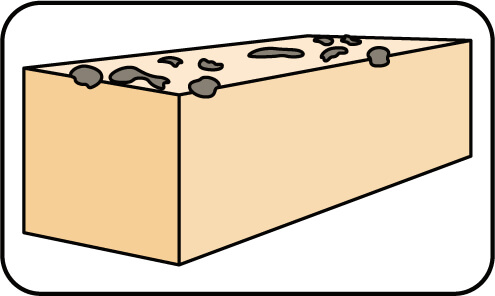
Inadequate Cutting Speed: Operating at low RPMs may produce inadequate cutting speeds, reducing the tool's effectiveness and increasing wear. This is particularly problematic when machining hard materials, as the tool may struggle to penetrate or remove material efficiently, leading to excessive friction and wear.
-
Tool Dulling: As the diamond particles wear down, the tool becomes dull and less effective at cutting or grinding. This dulling not only reduces tool life but also affects the quality of the machined surface. Maintaining adequate RPMs helps ensure efficient cutting speeds and reduces abrasive wear.
-
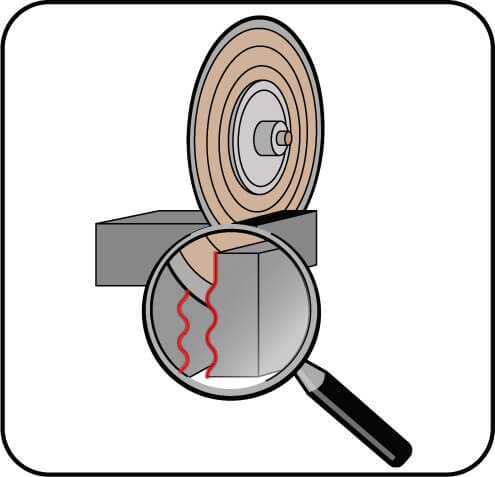
Tool Breakage: High RPMs can generate significant centrifugal forces, which may exceed the tool's structural limits and cause it to break. This is particularly problematic for thin or brittle tools, such as diamond saw blades or core drills, which may fracture or shatter under excessive mechanical stress.
-
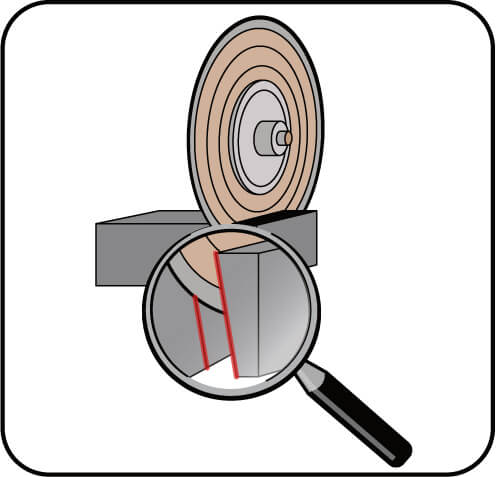
Tool Deformation: High RPMs can also cause tool deformation, such as warping or bending. This deformation affects the tool's cutting accuracy and can lead to uneven wear or poor surface finish. For example, ultra-thin diamond blades may warp if operated at excessively high RPMs, resulting in inaccurate or damaged cuts.
-
Inadequate Cutting Speed: Operating at low RPMs may produce inadequate cutting speeds, reducing the tool's effectiveness and increasing wear. This is particularly problematic when machining hard materials, as the tool may struggle to penetrate or remove material efficiently, leading to excessive friction and wear.
-
Tool Dulling: As the diamond particles wear down, the tool becomes dull and less effective at cutting or grinding. This dulling not only reduces tool life but also affects the quality of the machined surface. Maintaining adequate RPMs helps ensure efficient cutting speeds and reduces abrasive wear.
-
Optimize Cutting Speed: Ensuring the RPM provides an optimal cutting speed for the material and tool helps minimize abrasive wear and improve cutting efficiency.
-
Use Appropriate Coolants: Proper cooling helps prevent thermal damage and extends tool life, especially during high-speed or high-temperature operations.
-
Monitor Tool Condition: Regular monitoring of tool wear, surface finish, and cutting forces helps identify signs of thermal or mechanical damage, allowing operators to adjust RPMs and extend tool life.
-
Balancing Feed Rate and RPM: The correct combination of feed rate and RPM ensures efficient cutting and prevents issues like tool chatter or poor surface finish. If the feed rate is too high relative to RPM, the cutting tool may become overloaded, leading to excessive tool wear or breakage. Conversely, if the feed rate is too low, the tool may be underutilized, resulting in inefficient material removal and potential rubbing or burnishing rather than cutting.
-
Optimizing Feed Rate:The optimal feed rate depends on the tool type, material, and desired surface finish. For example, roughing operations typically use higher feed rates to maximize material removal, while finishing operations use lower feed rates for improved surface quality. The feed rate should be carefully adjusted to align with the selected RPM and the specific machining application.
-
Monitor Tool Condition: Regular monitoring of tool wear, surface finish, and cutting forces helps identify signs of thermal or mechanical damage, allowing operators to adjust RPMs and extend tool life.
-
Balancing Depth of Cut and RPM: The correct balance of depth of cut and RPM helps prevent excessive tool load and ensures consistent material removal. Higher RPMs typically allow for shallower depths of cut, as increased cutting speed reduces the load on the tool. However, if the depth of cut is too large, even high RPMs may not be sufficient to prevent tool overload or deflection.
-
Optimizing Depth of Cut:The optimal depth of cut depends on the tool, material, and machining operation. Roughing operations typically use larger depths of cut to maximize material removal, while finishing operations use shallower depths of cut for improved surface quality. The depth of cut should be adjusted to match the selected RPM and ensure efficient and safe machining.
-
Monitor Tool Condition: Regular monitoring of tool wear, surface finish, and cutting forces helps identify signs of thermal or mechanical damage, allowing operators to adjust RPMs and extend tool life.
-
Balancing Tool Path and RPM: The correct combination of tool path and RPM ensures smooth and accurate machining, especially during complex movements. When the tool path involves sharp corners or tight contours, the RPM should be reduced to maintain control and prevent excessive tool or material stresses. Conversely, during straight or simple tool paths, higher RPMs can be used to maximize cutting speed and efficiency.
-
Optimizing Tool Path:The optimal tool path depends on the geometry of the part, the tool type, and the desired outcome. Complex shapes or intricate features may require lower RPMs to maintain accuracy, while simple or repetitive shapes may benefit from higher RPMs for faster machining. The tool path should be carefully planned and adjusted to align with the selected RPM and ensure optimal performance.



-
Application: Slicing silicon wafers for semiconductor manufacturing.
-
Issue: Excessive RPMs caused micro-cracks and reduced wafer yield.
-
Solution: Reducing the RPM to 2,000 improved wafer quality and increased yield.


-
Application: Grinding hardened steel components for automotive applications.
-
Issue: High RPMs caused overheating and surface burns.
-
Solution: Adjusting the RPM to 5,000 improved surface finish and extended tool life.
-
Application: Polishing optical glass for lenses.
-
Issue: Low RPMs resulted in inadequate polishing and poor surface quality.
-
Solution: Increasing the RPM to 1,500 achieved a flawless finish and improved optical clarity.


-
Application: Cutting optical glass for lenses.
-
Issue: High RPMs caused edge chipping and surface defects.
-
Solution: Lowering the RPM to 2,500 reduced chipping, resulting in cleaner cuts and higher-quality lenses.
-
Application:Drilling holes in ceramic tiles for fixtures.
-
Issue: Excessive RPMs led to cracked tiles and wasted materials.
-
Solution: Reducing the RPM to 1,000 allowed for clean, accurate drilling without damaging the tiles.

-
Application:Grinding hardened steel components.
-
Issue: High RPMs caused overheating and surface burns.
-
Solution: Adjusting the RPM to 5,500 reduced heat buildup, resulting in improved surface finish and longer tool life.
Leon Meyer is a veteran manufacturing engineer and technical consultant with over 50 years of experience in the development, implementation, and troubleshooting of industrial diamond tooling systems. Having spent his career at the intersection of tool design, precision manufacturing, and production engineering, Mr. Meyer is widely regarded as one of the most experienced voices in the application of ultra-thin diamond blades, sintered core drills, and CBN grinding wheels across heavy industry, advanced materials, and research sectors.
Known for his pragmatic, no-nonsense approach, Leon has advised manufacturers across the United States, Europe, and East Asia—helping streamline cutting processes, extend tool life, and solve complex issues related to material breakage, chipping, and tolerance drift. His expertise has directly contributed to improved production efficiency in industries ranging from aerospace alloys and technical ceramics to optics, composites, and high-nickel superalloys.
As an author, Mr. Meyer brings a lifetime of field knowledge to his writing, with a focus on real-world problem solving, cost-performance optimization, and tool reliability under demanding conditions.

Diamond Tool Coolants Why, How, When & Where to Use

Selecting the Right Coolant Method for your Diamond & CBN Tools

How to Selecting Right Diamond Tools for your application

How to properly use Diamond Tools

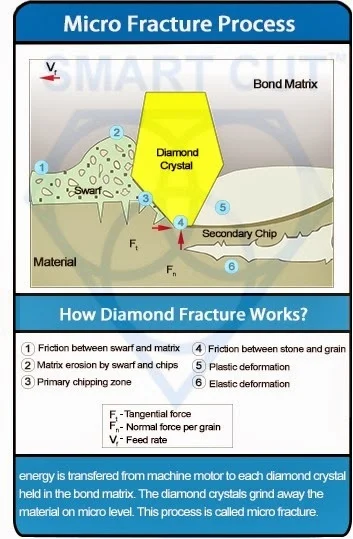
Why use diamond
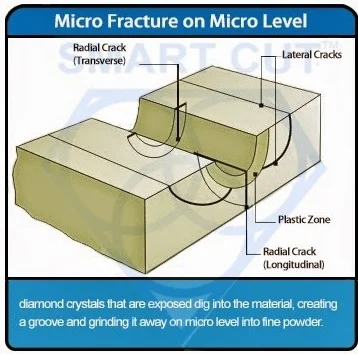
Diamond is the hardest material known to man kind. When used on diamond/tools, diamond grinds away material on micro (nano) level. Due to its hardness Diamond will work all types of materials from hardness of 40 on Rockwell scale and up. Diamond will machine hardest material, including those materials that other conventional types of abrasives, carbide and high speed steel will not.

Diamond vs CBN (cubic boron nitride) Tools

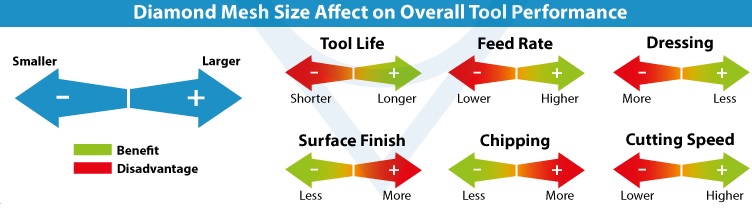
What is Diamond Mesh Size and how to select best one for your application

What is Diamond Concentration and which to use for your application

Choosing The Correct Diamond Bond Type

How to Properly Use Diamond Tools: A Complete Guide to Performance, Safety, and Tool Life
Leon Meyer is a veteran manufacturing engineer and technical consultant with over 50 years of experience in the development, implementation, and troubleshooting of industrial diamond tooling systems. Having spent his career at the intersection of tool design, precision manufacturing, and production engineering, Mr. Meyer is widely regarded as one of the most experienced voices in the application of ultra-thin diamond blades, sintered core drills, and CBN grinding wheels across heavy industry, advanced materials, and research sectors.
Known for his pragmatic, no-nonsense approach, Leon has advised manufacturers across the United States, Europe, and East Asia—helping streamline cutting processes, extend tool life, and solve complex issues related to material breakage, chipping, and tolerance drift. His expertise has directly contributed to improved production efficiency in industries ranging from aerospace alloys and technical ceramics to optics, composites, and high-nickel superalloys.
As an author, Mr. Meyer brings a lifetime of field knowledge to his writing, with a focus on real-world problem solving, cost-performance optimization, and tool reliability under demanding conditions.