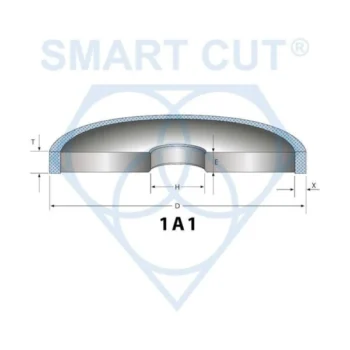
The 1A1 wheel shape is one of the most common and straightforward wheel shapes used in grinding and cutting applications.The 1A1 diamond wheel shape is a flat, straight-edged wheel with a concentric circle design, where the abrasive diamond particles are embedded in the perimeter of the wheel.
- Shape: The 1A1 wheel shape is flat and has a straight profile with no recesses or flaring.
- Edge: The edges are straight and perpendicular to the face of the wheel, providing a clear and precise cutting surface.
- Face: The face of the 1A1 wheel is typically flat and used for grinding or cutting.
- Diameter and Thickness: The diameter and thickness of the 1A1 wheel can vary based on the specific application requirements.
APPLICATION FOR 1A1 DIAMOND & CBN WHEELS
- Surface Grinding: The flat surface of the 1A1 wheel makes it ideal for surface grinding applications, where a smooth, flat finish is required.
- Tool and Cutter Grinding: 1A1 wheels can be used to sharpen or shape various tools and cutters, such as drills, end mills, and reamers.
- Carbide Grinding: The abrasive nature of diamond makes 1A1 wheels suitable for grinding hard materials like carbide.
- Glass and Ceramic Grinding: 1A1 wheels can be used for precision grinding of glass and ceramics, where a smooth, precise finish is required.
- Cylindrical Grinding: Although not as common, 1A1 wheels can be used for some cylindrical grinding applications.
- Sharpening: 1A1 wheels are often used for sharpening purposes, where a precise, sharp edge is required.
- High-precision Applications: The straight edges and flat surface of the 1A1 wheel shape make it ideal for high-precision grinding applications in the aerospace, automotive, and medical industries.
Applications: Flute Grinding, Surface Grinding, OD Grinding, Knife Grinding, Profile Grinding, Centerless Grinding, Sharpening & Finishing Carbide Tools, Machining Conical, Cylindrical & Flat Surfaces & Conical Apertures
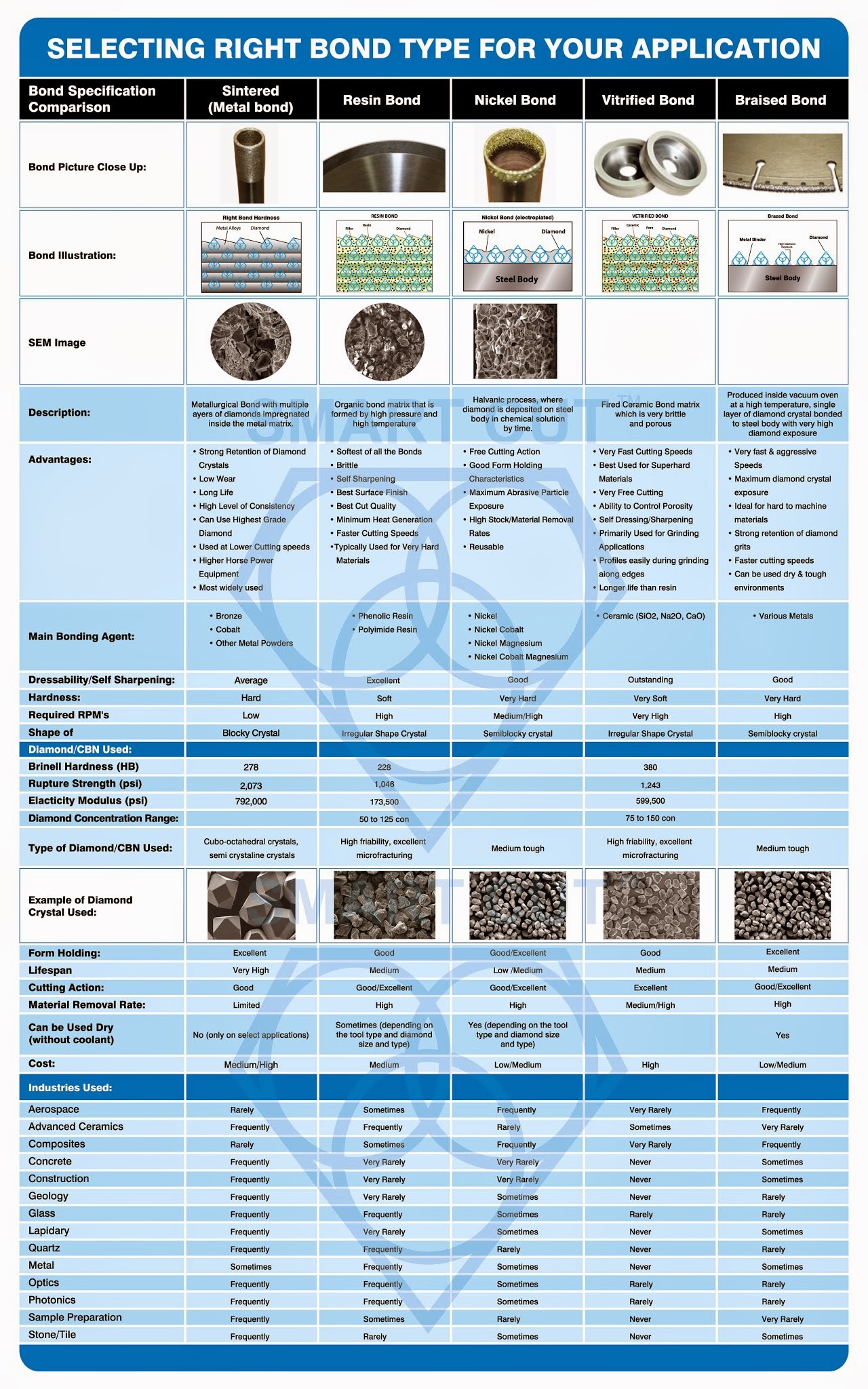
Bond Availability: Resin Bond, Sintered (Metal Bond), Hybrid Bond, Nickel Bond (Plated), Braised Bond, Vitrified Bond
Available in: Diamond, CBN
Core Materials: Aluminum, Steel, composite, sintered, abrasive
Size Availability: 1″ (25.4mm) – 27″ (685mm)Diamond Sizes:
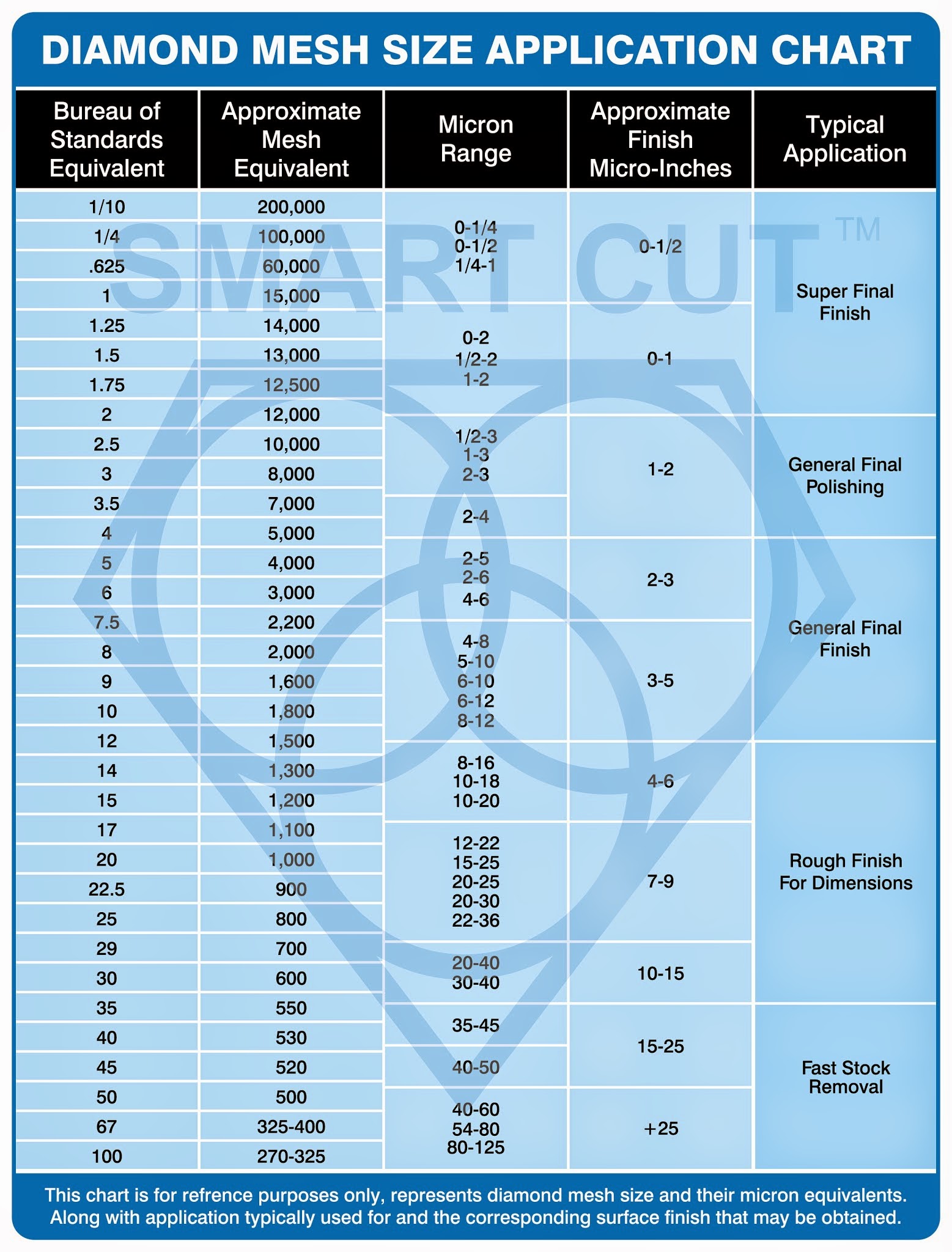
Diamond Grit Sizes: 25 mesh to 3 microns
Diamond Concentration: low, medium & high (from 10 con to 150 con)
Tolerances:
- Diameter Tolerance: ±0.005 inches to ±0.02 inches.
- Thickness Tolerance: ±0.005 inches to ±0.02 inches.
- Inside Diameter Tolerance: ±0.0005 inches to ±0.002 inches.
- Concentricity: 0.002 inches to 0.005 inches.
- Parallelism: 0.002 inches to 0.005 inches.
- Flatness: 0.002 inches to 0.005 inches.
Standard Lead Times: 4 to 5 weeks.
Expedited lead time of 1to 2 weeks is also available at additional cost



































































 - Recommended for coarser grits found in segment wheels, core drills, or Blanchard grinding. Excellent performance on 120 grit tools.")
 - Recommended for use in Diamond Tools 150 Grit Size (mesh size) or finer.")
 Recommended for use in Diamond Tools 150 Grit Size (mesh size) or finer.")
 C-100 Soft - Recommended for coarser grits found in segment wheels, core drills, or Blanchard grinding. Excellent performance on 120 grit tools.")
 Recommended for coarser grits found in segment wheels, core drills, or Blanchard grinding. Excellent performance on 120 grit tools.")