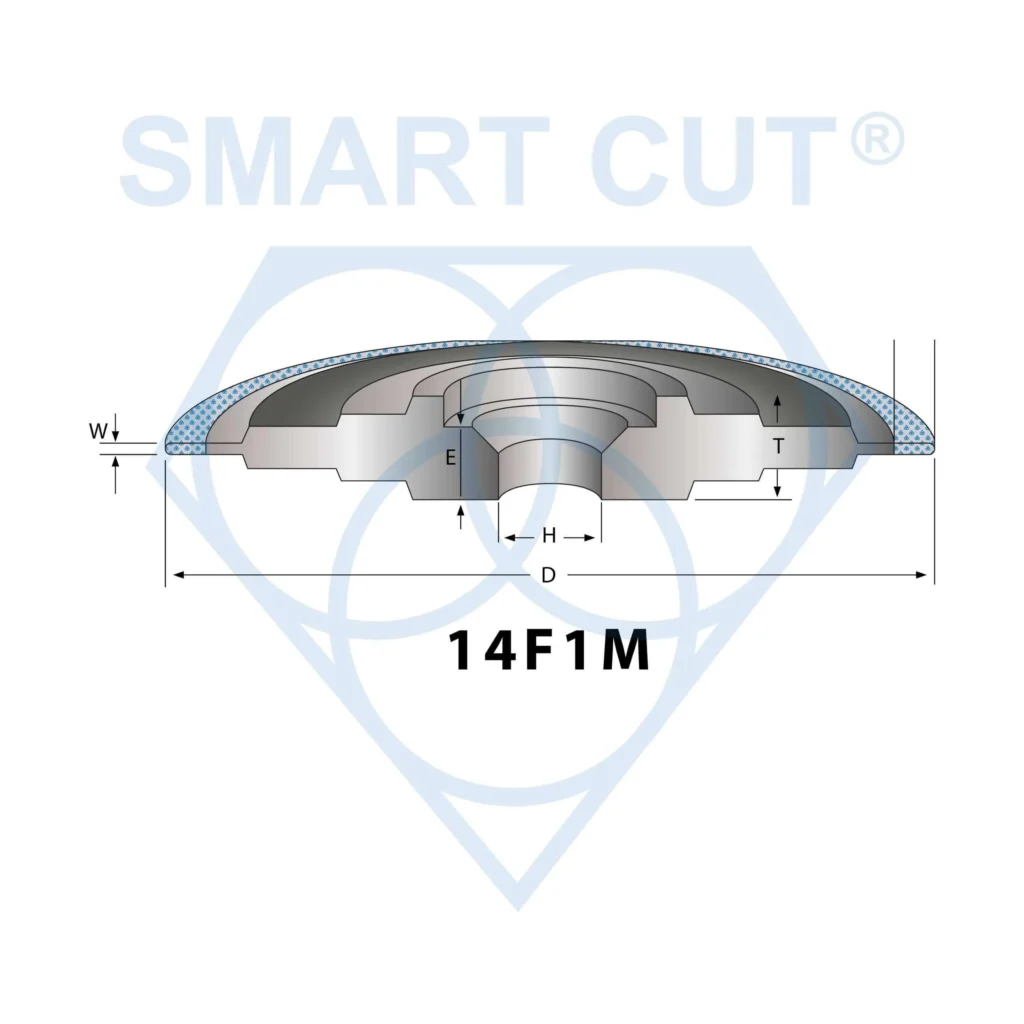
Shape Characteristics:
The 15A2 wheel shape is typically a toroid or a “dish” shape, with the following characteristics:
- The abrasive section has a dished or saucer-like contour.
- The wheel may have a relatively thin profile, with the abrasive material distributed around the perimeter.
- The center of the wheel is recessed, allowing for specific grinding applications that standard flat wheels cannot achieve.
Application:
- Precision grinding and finishing: The unique shape allows for precision work on profiles and complex shapes.
- End-face or side grinding: The dish shape of the wheel can be suitable for grinding the face or side of tools and parts, making it a good choice for cutter grinding and surface finishing.
- Tool and cutter grinding: The wheel can be used to sharpen the cutting edges of various tools, such as end mills, inserts, and drills.
- Sharpening: The profile of the wheel can make it suitable for sharpening saw blades and other edged tools.
- Carbide tool grinding: If the wheel uses diamond as an abrasive, it can be used for grinding hard materials like carbides. CBN wheels would be used for grinding high-speed steels or other ferrous alloys.
Application for 15A2 Diamond & CBN Wheels:
1. Tool and Cutter Grinding: The wheel is especially suited for grinding the teeth of various cutting tools like carbide inserts, end mills, and other specialized cutting tools. The dish shape allows for clearance when grinding the flutes of cutting tools.
2. Tungsten Carbide Grinding: The diamond version of a 15A2 wheel is perfect for grinding hard materials like tungsten carbide. It’s often used in the manufacture and resharpening of carbide tools, precision grinding of dies, and forming tools.
3. Profile Grinding: The side of the wheel can be used to generate precise contours on parts, which is essential in the manufacture of certain precision components.
4. Surface Grinding: When it is necessary to grind large surface areas, a 15A2 wheel can be used to grind the flat surface with the rim’s periphery, making it suitable for certain surface grinding applications where a precise angle is needed.
5. Sharpening High-Speed Steel Tools: When made with CBN, these wheels can sharpen high-speed steel (HSS) tools without overheating them, preserving the tool’s temper.
6. Saw Blade Grinding: Particularly for carbide-tipped saw blades, the wheel can be used to sharpen the tips and edges of the teeth.
7. Precision Edge Grinding: For precision edge finishing, especially on custom-designed components, the 15A2 wheel can be utilized for fine, controlled grinding.
8. Manufacturing of Woodworking Tools: For the production and sharpening of various woodworking tools, including saws, planer blades, and router bits, where the hardness of the tool material requires the use of a superabrasive like diamond or CBN.
9. Optical Profile Grinding: High-precision machines that rely on profile grinding wheels like the 15A2 to replicate intricate shapes onto metal workpieces.
10. Jewelry Making and Lapidary Work: The wheel’s profile can be employed in the careful shaping and polishing of gemstones and crafting intricate jewelry pieces.































































 - Recommended for coarser grits found in segment wheels, core drills, or Blanchard grinding. Excellent performance on 120 grit tools.")
 - Recommended for use in Diamond Tools 150 Grit Size (mesh size) or finer.")
 Recommended for use in Diamond Tools 150 Grit Size (mesh size) or finer.")
 C-100 Soft - Recommended for coarser grits found in segment wheels, core drills, or Blanchard grinding. Excellent performance on 120 grit tools.")
 Recommended for coarser grits found in segment wheels, core drills, or Blanchard grinding. Excellent performance on 120 grit tools.")