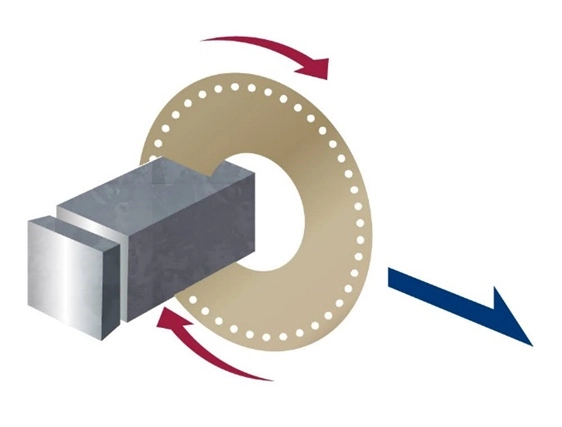
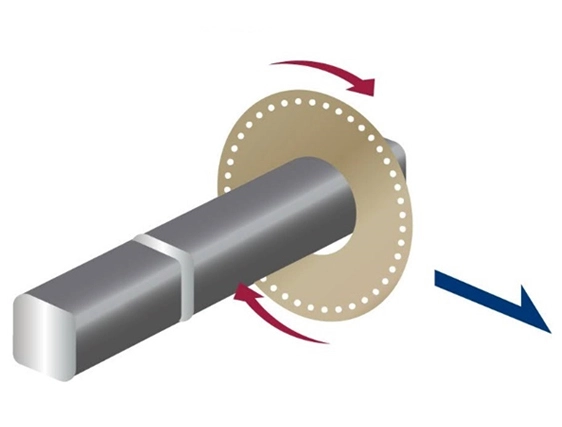
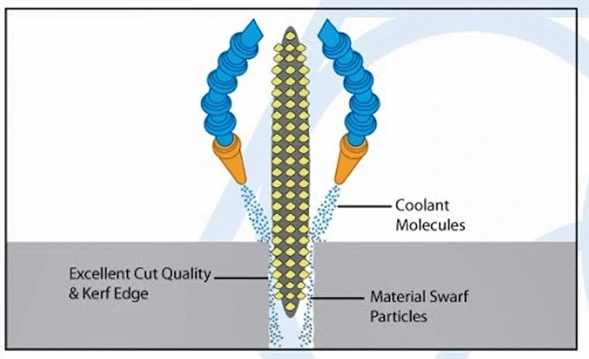
Unlike traditional blades, the cutting action is performed by the inside diameter, which is lined with premium quality diamonds. This arrangement ensures a concentrated cutting edge that reduces the material’s surface contact, thereby decreasing chipping and material waste.
Each blade is supported by a core made from high tensile strength stainless steel. This core not only contributes to the overall durability and longevity of the blade but also assists in maintaining a consistent cutting capability by preventing warping and vibrations during intense cutting sessions.
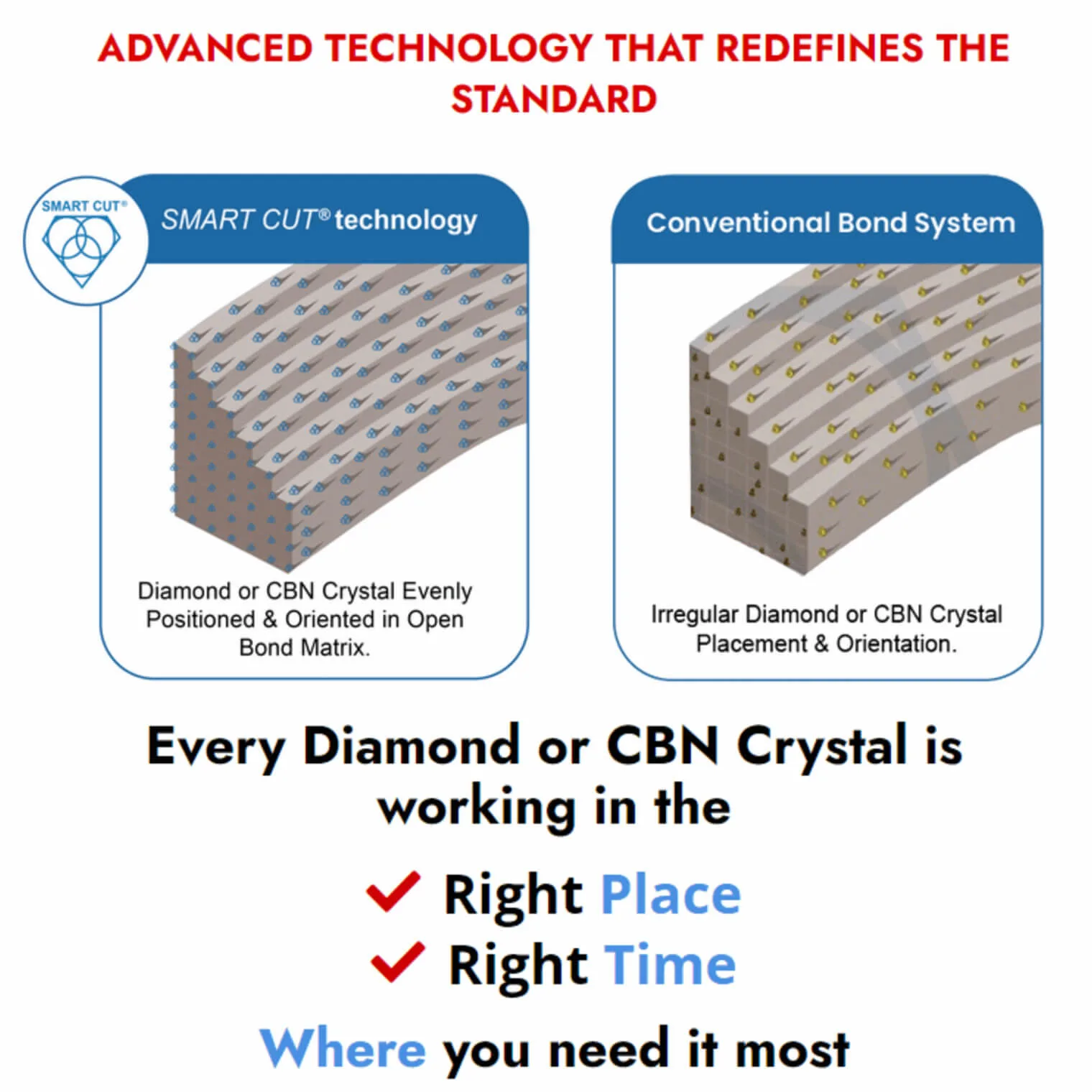
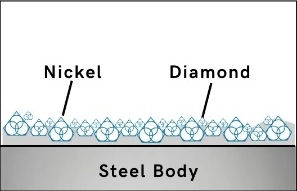
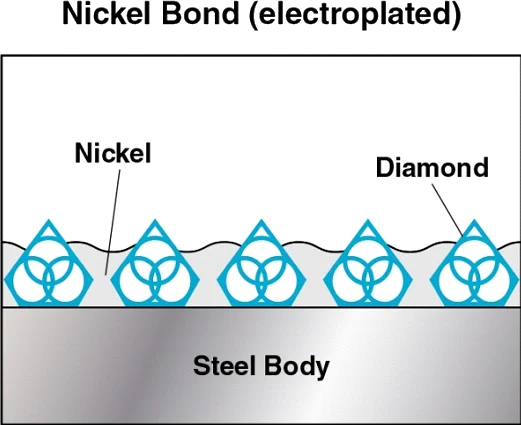
We offer a comprehensive range of diamond sizes to suit various material hardness and brittleness levels. Selecting the appropriate diamond size ensures optimal cutting performance and minimal kerf loss. Our SMART CUT™ SMART CUT ® ID blades can be customized in terms of kerf thickness and shape, accommodating the specific requirements of the materials being cut and the desired finish. Depending on the application, the hardness of the nickel bond can be adjusted. Softer bonds are typically used for harder materials to allow regular exposure of fresh diamonds, whereas harder bonds are suited for softer materials to extend the blade’s lifespan.
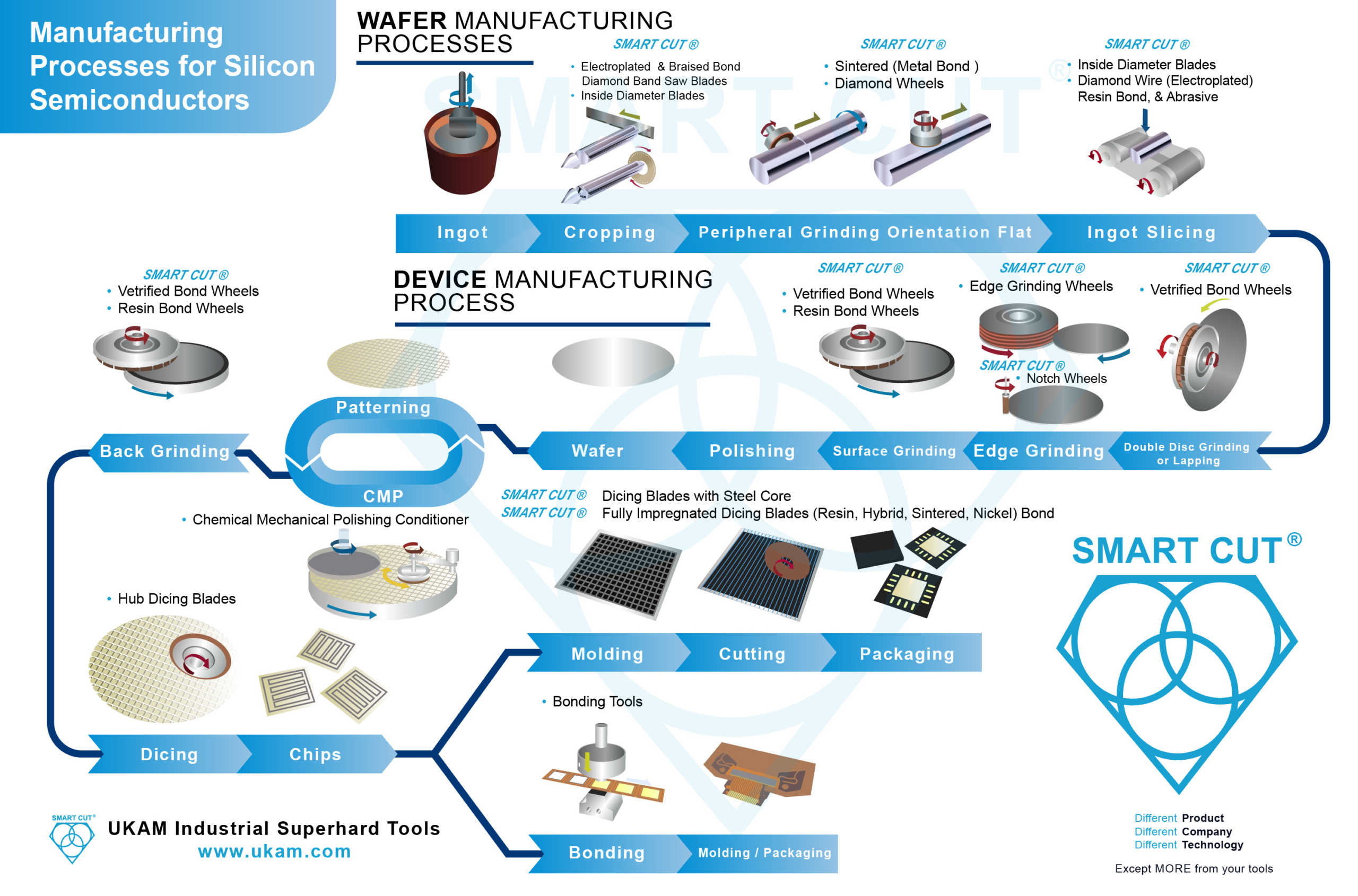
SMART CUT ® ID blades are ideal for industries and applications where precision and minimum amount of material loss is important, such as semiconductor manufacturing for wafer fabrication and microelectronic components where dimensional accuracy minimal kerf loss and minimal amount structural damage to material is required. optical and glass industries for cutting complex components used in optics and precision glass manufacturing, and material sciences.















































")










 - Recommended for use in Diamond Tools 150 Grit Size (mesh size) or finer.")
 C-100 Soft - Recommended for coarser grits found in segment wheels, core drills, or Blanchard grinding. Excellent performance on 120 grit tools.")


 Recommended for use in Diamond Tools 150 Grit Size (mesh size) or finer.")
 Recommended for coarser grits found in segment wheels, core drills, or Blanchard grinding. Excellent performance on 120 grit tools.")