













































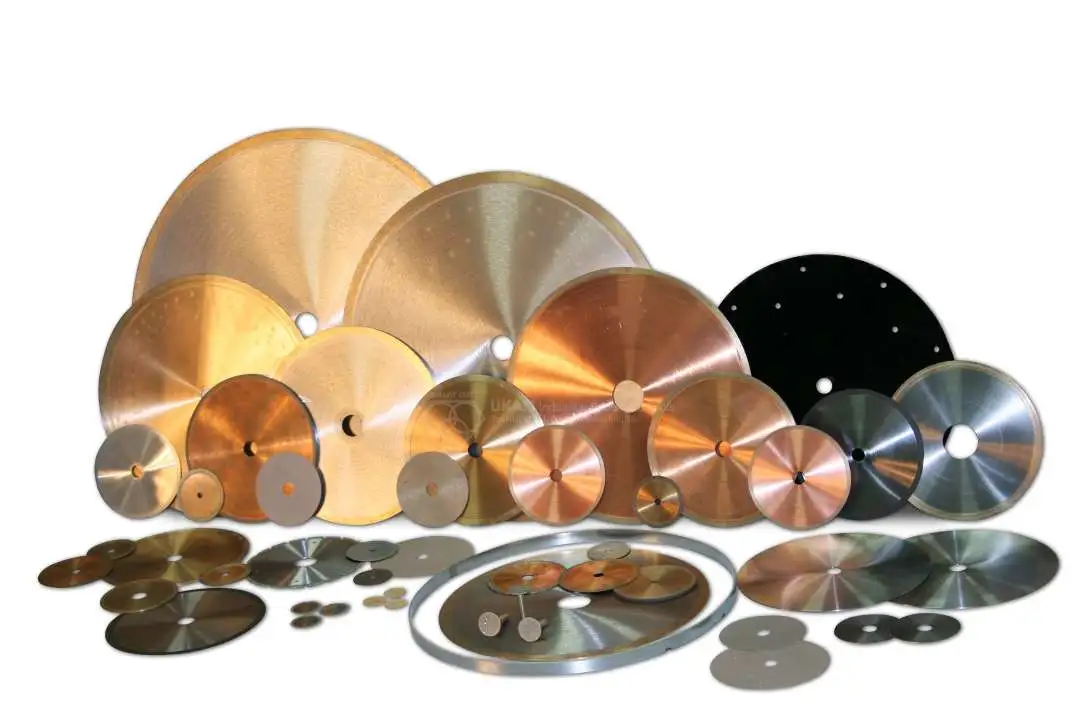
Precision & Ultra Thin Diamond Blade Guide







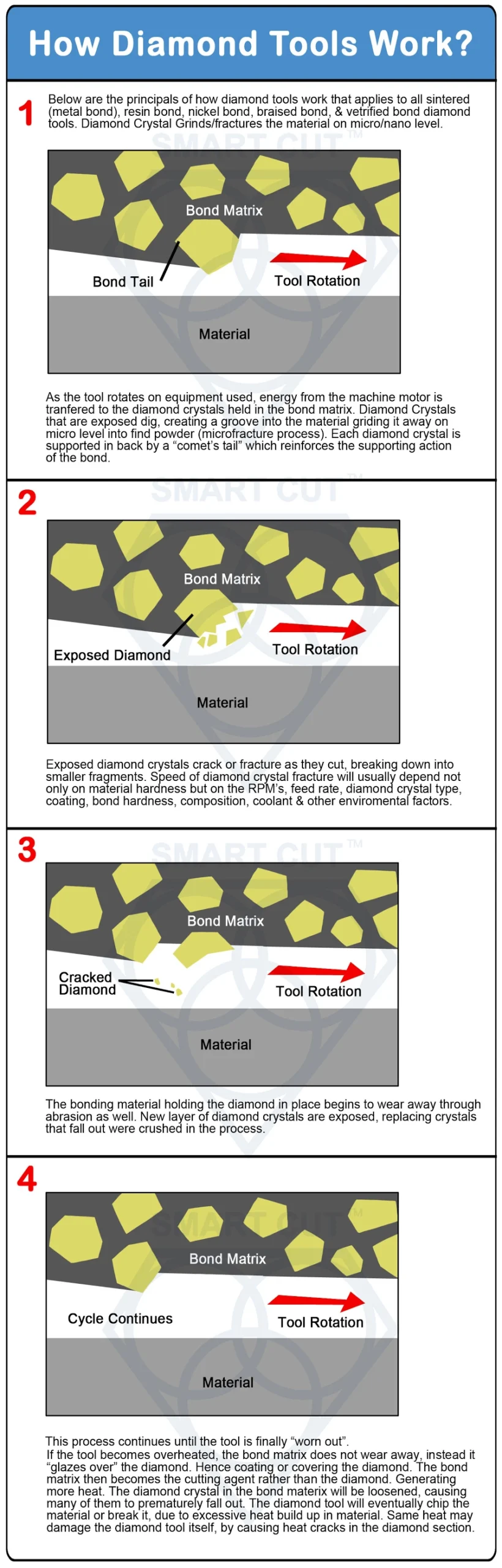
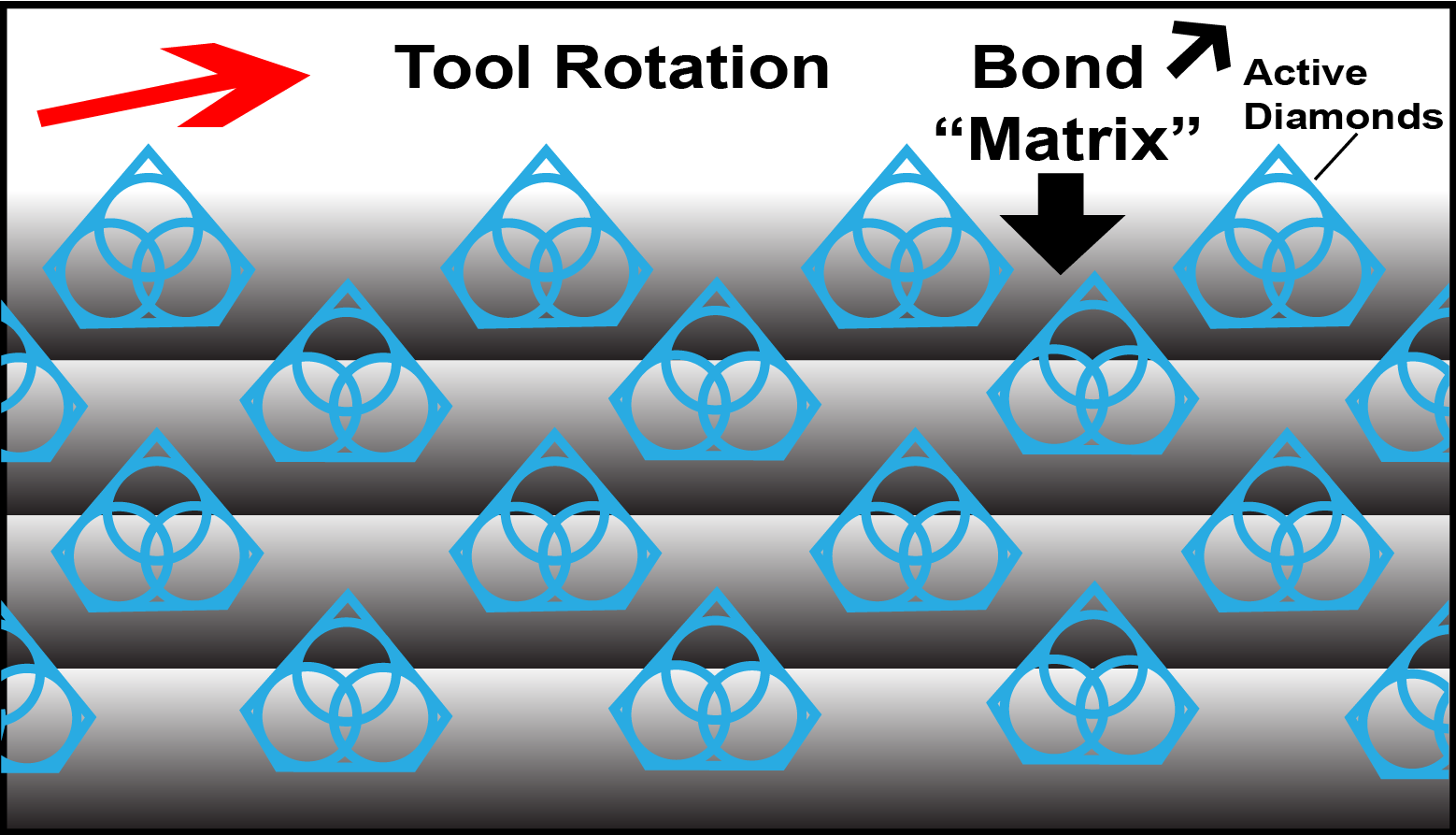
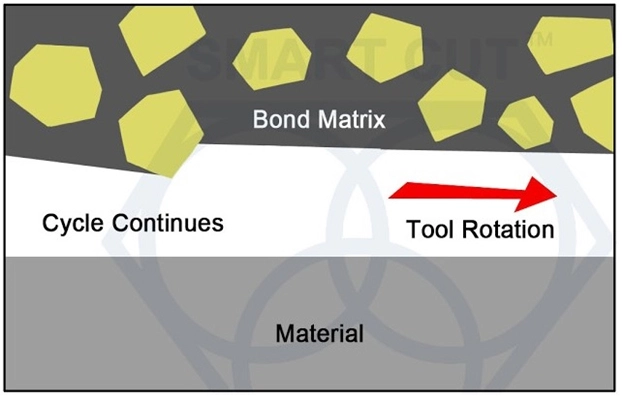
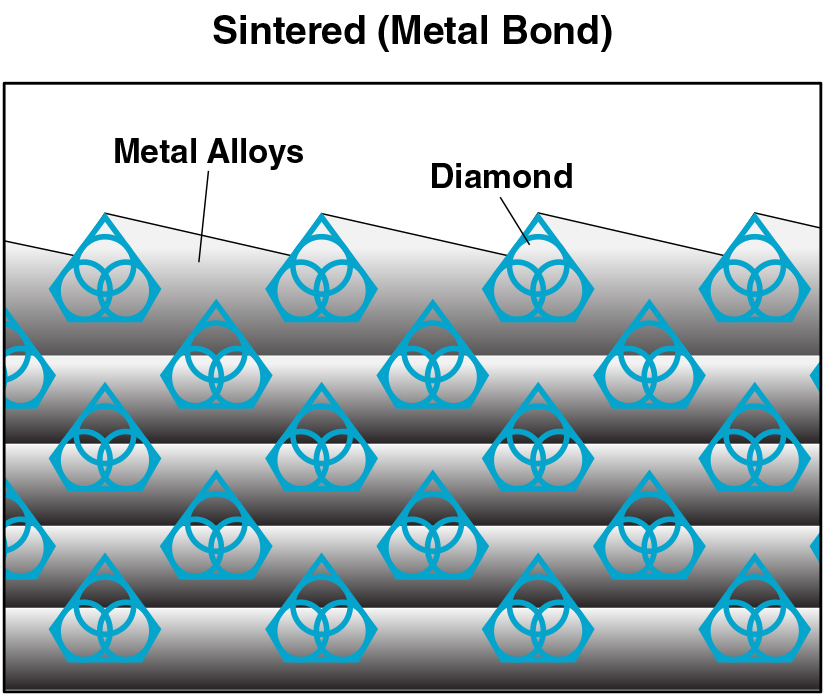
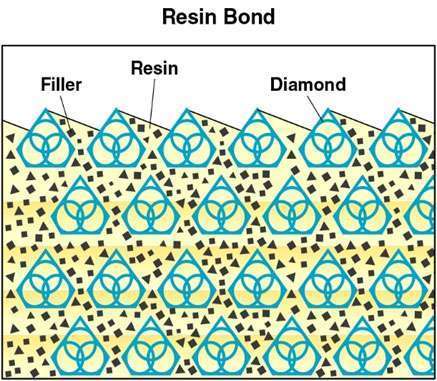
Diamonds or CBN Crystals are activated only at the exposed layer. As Bond Matrix layer begin to wear out, diamonds in a new Bond Matrix layer are immediately activated, substituting the already used up diamond layer. The SMART CUT® Bond Diamond Bond makes sure every diamond is in the right place and at the right time, working where you need it most.
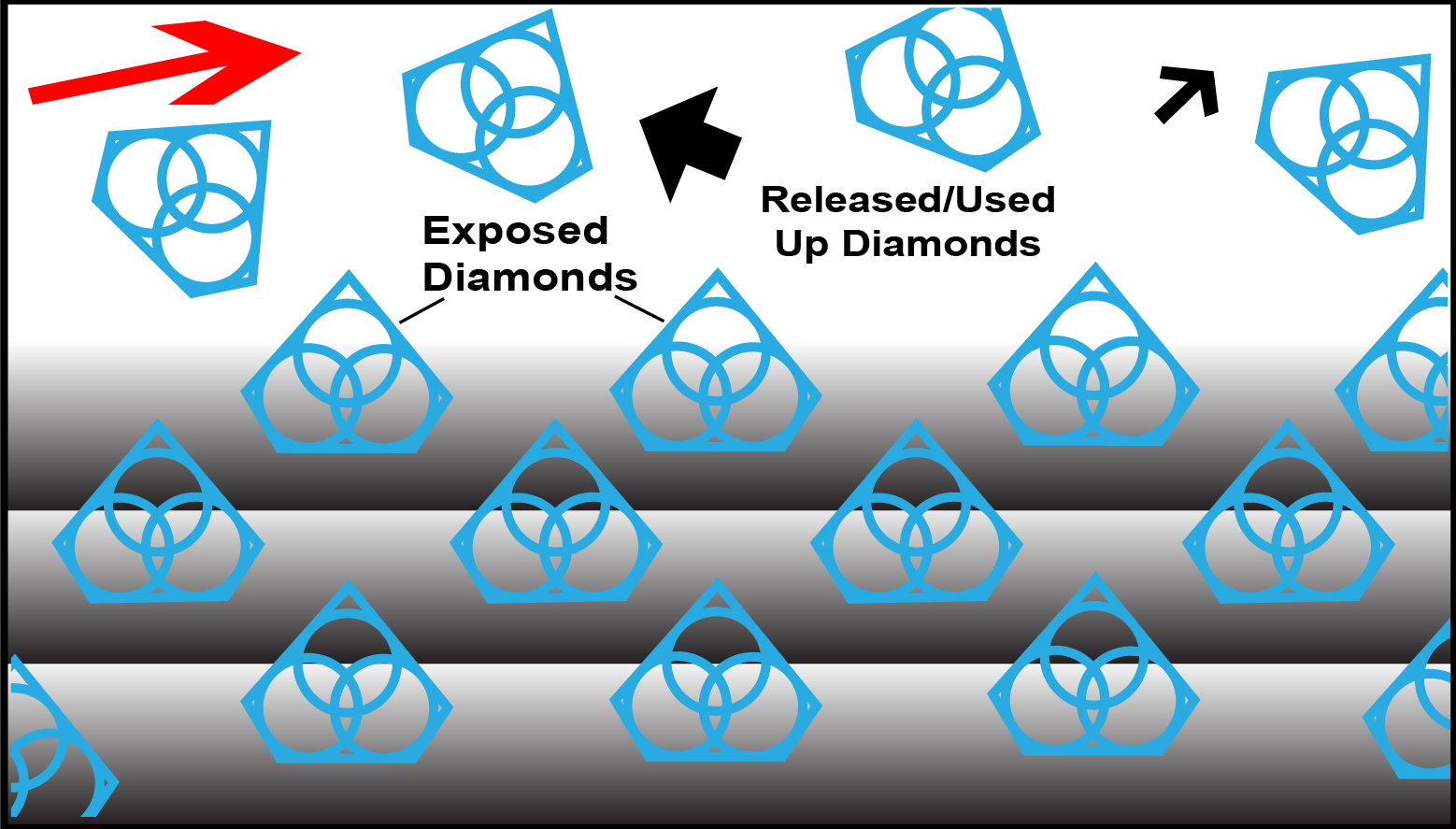
The newly exposed diamonds don't effect diamonds already working on the material. Unlike many other diamond bonds, diamonds in a SMART CUT® remains sharp and grow sharper with each cut, prolonging product life and consistent performance.
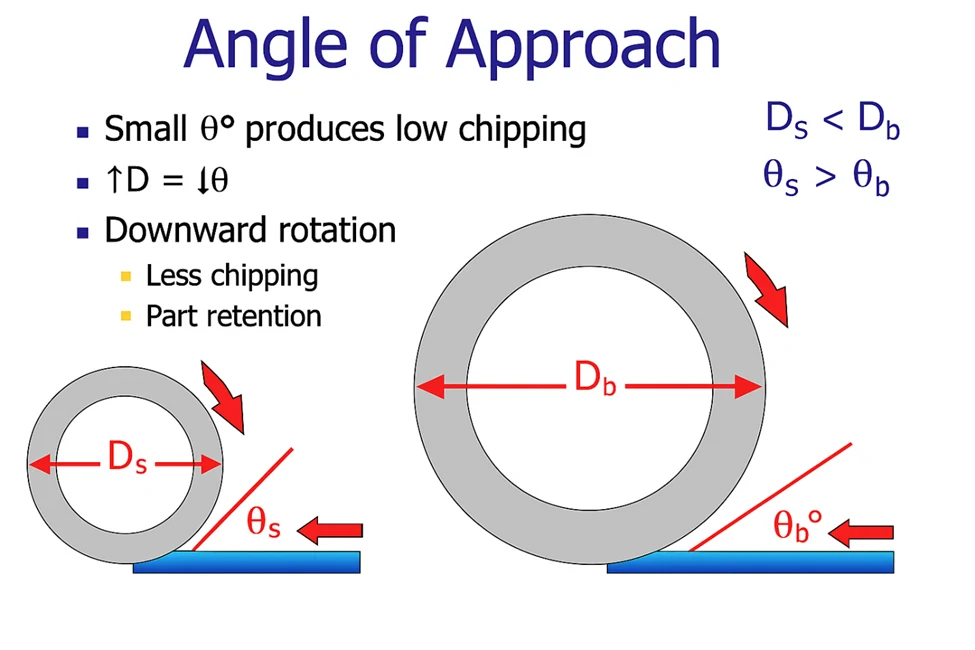
This advanced formulated open diamond bond design insures minimal chipping, fast cut, constant speed of cut, minimal cutting noise, and most important of all, consistent performance.



















|
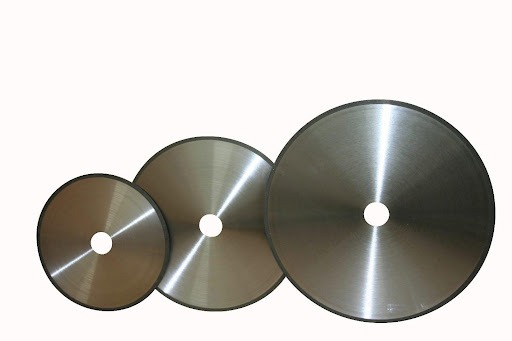
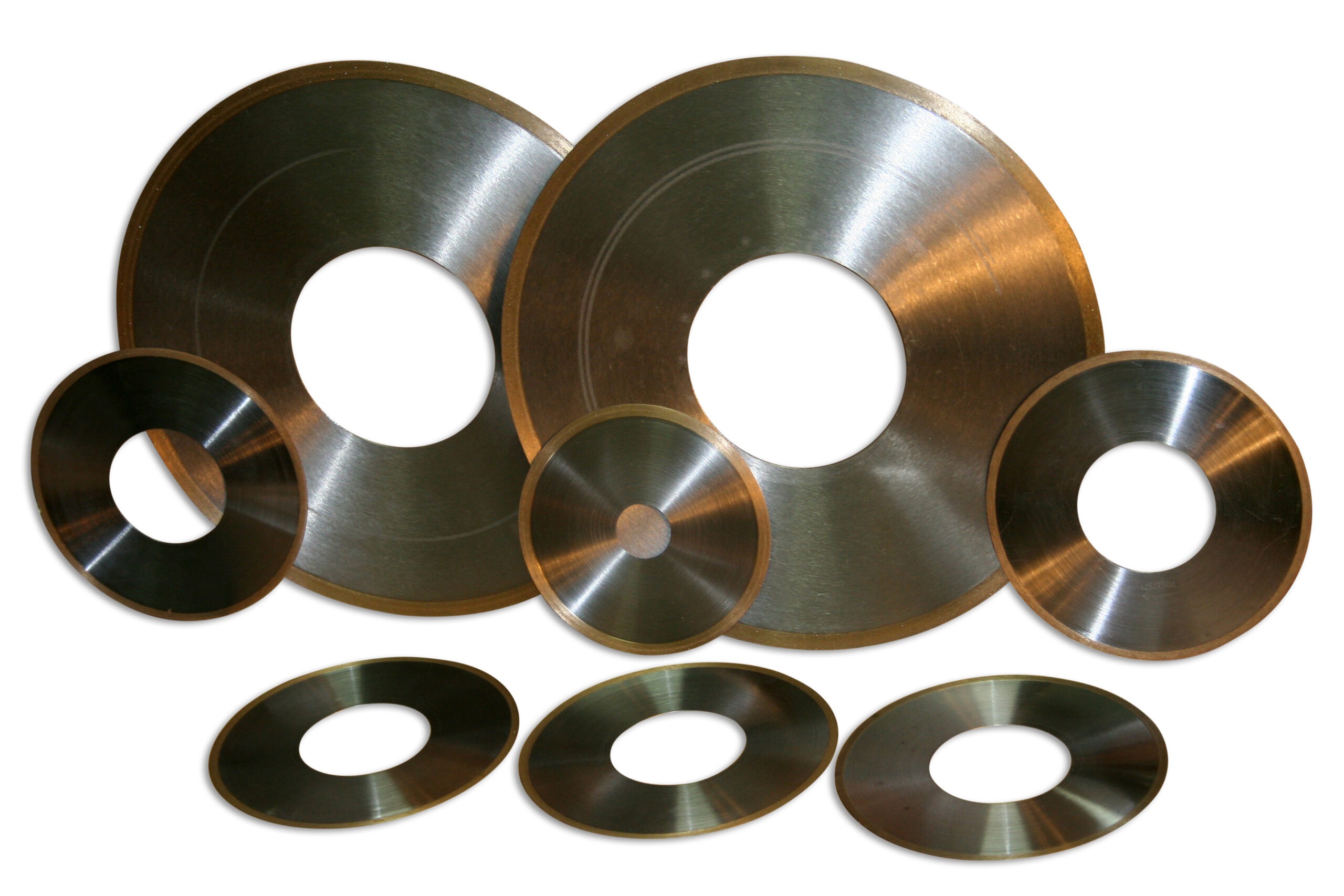
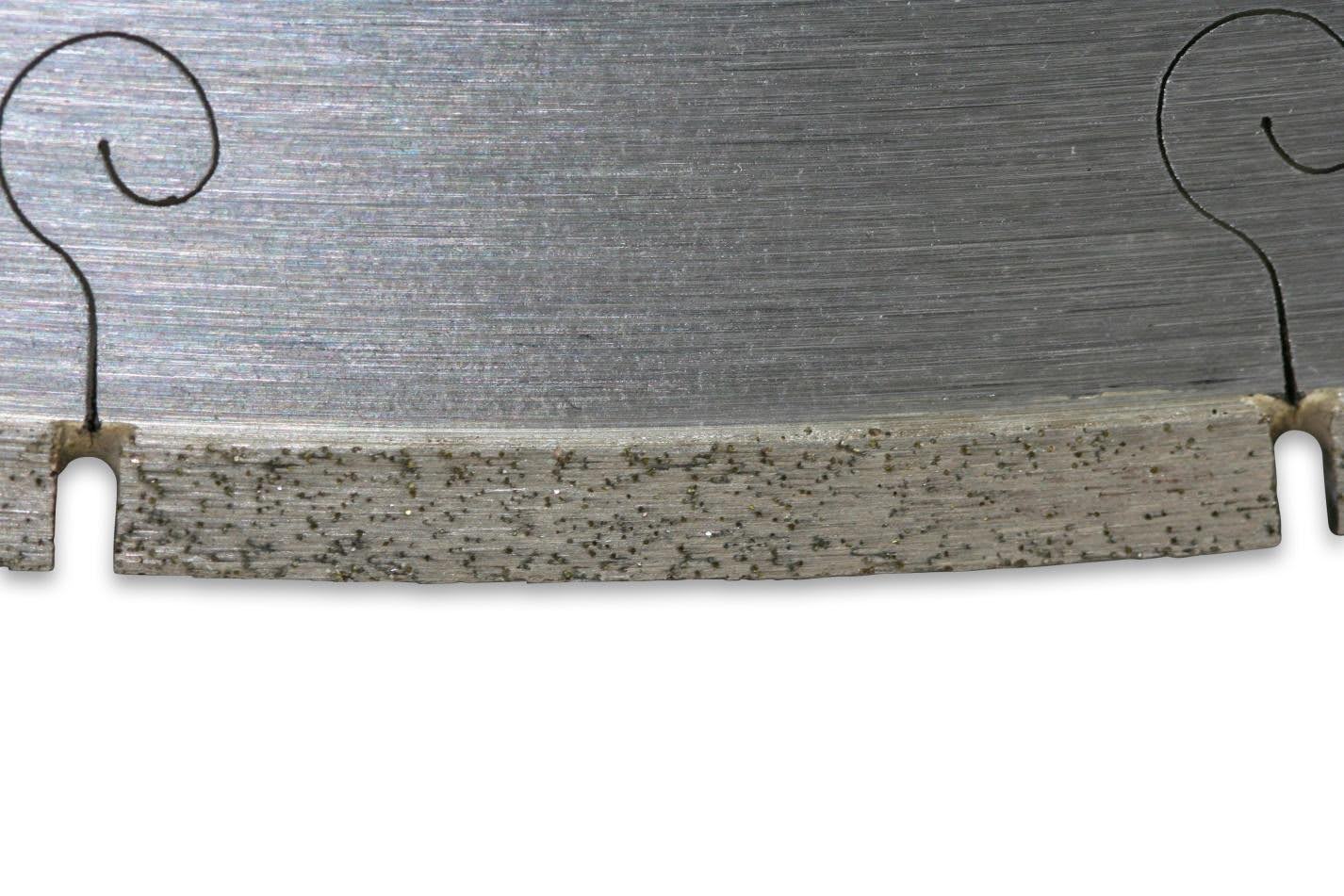
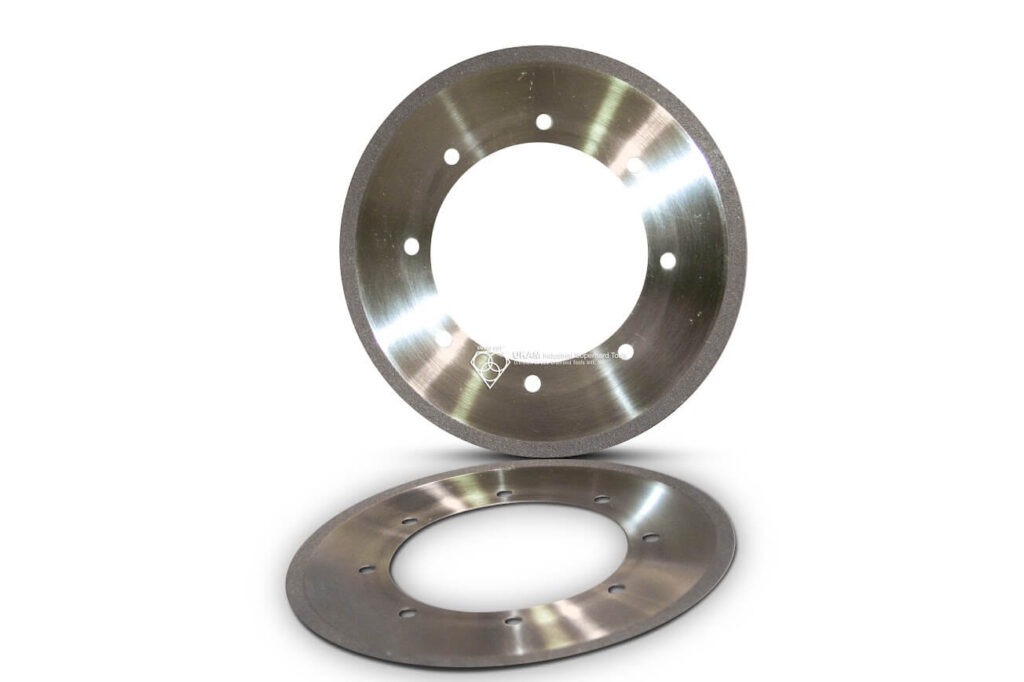
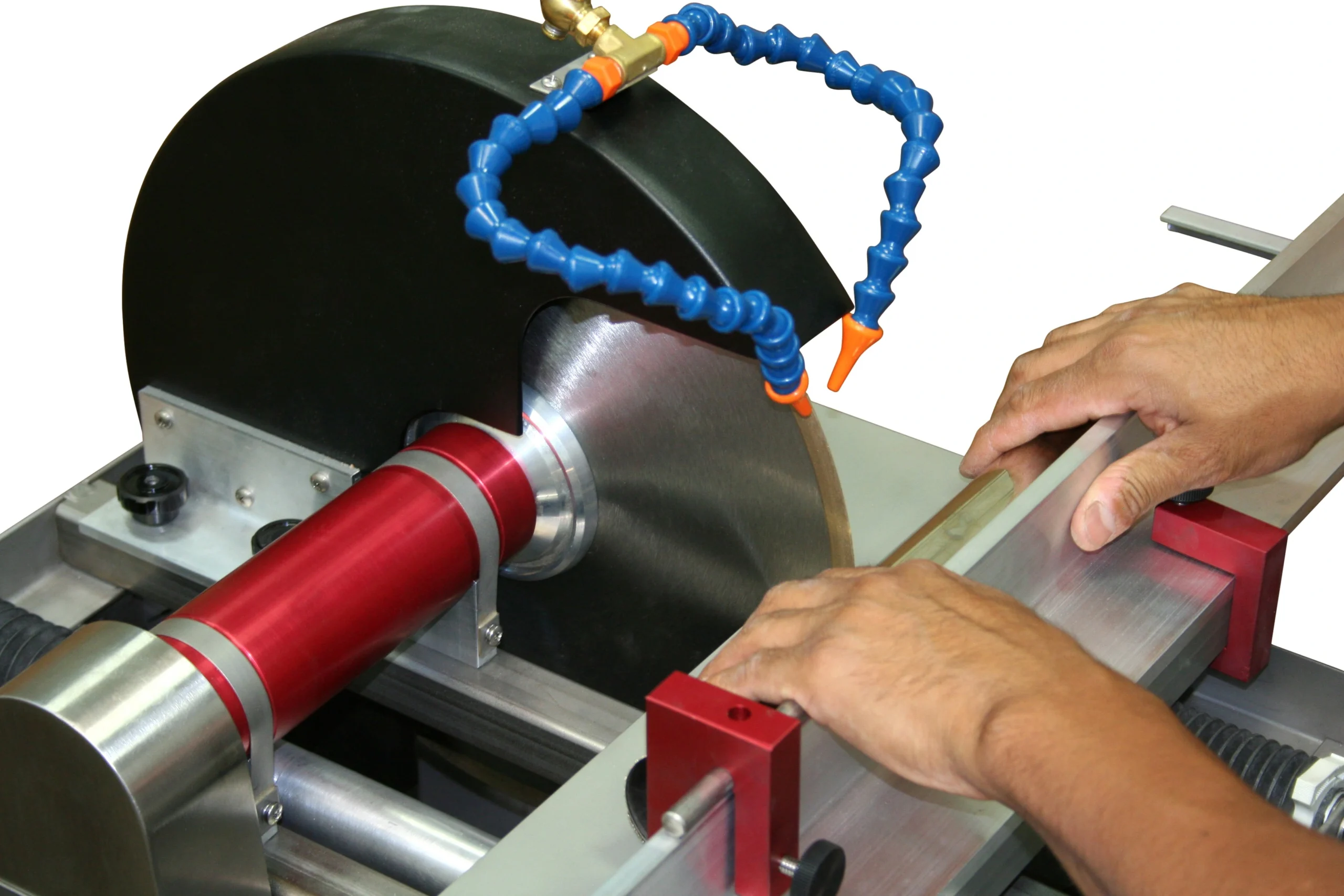
Relief Design: The relief design means that the blade has a thinner steel core compared to the diamond section. This configuration reduces the amount of material in contact with the cutting surface, minimizing friction and heat generation. As a result, the blade can cut more smoothly and efficiently, reducing wear and extending the blade's lifespan. Steel Core: The core of the blade is made of high-quality steel, providing the necessary strength and rigidity to handle high-load cutting operations. The steel core's thinner profile ensures flexibility and precision, making it ideal for intricate cuts and maintaining tight tolerances. Diamond Section Thickness: The diamond section is thicker than the steel core, providing a robust cutting edge that can handle various materials. The thickness of the diamond section ensures durability and long-lasting performance, even in demanding applications. |
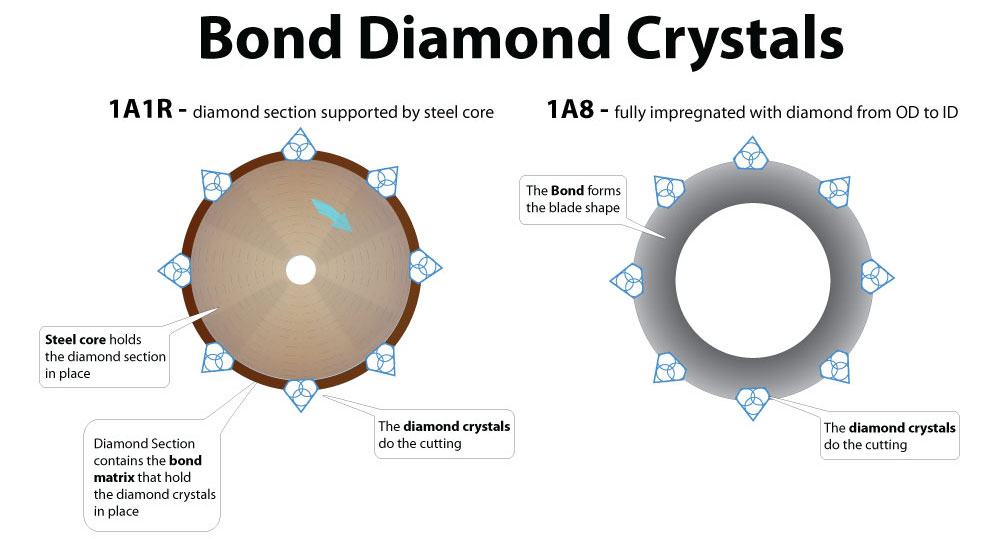
1A1RDiamond Cut Off blade with relief. This blade has steel core. Core thickness is thinner than diamond section thickness. This is the most common diamond blade used in most diamond cut off operations, across wide variety of industries. Description: A flat, continuous rim blade with no slots. Application: Ideal for smooth, precision cutting with minimal chipping. Commonly used in applications requiring a fine finish, such as glass, ceramics, and delicate materials. |
|
The 1A1 wheel shape is one of the most common and straightforward wheel shapes used in grinding and cutting applications. The 1A1 diamond wheel shape is a flat, straight-edged wheel with a concentric circle design, where the abrasive diamond particles are embedded in the perimeter of the wheel.
Shape: The 1A1 wheel shape is flat and has a straight profile with no recesses or flaring. Edge: The edges are straight and perpendicular to the face of the wheel, providing a clear and precise cutting surface. Face: The face of the 1A1 wheel is typically flat and used for grinding or cutting. Diameter and Thickness: The diameter and thickness of the 1A1 wheel can vary based on the specific application requirements. |
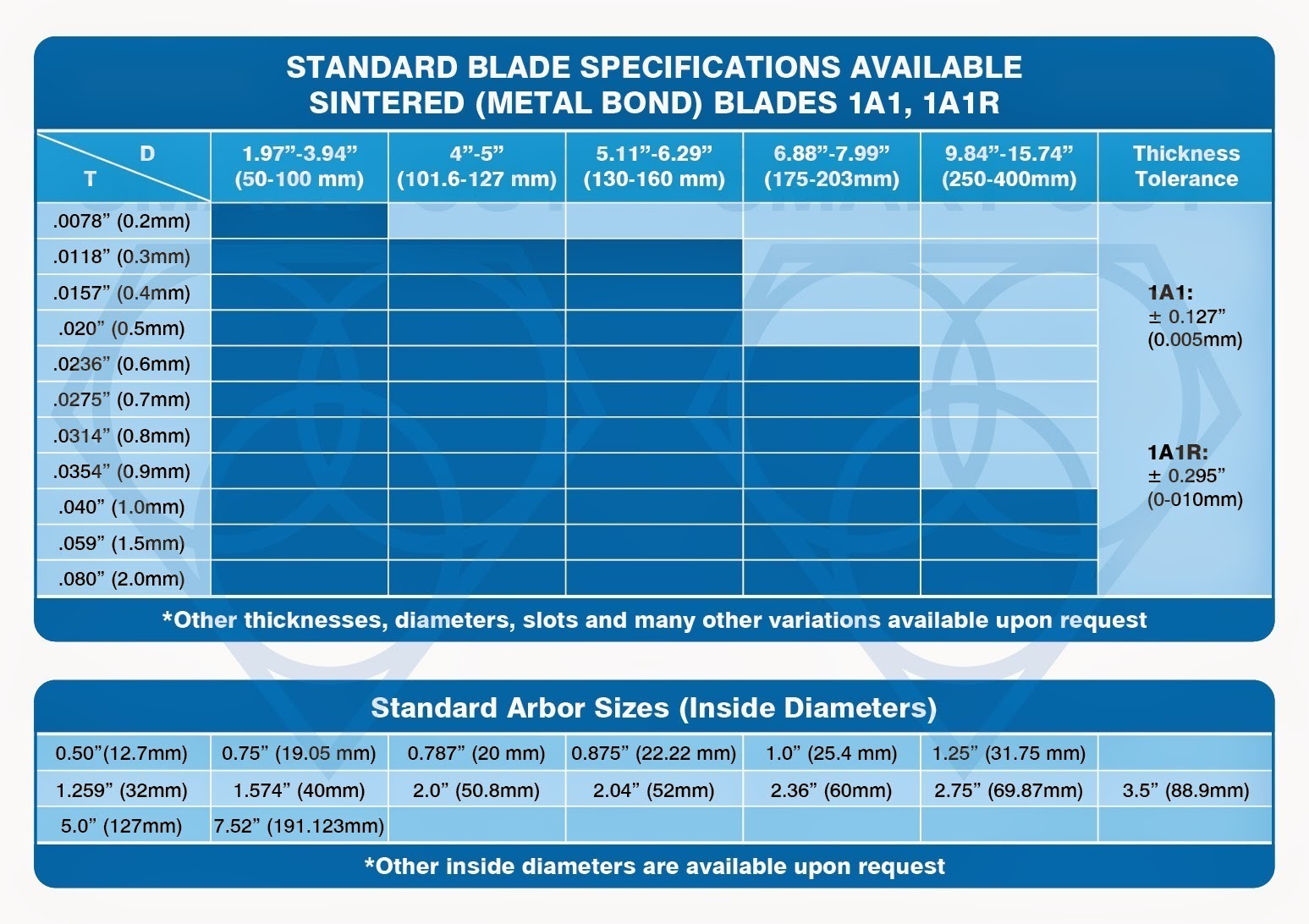
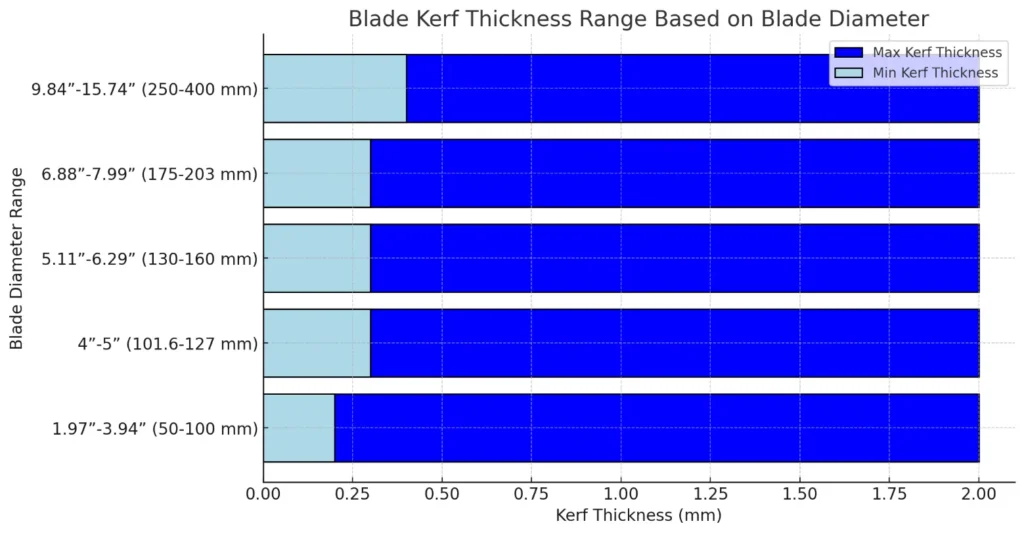
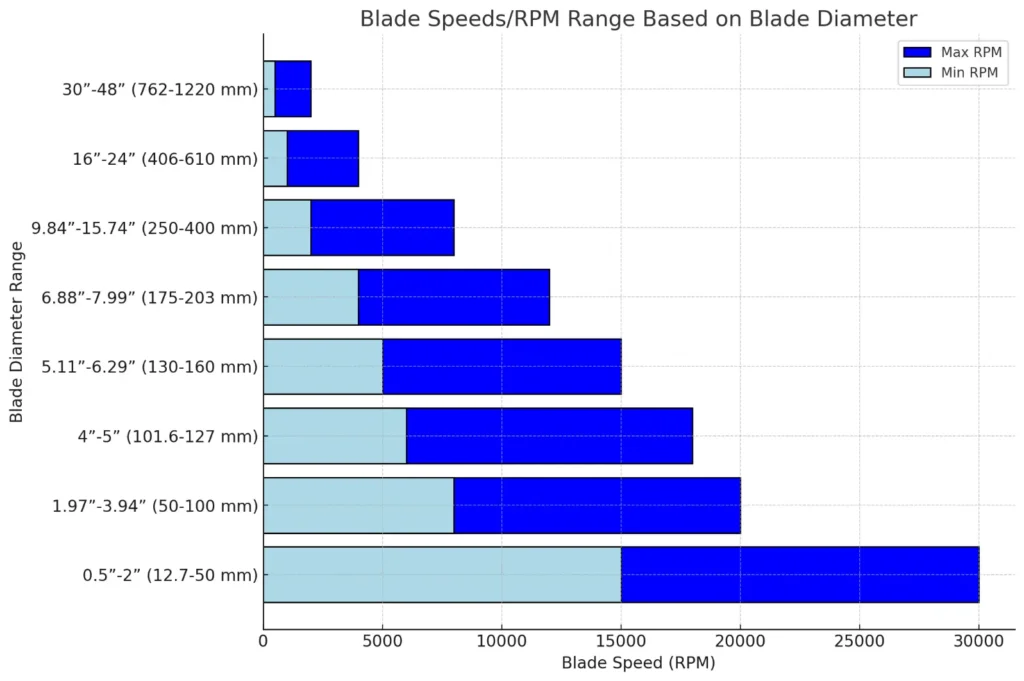
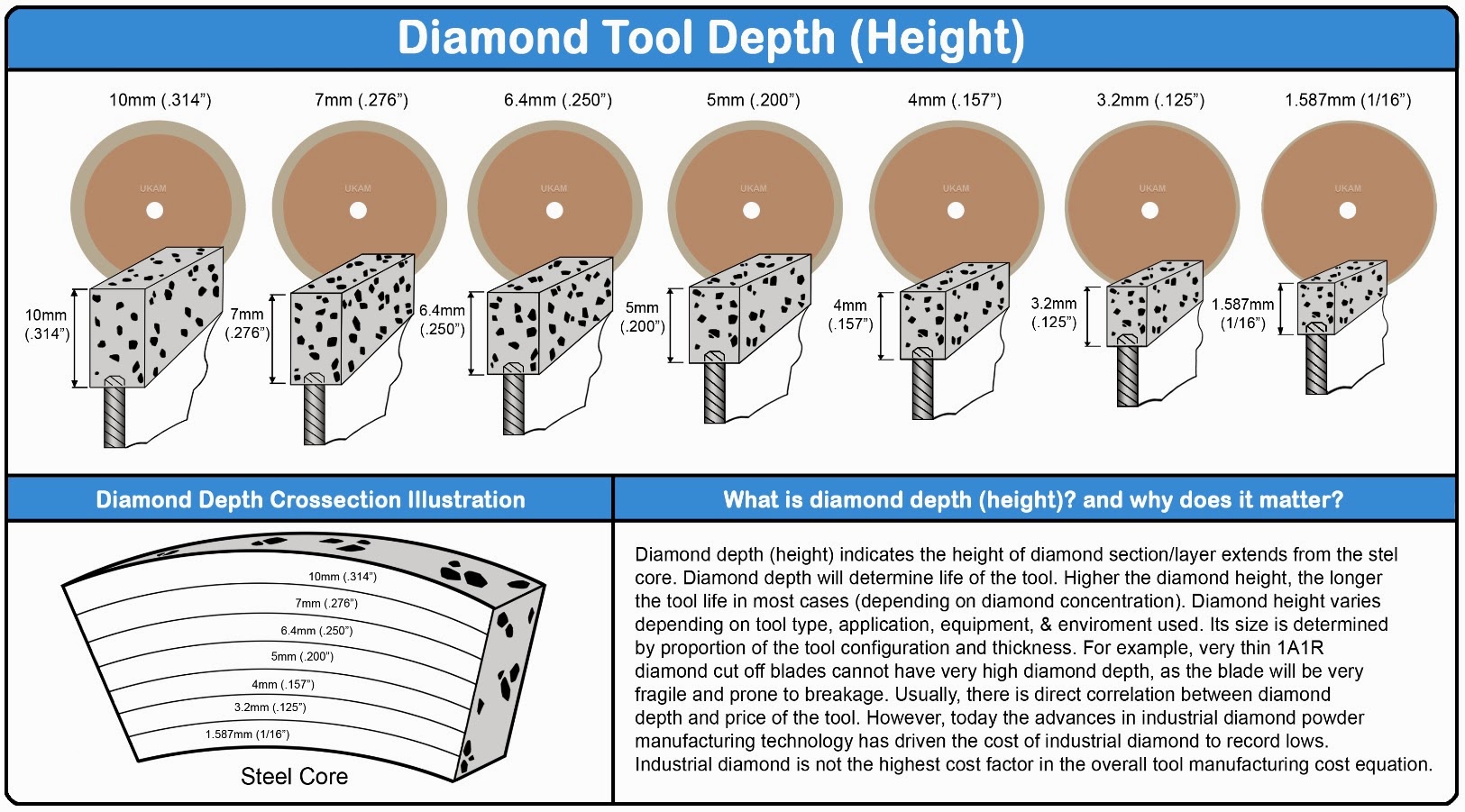
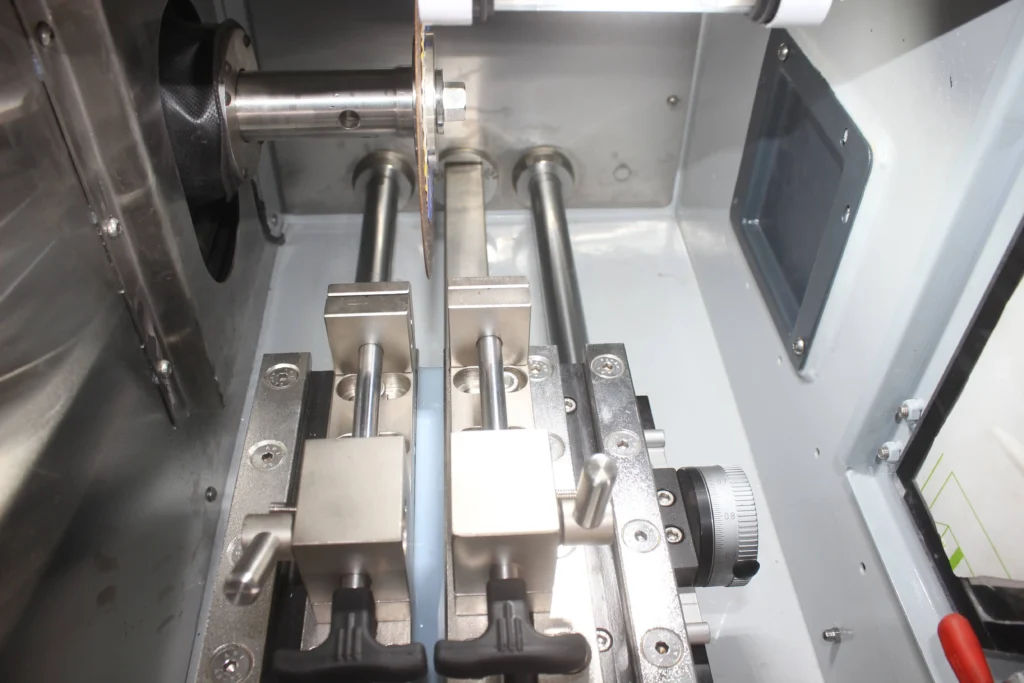
1A1The 1A1 diamond blade features no relief, meaning the diamond section and core thickness are identical. This uniformity ensures stability and precision during cutting operations. Application: These blades are especially suited for gang saw applications involving hard brittle materials, glass, optics, and composites. The inherent rigidity of the blade makes it ideal for high load and deep cut depth processing. The cut depth is limited to the height of the diamond section. Kerf Thickness: The width of the cut made by the blade, which matches the core thickness. This consistent thickness ensures stability and precision during cutting. Typical kerf thickness ranges from 0.12 inches (0.3 mm) to 0.125 inches (3.2 mm). Core Thickness: The actual thickness of the blade itself, matching the kerf thickness. This consistency is crucial for maintaining the blade's structural integrity and providing precise cuts. Diamond Depth (Height): The maximum cutting depth is limited to the height of the diamond section on the blade, dictating how deep the blade can cut into a material. Available diamond depths range from 1.58 mm (1/16 inch) to 14 mm (9/16 inch), meaning the blade can only cut as deep as the diamond section extends. |




|
|
1A8 blade - fully impregnated with diamond and designed with a broad, flat edge to maximize contact with the material. It is well-suited for high-volume material removal in tough materials, providing consistent performance across a range of hard and brittle composites. This blade is ideal for applications requiring rapid, uniform cutting. 1E8 blade - features a flat edge profile and is also fully impregnated with diamond. It is tailored for demanding environments where durability and a consistent cutting edge are crucial. This blade excels in cutting hard, abrasive materials, ensuring long blade life and uniform cutting capabilities. 1M8 blade - fully impregnated with diamond, has a modified edge to enhance cutting strength and performance. It offers superior wear resistance and is ideal for slicing through dense, abrasive materials like advanced ceramics and metal matrix composites. This blade ensures precision cutting with minimal thermal damage. 1N8 blade - presents a continuous, smooth rim fully impregnated with diamond. It delivers excellent performance in delicate applications such as slicing semiconductor materials or intricate electronic components, where maintaining cut quality and component integrity is essential. 1V8 blade - fully impregnated with diamond and features a v-shaped edge designed for specialized tasks. This blade is particularly useful for making precise v-grooves or detailed angled cuts in the manufacturing of fine ceramics or optical components, where precision is of utmost importance. |







No Minimum
Order Quantity

Fast Lead
Times

Precision Tolerances

Free
Consultation

Limitless
Possibilities
-
1

Discovery
We discuss your specific requirement in detail to determine the best solution for your needs.
-
2

Recommend Solution
We provide you with recommend options for your application based on your requirements along with quotation and lead time.
-
3

Prepaire To Implement
When you are ready to order, we send you confirmation of the tool specification always in writting. Your order is placed in que to be produced within the quoted lead time.
-
4

Implement & Deliver
The finished products go through quality control process and also inspected for conformance to specification agreed upon. The order is packaged and shipped to you using your requested shipping method. Certificate of conformance or any other documentation can be provided upon request.
-
5

Service & Support
We follow up with you to receive feedback on the tool performance. We also provide usage recommendatios and technical support if needed.
Ayan Sadyk is a materials scientist and process engineer with over two decades of experience in the industrial diamond tooling sector. His expertise lies in integrating ultra-thin diamond blades, CBN wheels, and advanced cutting systems into precision manufacturing workflows for applications in optics, semiconductors, and technical ceramics.
With a background in materials behavior and surface integrity, Mr. Sadyk brings a data-driven, application-specific approach to cutting and grinding process development. He has worked closely with manufacturers and R&D facilities across Eastern Europe, North America, and the Middle East, helping optimize tool life, surface finish, and process stability.
As an author, he focuses on bridging materials science with tooling innovation—writing on topics such as blade wear mechanisms, thermal effects in hard material sectioning, and adaptive process design.