


































































































02
Jun
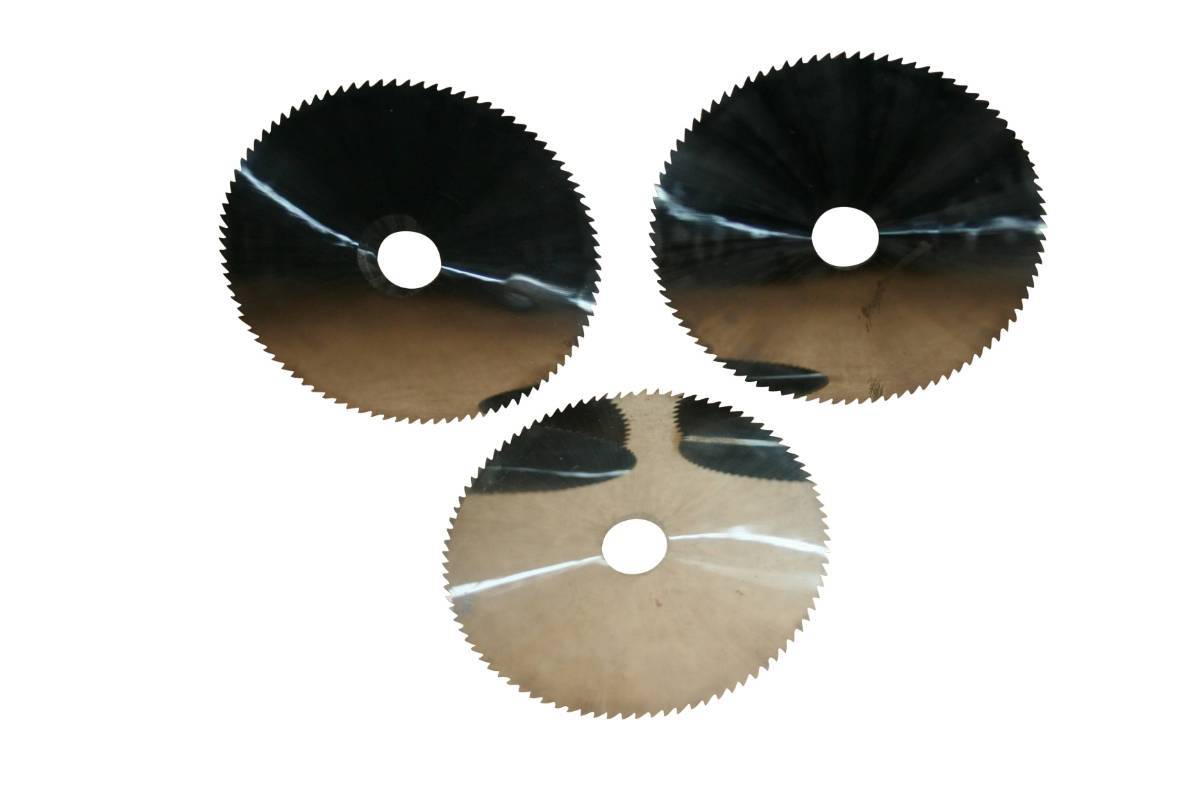
Select right Diamond Blade for your application
Selecting the right parameters for your Precision & Ultra Thin Diamond Blade can be a very time consuming, trial & error frustrating process. The guide below has been designed to help you better understand...






















