































")


















02
Jun
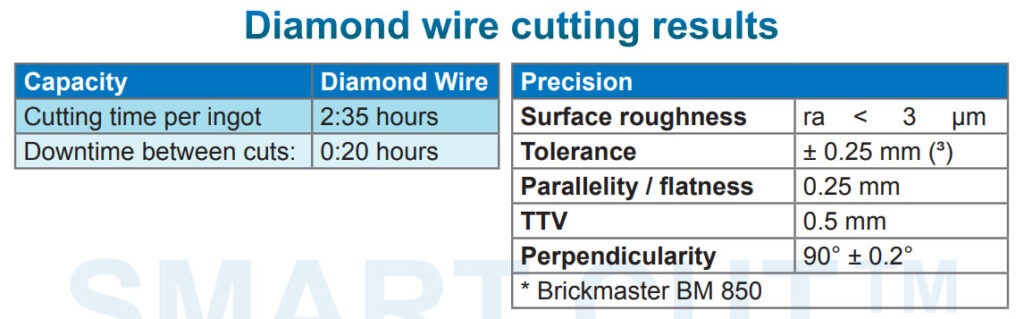
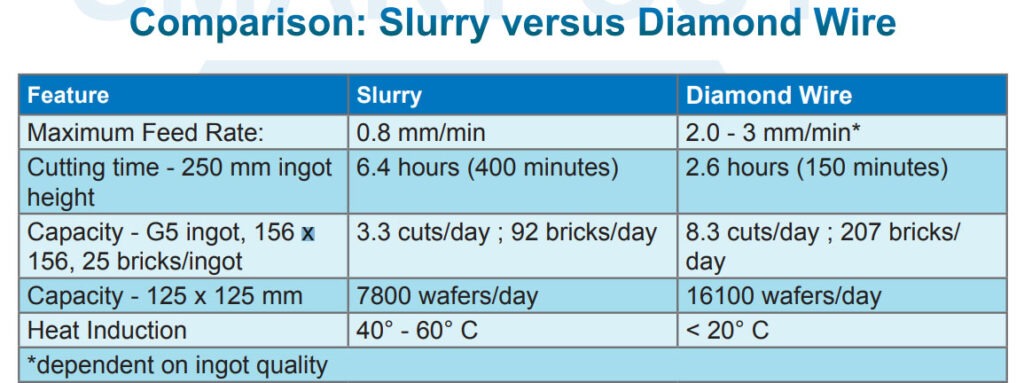
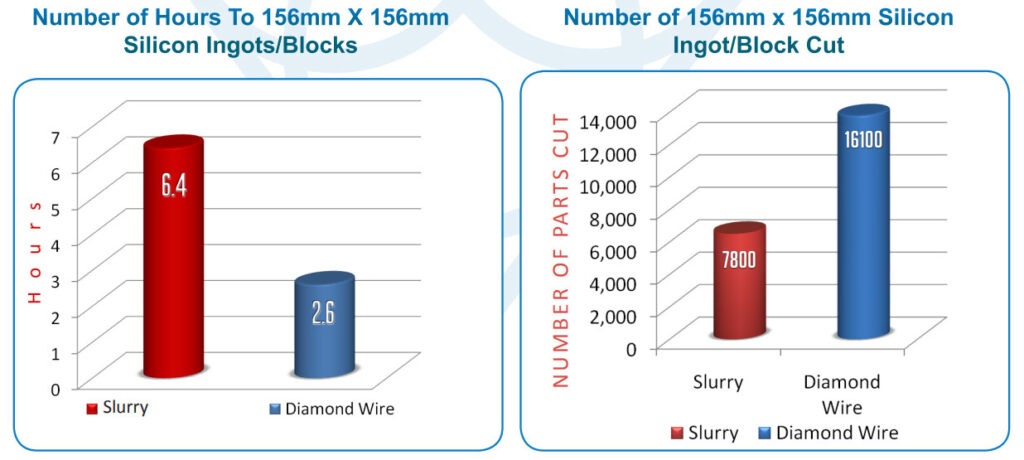
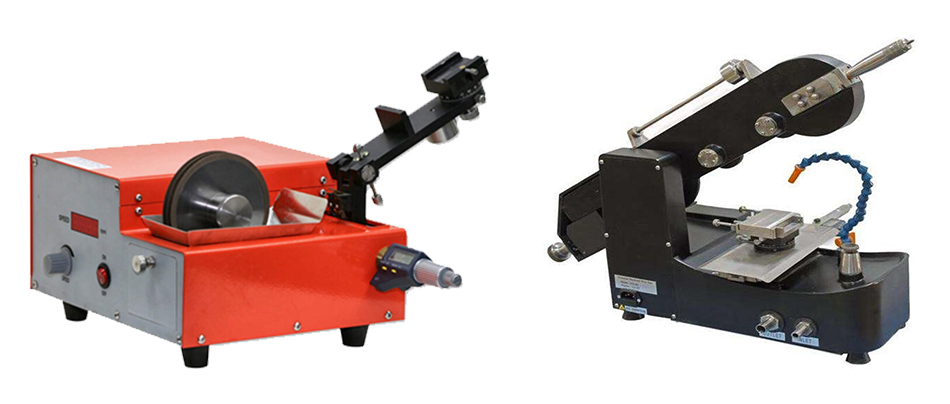
Comparing Two Different Cutting Methods (Low Speed Saw vs. Wire Saw)
Share this Article with Friend or Colleague
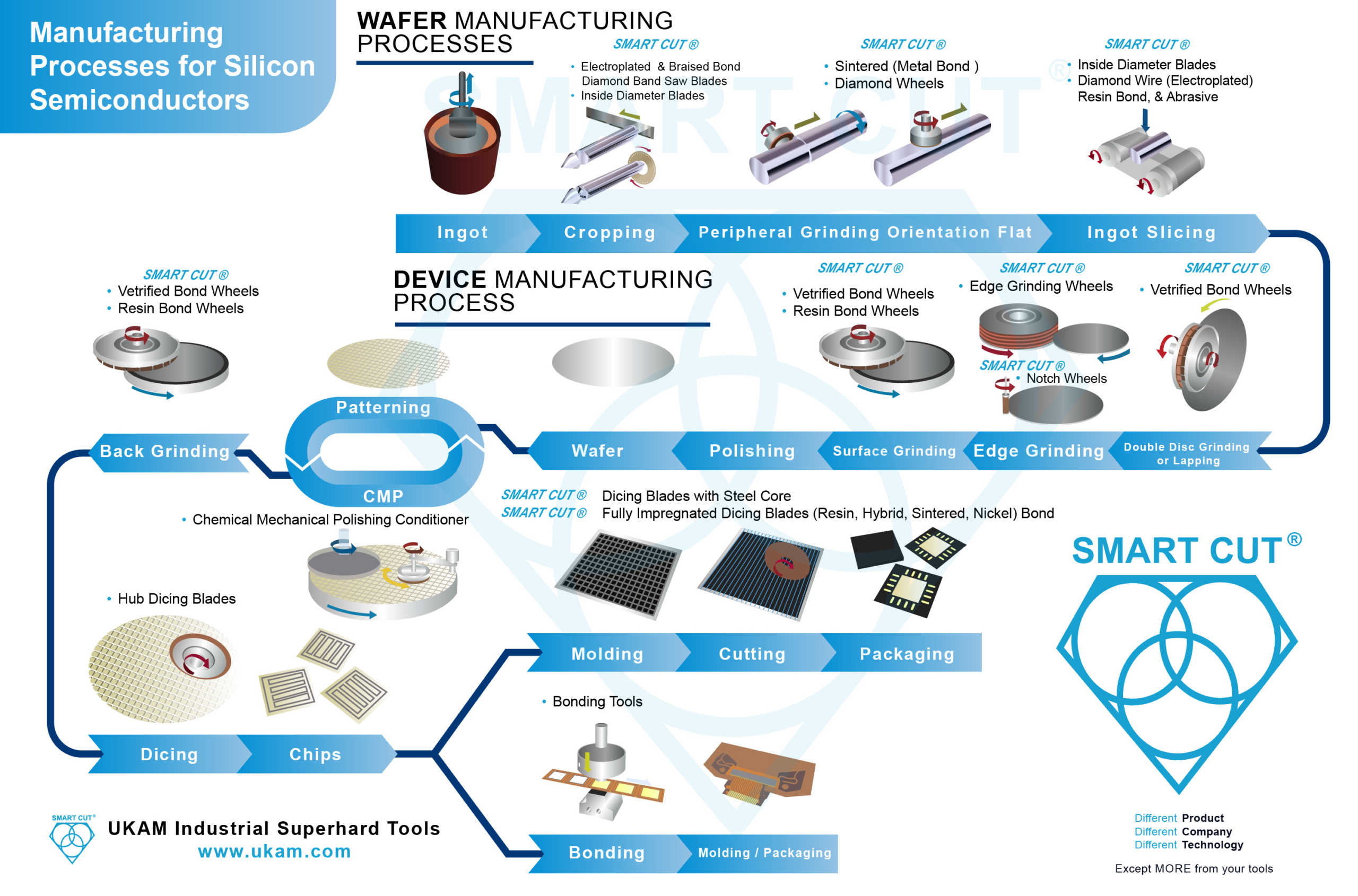
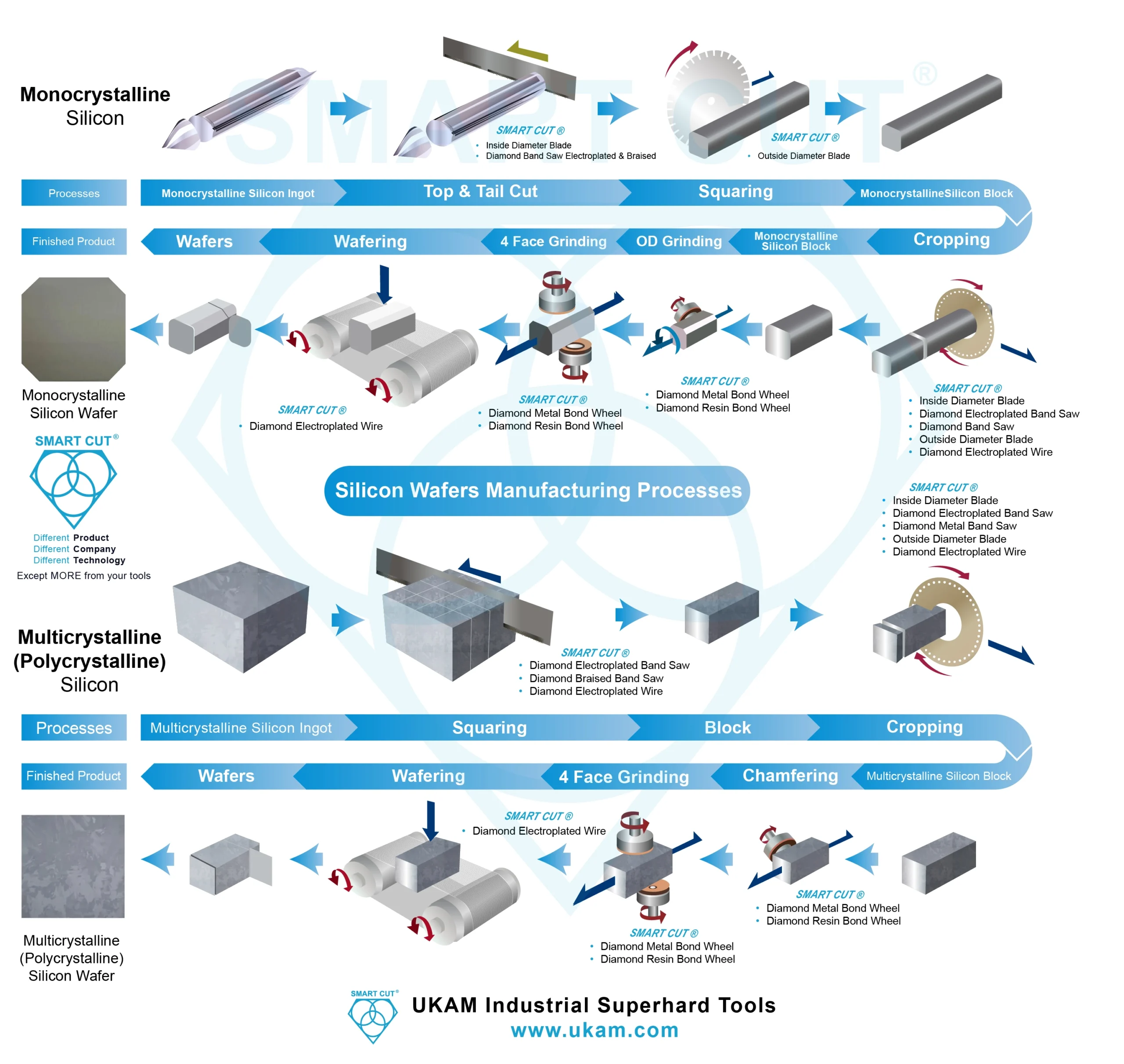
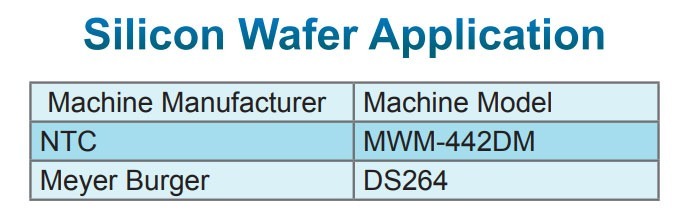
For metallography, sample preparation, materials research and working with large variety of materials, selecting the optimal cutting technology is crucial for achieving high-quality results across various materials and applications....