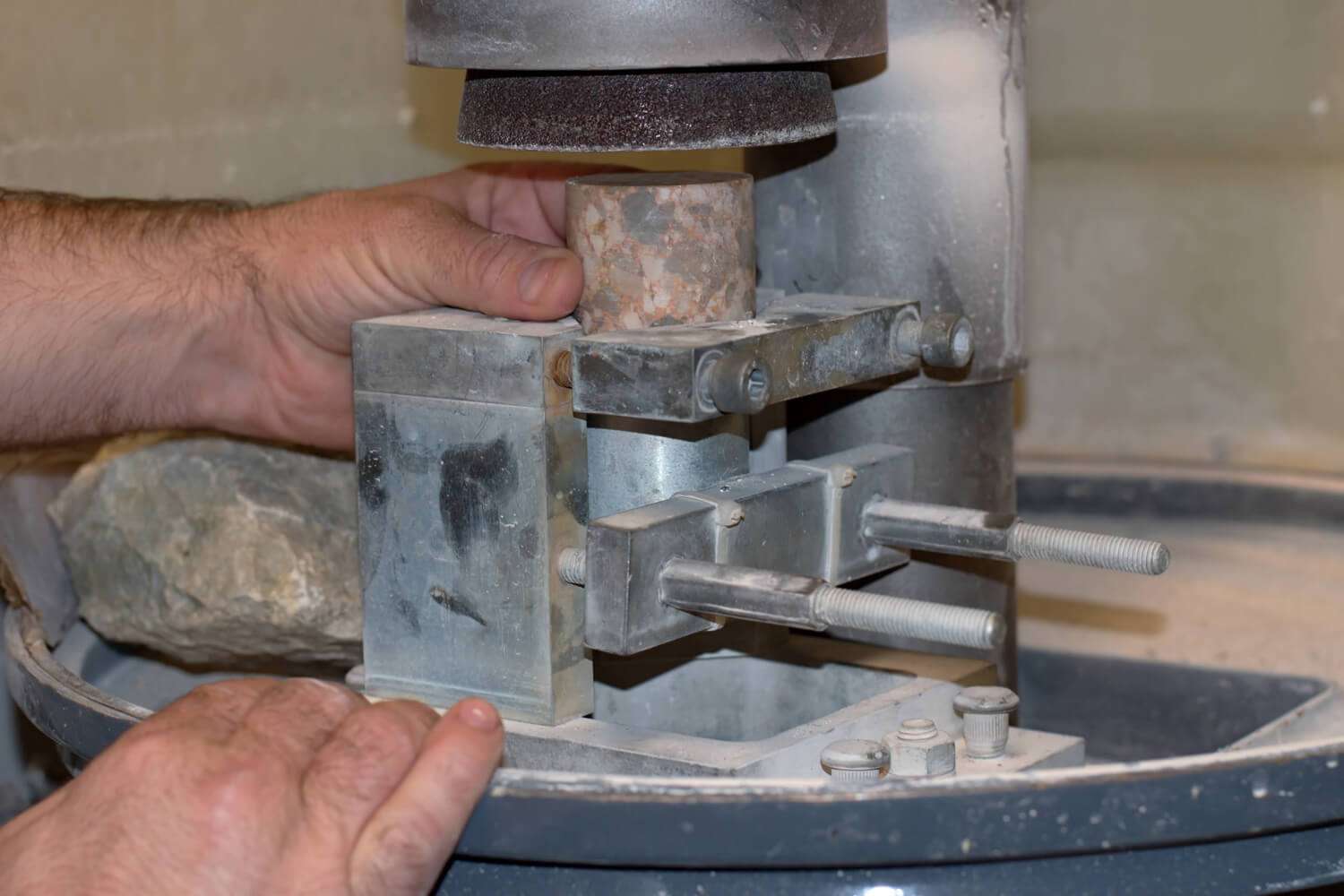
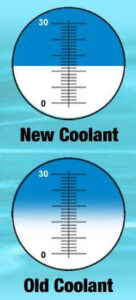
Plain water evaporates at 212 F. Often temperature in your cutting zone reaches as much as 500 degrees F. Often water evaporates, before it has a chance of affectively cooling the diamond wheel and material being drilled. Resulting in shorter Diamond Wheel Life, Material Damage or micro cracks associated with overheating. Water may cool your diamond & cbn tools, yet provide poor lubrication properties needed for optimum slicing, dicing, drilling, grinding & polishing results
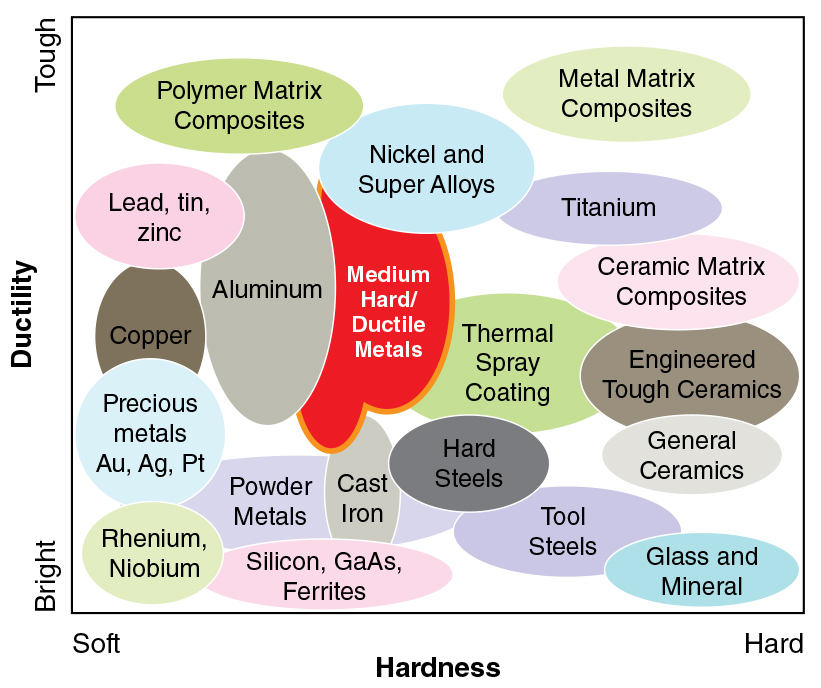
Premium water soluble synthetic coolant.SMART CUT® General Materials Formula is designed for large variety of materials and applications. Such as Glass, Natural & Semi Precious Stone, Composites, Semiconductor, Metals, Hard Tool Steels, Ceramics, Porcelain and many others. SMART CUT® General materials formula will benefit users in all industries and applications.
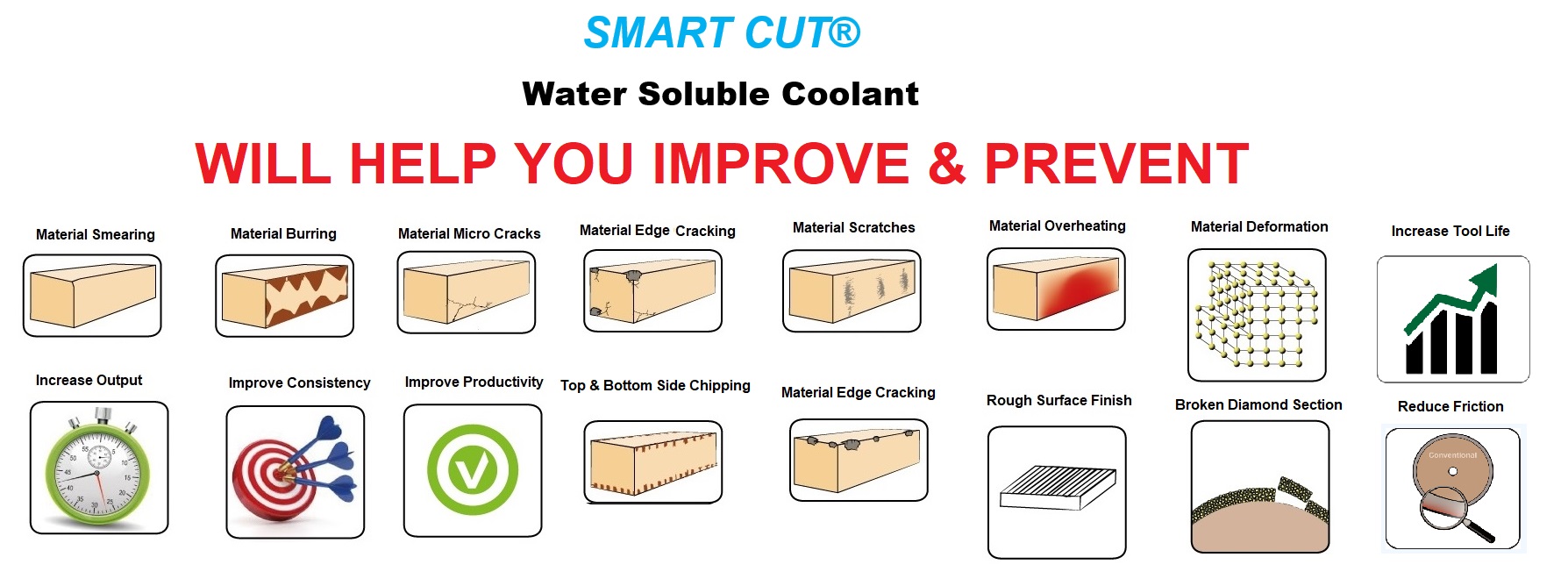
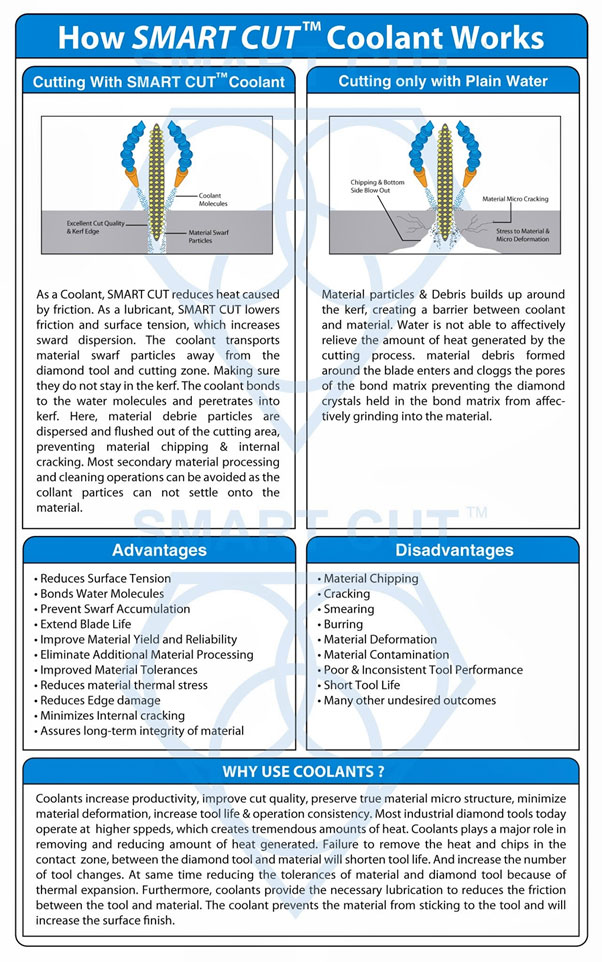
SMART CUT® water soluble coolant reduces material thermal stress, edge damage, internal cracking, increases tool life, provides better cut quality, preserves the material microstructure, assures long-term integrity of the material being cut and more. As a coolant SMART CUT® reduces heat caused by friction. As a lubricant SMART CUT® lowers friction and surface tension, which increases swarf dispersion.
How it Works
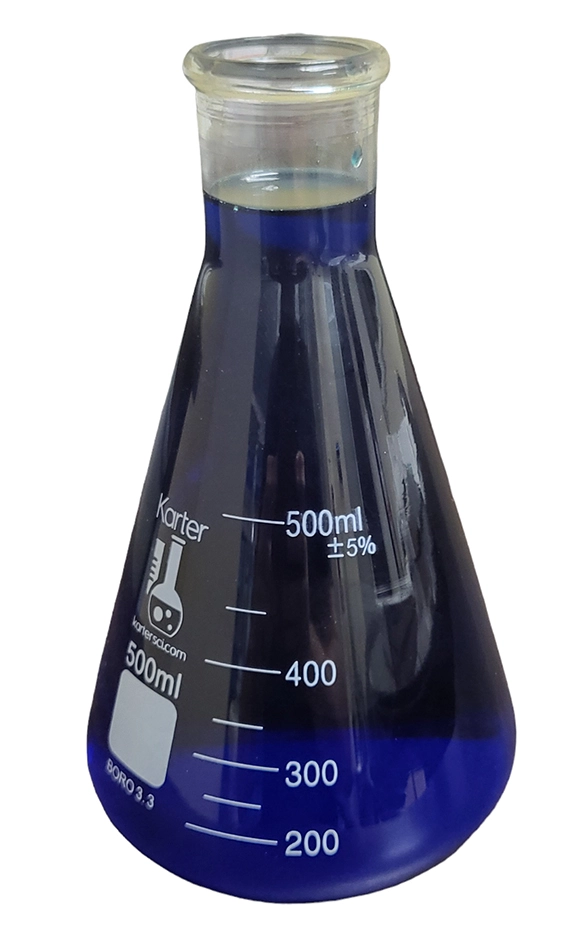
Stream of SMART CUT® coolant added to deionized (DI) water reduces material thermal stress, edge damage, and internal cracking, assuring long-term integrity of material being drilled. Since SMART CUT® is a coolant and lubricant, both the diamond tools and material benefit. Stream of SMART CUT® coolant added to deionized (DI) water reduces material thermal stress, edge damage, and internal cracking, assuring long-term integrity of material being processed. Since SMART CUT® is a coolant and lubricant, both the diamond tools and material benefit.
Sizes Available
- 1 Quart
- 1 gallon bottles
- 5 gallon pails
- 55 gallon drums
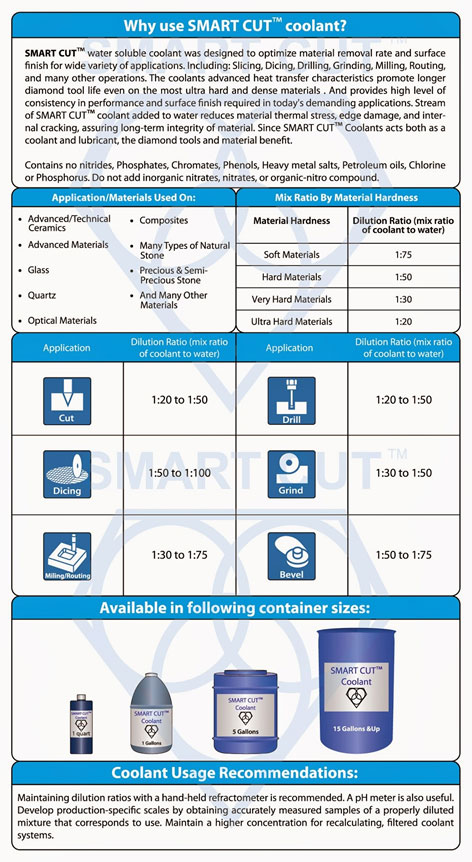
Mix Ration: 1:20
- 1 part coolant, & 20 parts water
- For use with Diamond Drills, Diamond Slicing Blades and Diamond Wafering / Sectioning Blades.
- Mix Ration: 1:30
- for all grinding operations
- MIX RATION: 1:75
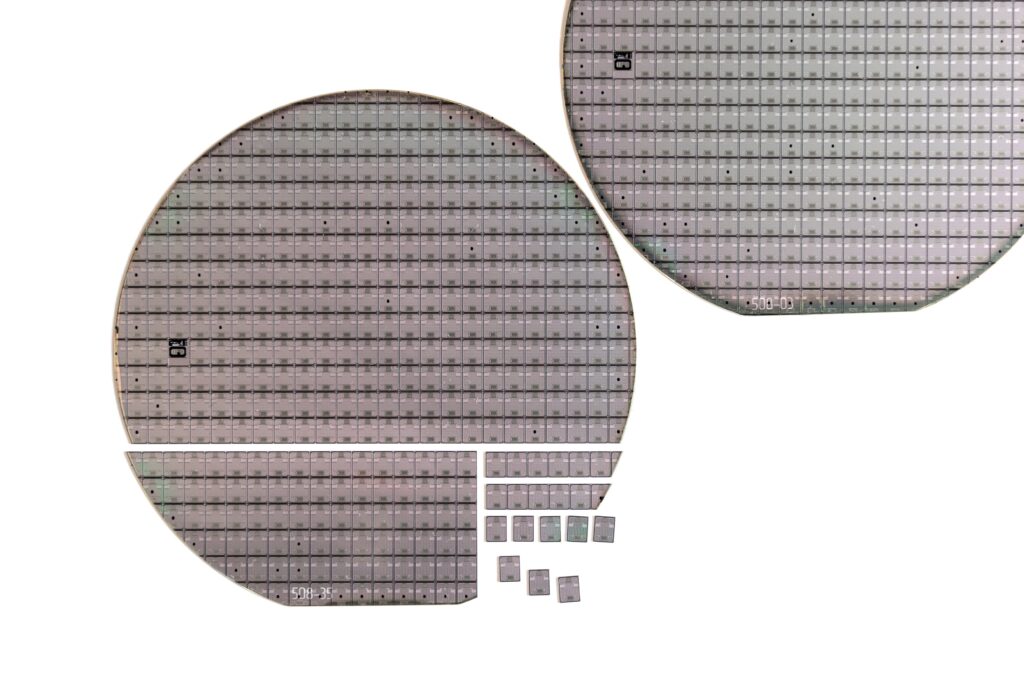
- 1 part coolant & 75 parts water for use with Dicing Blades












































 INDUSTRIES USED IN:
INDUSTRIES USED IN:
 FERROUS & NON-FERROUS METALS:
FERROUS & NON-FERROUS METALS: