





















































-
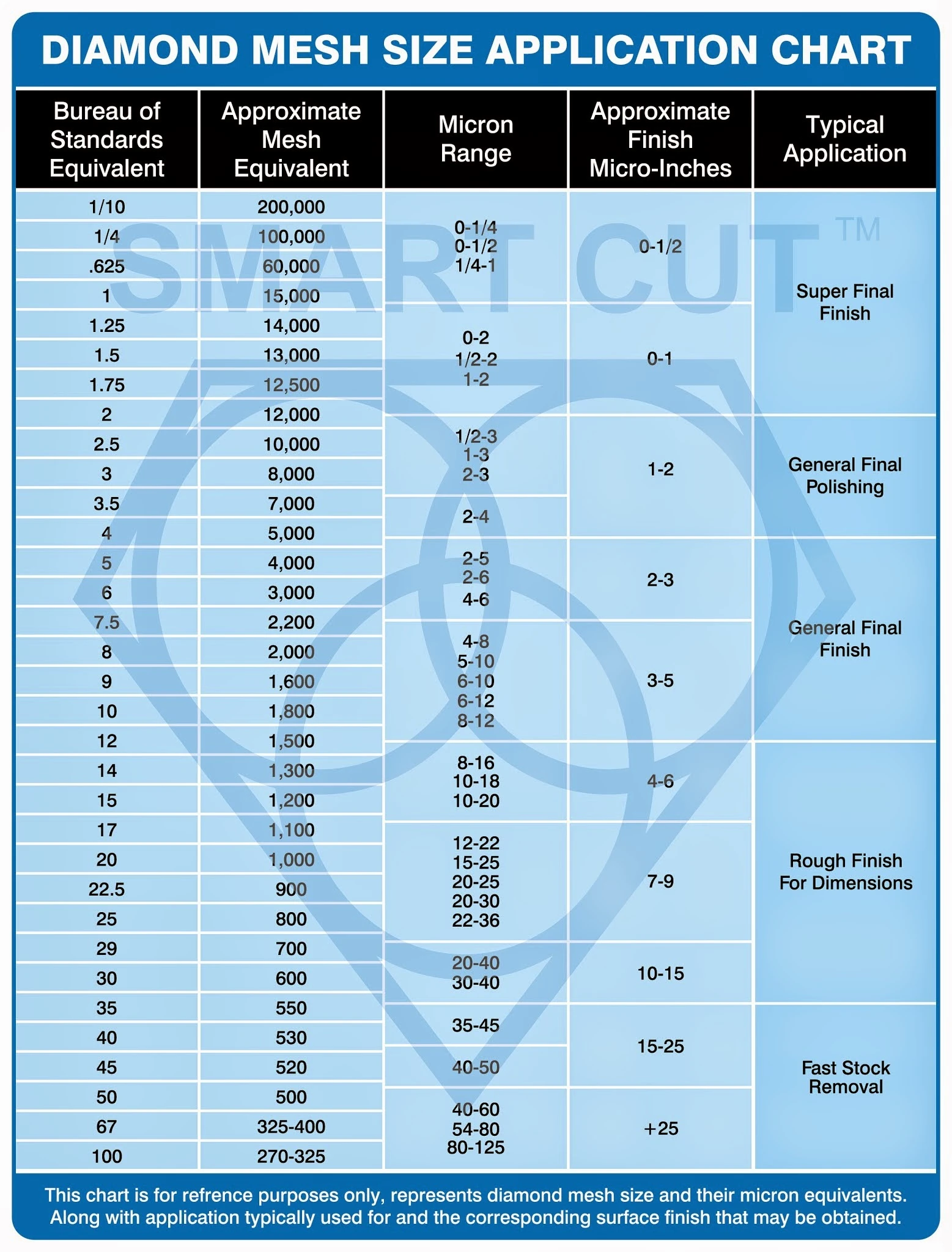
 1. Bureau of Standards Equivalent: This column represents a standardized scale for grading the size of diamond grains. The numbers decrease as the grain size becomes finer.
1. Bureau of Standards Equivalent: This column represents a standardized scale for grading the size of diamond grains. The numbers decrease as the grain size becomes finer. -
2. Approximate Mesh Equivalent: This column indicates the mesh size, which refers to how many holes per inch in a standard screen, corresponding to the diamond grain size. A higher number indicates smaller, finer grains.
-
3. Micron Range: This shows the range of particle sizes in microns for each mesh size. A micron is one-millionth of a meter. This column is crucial for understanding the exact size range of the diamond particles.
-
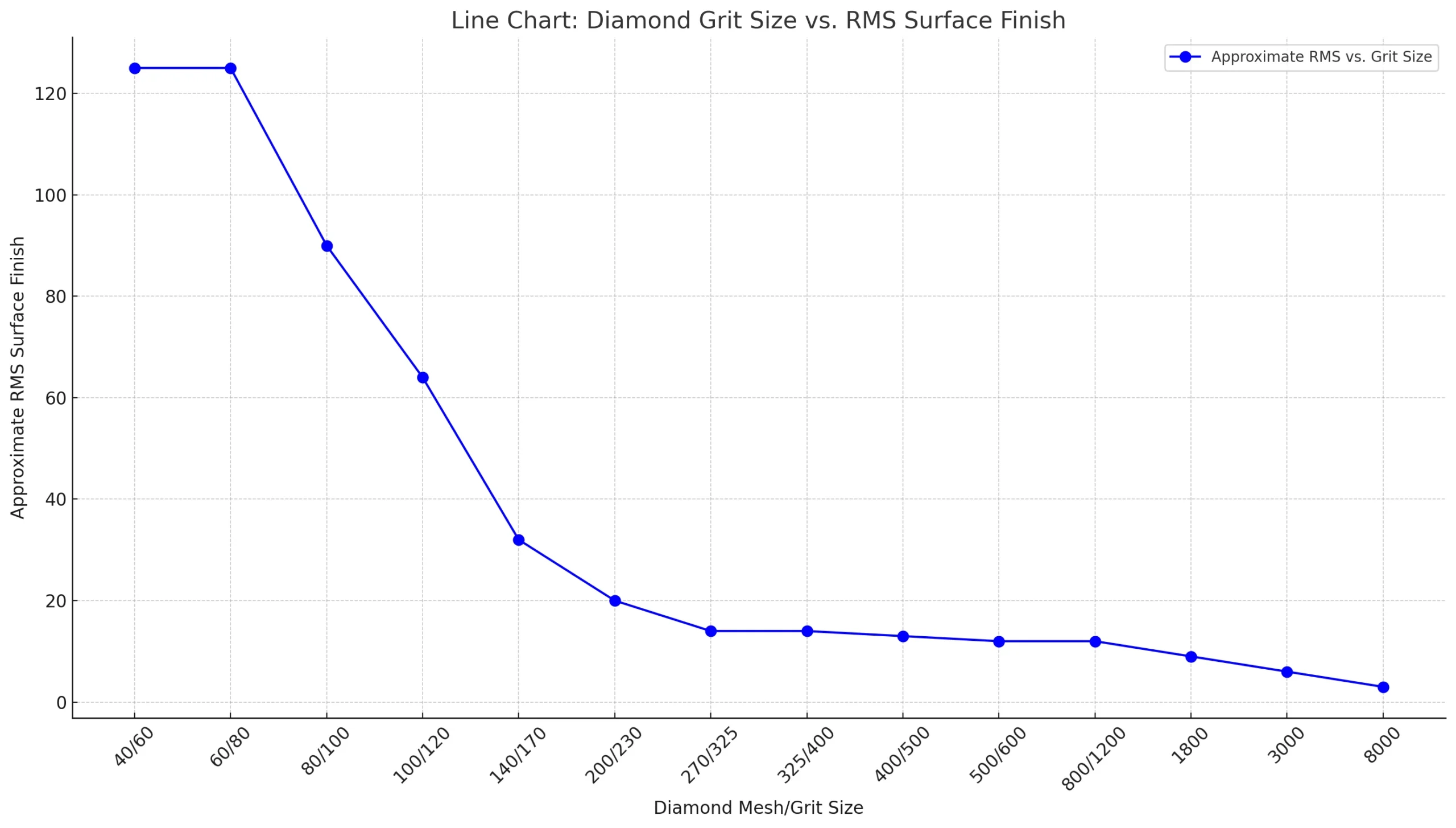
4. Approximate Finish Micro-Inches: This column provides a rough estimate of the surface finish that can be achieved with each mesh size, measured in micro-inches. A lower number here indicates a smoother finish.
-
5. Typical Application: The last column lists the typical applications for each mesh size, ranging from "Super Final Finish" for very fine particles to "Fast Stock Removal" for coarser grains.
-
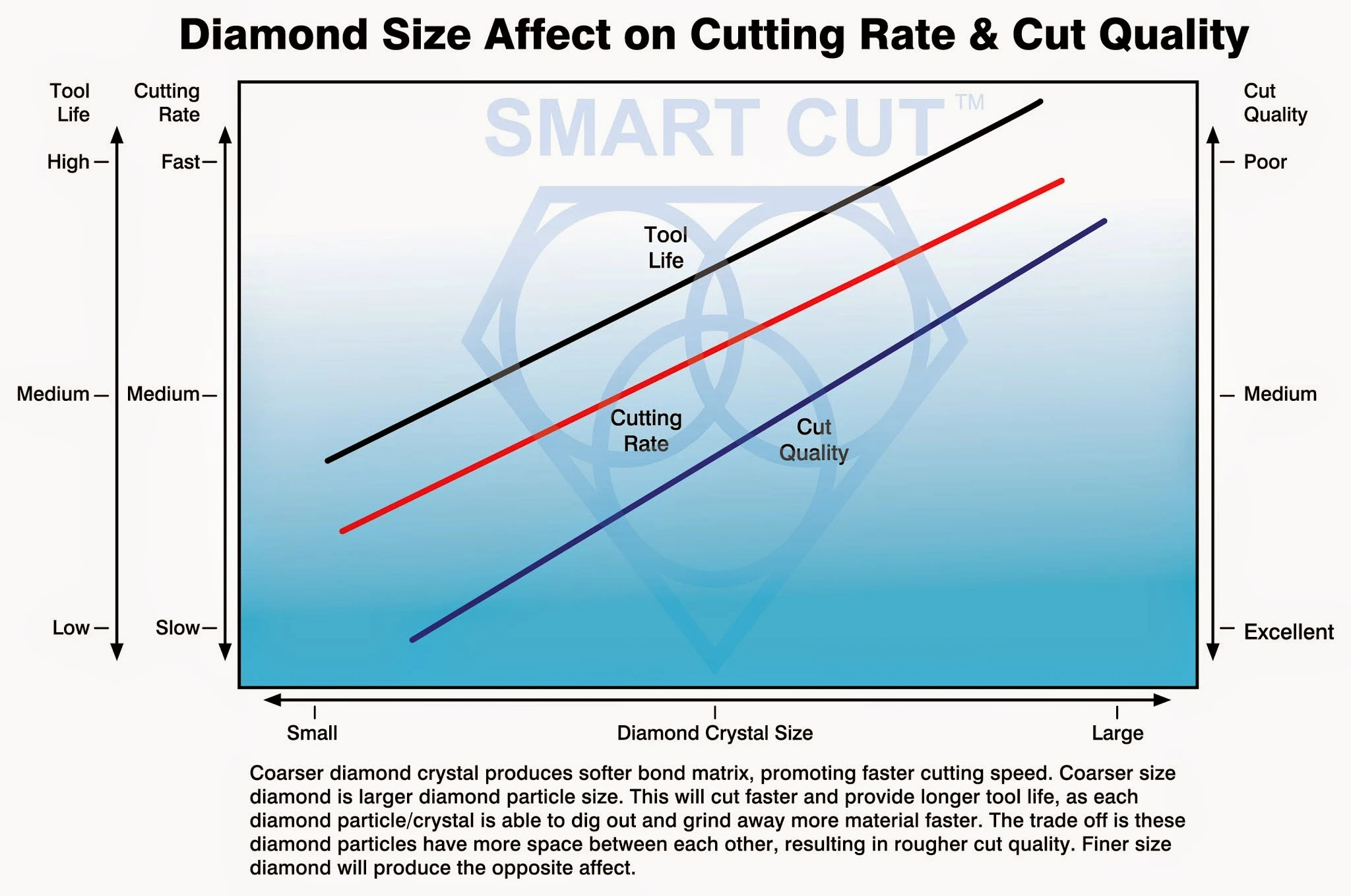
Vertical axis on the left: Represents the cutting rate, with "Fast" at the top and "Slow" at the bottom.
-
Horizontal axis at the bottom: Indicates the diamond crystal size, ranging from "Small" to "Large".
-
Red line: Represents tool life. It shows that as the diamond crystal size increases, the tool life also increases, meaning that tools with larger diamond particles last longer.
-
Blue line: Indicates cutting rate. This line illustrates that larger diamond crystals can cut faster, hence the cutting rate increases as the crystal size grows.
-
Purple line: Depicts cut quality. This line shows an inverse relationship, where smaller diamond crystals lead to better (excellent) cut quality, and larger crystals result in poorer cut quality.



-
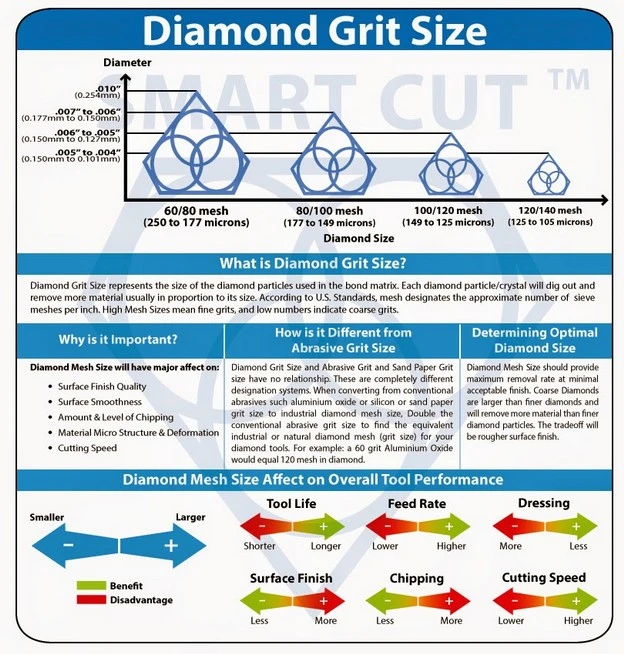
Horizontal Axis (X-axis): Represents the size of the diamond grit, ranging from "Small" to "Large". This size influences the behavior of the cutting tool in terms of both finish and speed.
-
Vertical Axis (Y-axis): The axis is implicitly indicated by the arrows pointing to how surface finish and cutting speed change with grit size.
-
Green Line (Surface Finish): This line shows that a smaller diamond grit size results in a smoother finish, indicated by the line moving from "Rough" to "Smooth" as the grit size decreases. Conversely, larger grit sizes tend to produce a rougher finish.
-
Red Line (Cutting Speed): Demonstrates that larger diamond grit sizes allow for faster cutting speeds, moving from "Slow" to "Fast". Smaller grit sizes slow down the cutting process.
-
nteractions of Lines: The crossover of the lines suggests an inverse relationship between surface finish and cutting speed relative to diamond grit size. As the diamond grit size increases, the cutting speed improves but at the expense of surface finish quality.

-
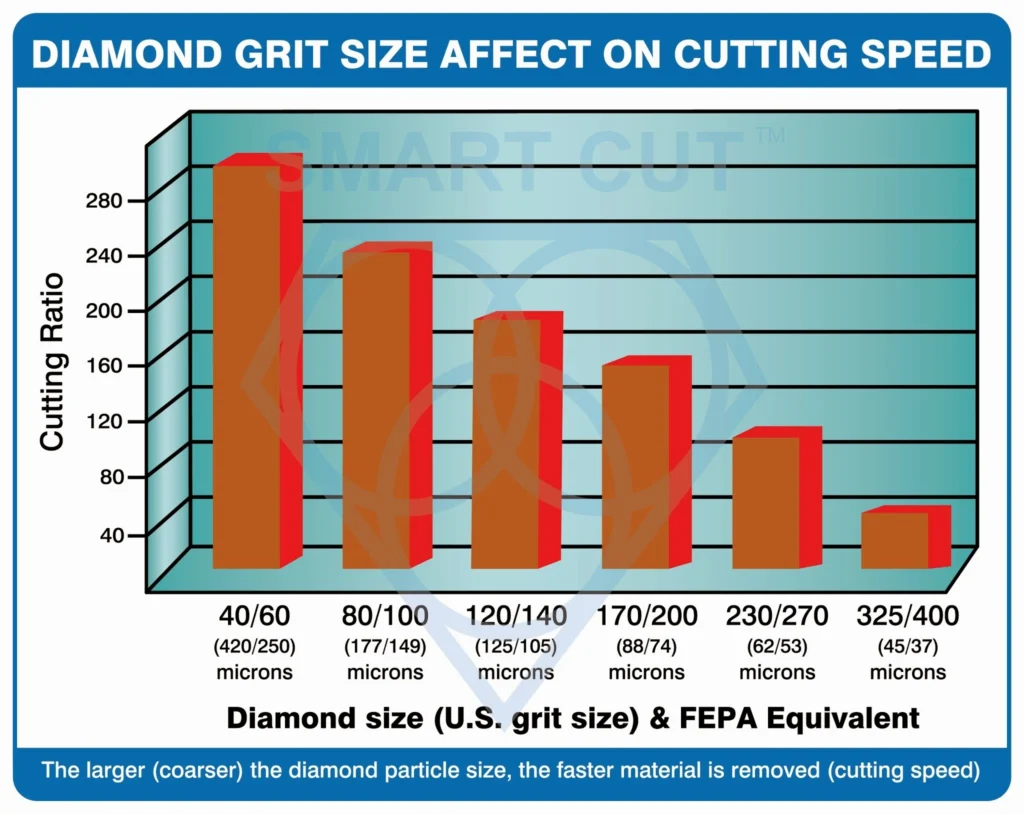
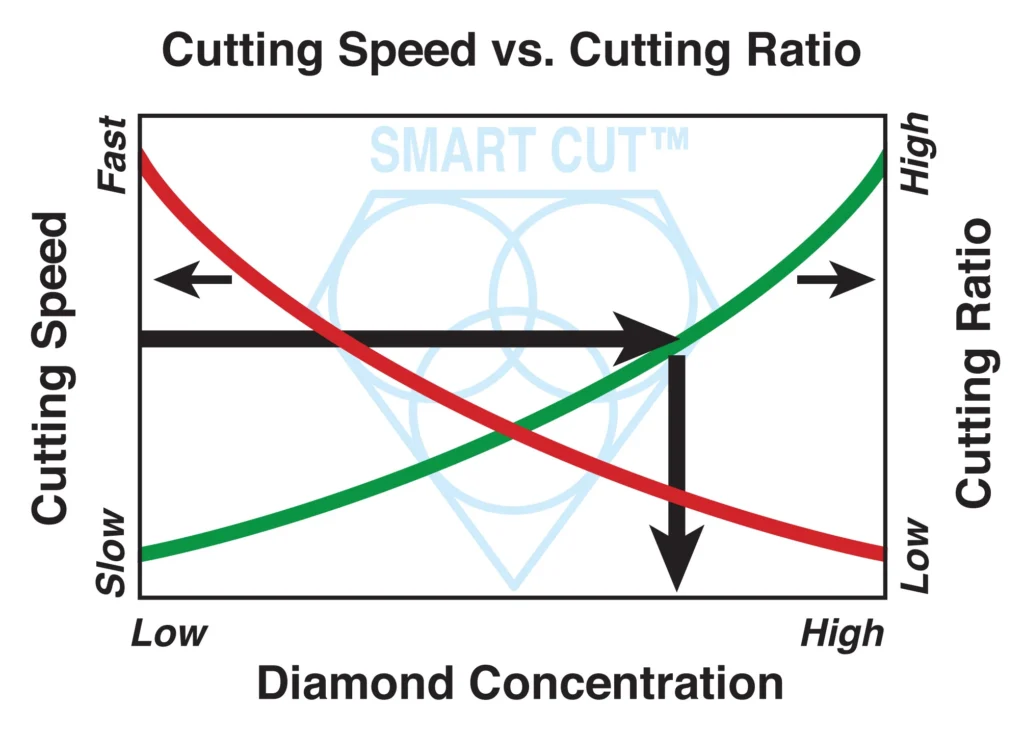
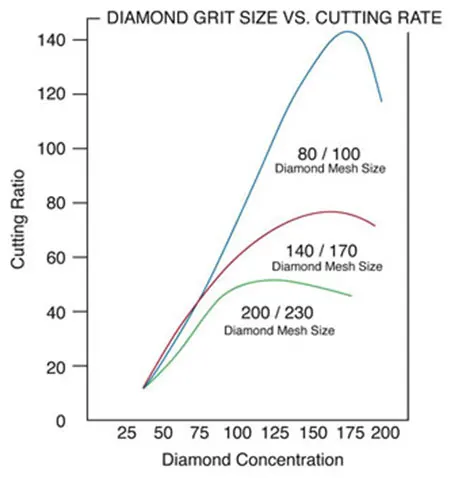
Horizontal Axis (X-axis): Shows the diamond concentration, ranging from 25 to 200. This measures how densely the diamond particles are packed in the cutting tool.
-
Vertical Axis (Y-axis): Indicates the cutting ratio, which is a measure of cutting efficiency or productivity. The scale ranges from 0 to 140.
-
Blue Line (80/100 Diamond Mesh Size): This curve shows a sharp increase in cutting rate as diamond concentration increases, peaking at a certain point before dramatically dropping. This mesh size is likely coarse and facilitates fast cutting initially, but may become inefficient beyond a specific concentration threshold.
-
Green Line (140/170 Diamond Mesh Size): Represents a more moderate increase in cutting rate with increasing diamond concentration, peaking at a lower rate than the blue line. This suggests a finer grit that provides a more consistent cutting rate over a broader range of concentrations but does not reach the high peak of coarser grits.
-
Red Line (200/230 Diamond Mesh Size): Indicates the finest grit among the three, showing a gradual and steady increase in cutting rate, peaking at the lowest point among the three lines. This suggests that while finer grit provides a steady cutting performance, its peak efficiency is lower compared to coarser grits.





-
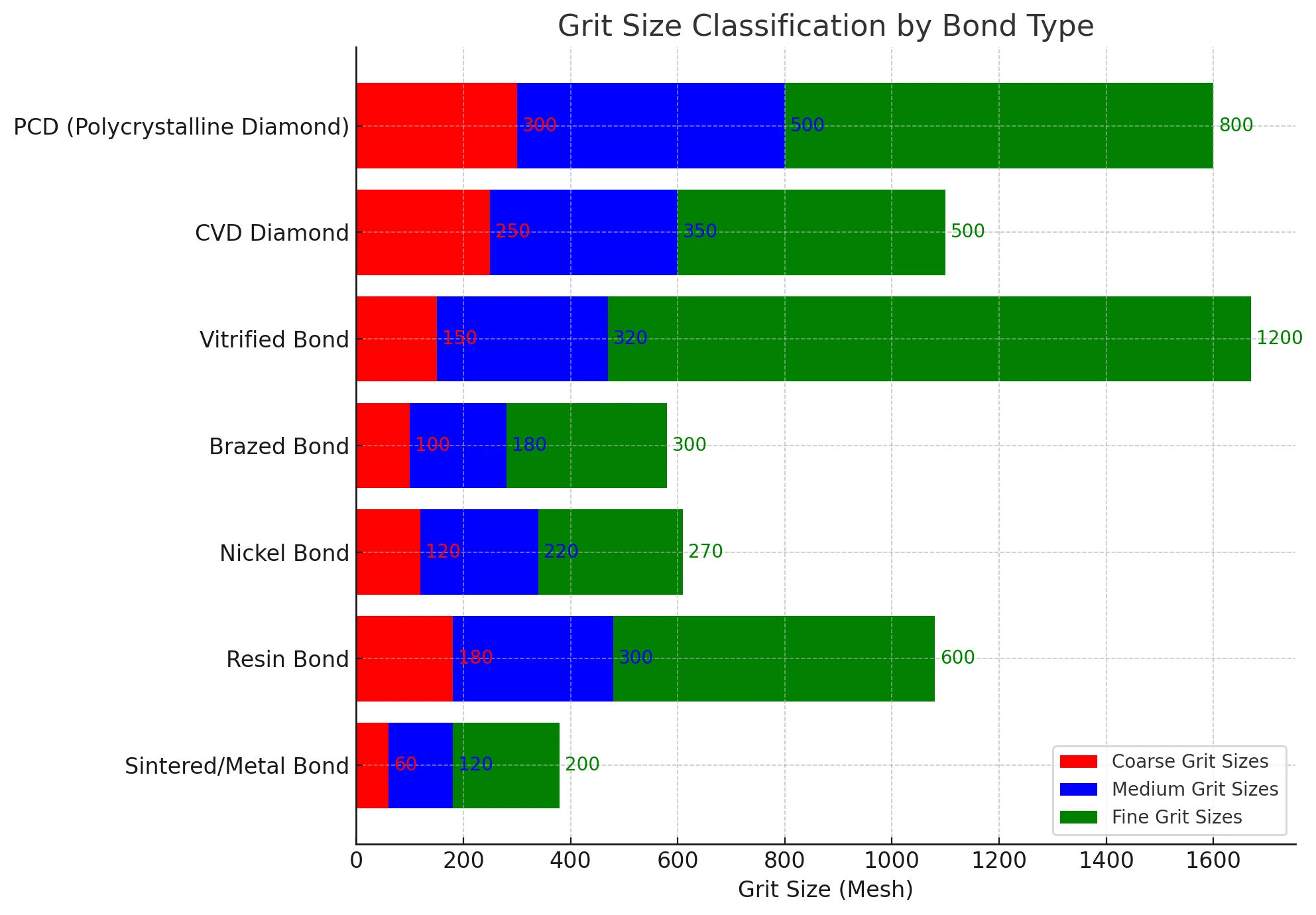
Coarse Grit Sizes: These are larger diamond particles that are effective for rapid material removal. They are suitable for rough processing where the finish is not the primary concern but rather the speed of material removal is prioritized.
-
Medium Grit Sizes: These grits offer a balance between material removal rate and surface finish quality. They are used for more controlled cutting or grinding, where both the efficiency of operation and the smoothness of the finish are important.
-
Fine Grit Sizes: These consist of smaller diamond particles that are essential for finishing operations. They are used where a high-quality surface finish is crucial, such as in fine polishing or detailed and precise cutting operations.




-
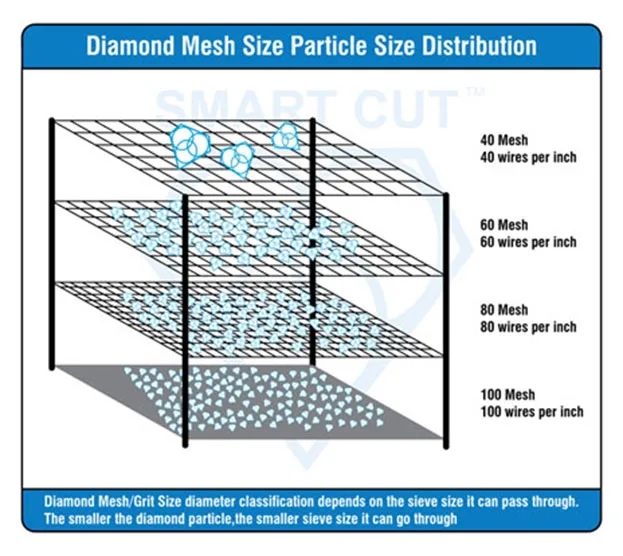
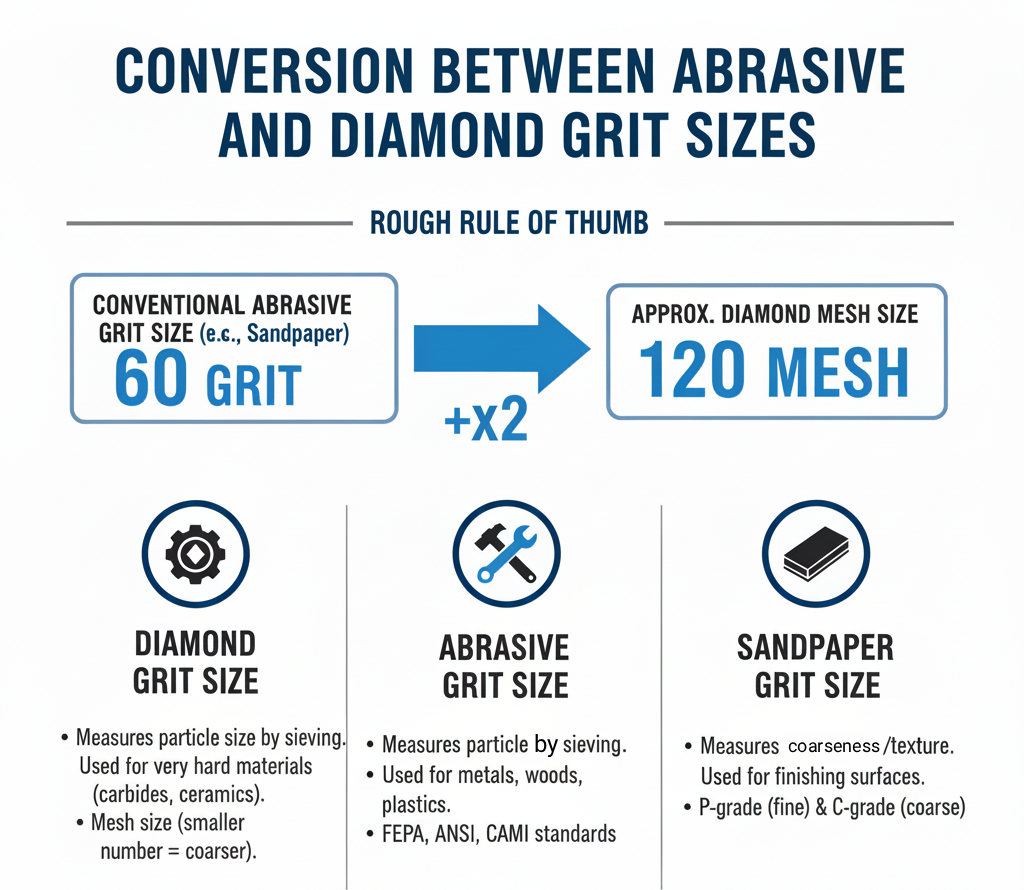
Diamond Grit Size (Mesh): Indicates the number of holes per inch of a sieve through which the grit can pass, with larger numbers indicating smaller particles.
-
Approximate Diameter (Microns): Provides a measure of the average particle diameter in microns.
-
Equivalent Abrasive Grit Size (Mesh): Refers to similar mesh sizes for non-diamond abrasives like aluminum oxide or silicon carbide, used in general abrasive tools.
-
Equivalent Sandpaper Grit (CAMI): Corresponds to the grit sizes defined by the Coated Abrasives Manufacturers Institute (CAMI) standard for sandpaper, commonly used in the U.S.


-
Coarse Sandpaper Grits (40-60 CAMI) are used for stripping away layers such as paint or varnish, and for rough-shaping wood.
-
Medium Sandpaper Grits (80-120 CAMI) are generally used for smoothing wood surfaces in preparation for painting or varnishing, and for removing smaller imperfections.
-
Fine Sandpaper Grits (150-220 CAMI) provide a smoother finish suitable for final finishing touches before applying a coat of paint or varnish.
-
Very Fine Sandpaper Grits (240-400 CAMI) are often employed in the final finishing stages of woodworking projects, between coats of paint or varnish to achieve an ultra-smooth finish.
Carlos Sanchez is a senior technical specialist and field applications trainer with more than 17 years of experience in the use and optimization of industrial diamond tools, including ultra-thin diamond blades, core drills, and CBN grinding wheels. With a foundation in industrial engineering and technical operations, Mr. Sanchez has worked extensively with manufacturers and laboratories around the world, providing hands-on support and practical training for a wide range of cutting, grinding, and sample preparation applications.
Fluent in both English and Spanish, Carlos is known for his ability to translate complex tooling concepts into clear, actionable procedures for engineers, technicians, and production staff. His approach emphasizes real-world process improvement, tool longevity, and operator education—ensuring clients get the most out of their diamond tooling investments.
As an author, Mr. Sanchez shares field-tested insights on tool performance optimization, defect prevention, training methodologies, and troubleshooting common cutting issues.


Diamond Tool Coolants Why, How, When & Where to Use

Selecting the Right Coolant Method for your Diamond & CBN Tools

How to Selecting Right Diamond Tools for your application

How to properly use Diamond Tools

Why use diamond
Diamond is the hardest material known to man kind. When used on diamond/tools, diamond grinds away material on micro (nano) level. Due to its hardness Diamond will work all types of materials from hardness of 40 on Rockwell scale and up. Diamond will machine hardest material, including those materials that other conventional types of abrasives, carbide and high speed steel will not.

Diamond vs CBN (cubic boron nitride) Tools
What is Diamond Mesh Size and how to select best one for your application

What is Diamond Concentration and which to use for your application

Choosing The Correct Diamond Bond Type

How to Properly Use Diamond Tools: A Complete Guide to Performance, Safety, and Tool Life
Carlos Sanchez is a senior technical specialist and field applications trainer with more than 17 years of experience in the use and optimization of industrial diamond tools, including ultra-thin diamond blades, core drills, and CBN grinding wheels. With a foundation in industrial engineering and technical operations, Mr. Sanchez has worked extensively with manufacturers and laboratories around the world, providing hands-on support and practical training for a wide range of cutting, grinding, and sample preparation applications.
Fluent in both English and Spanish, Carlos is known for his ability to translate complex tooling concepts into clear, actionable procedures for engineers, technicians, and production staff. His approach emphasizes real-world process improvement, tool longevity, and operator education—ensuring clients get the most out of their diamond tooling investments.
As an author, Mr. Sanchez shares field-tested insights on tool performance optimization, defect prevention, training methodologies, and troubleshooting common cutting issues.