






















































-
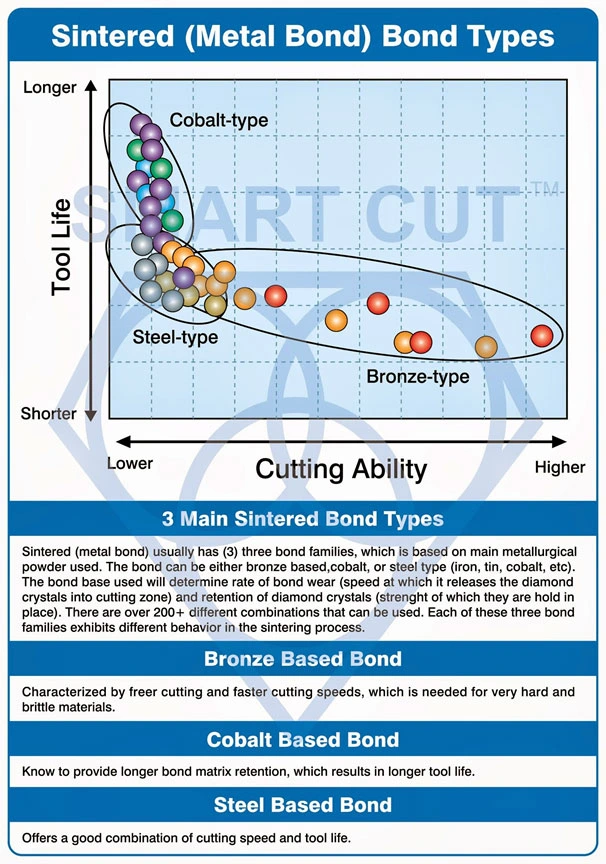
 bronze based
bronze based -
cobalt
-
steel type (iron, tin, cobalt, etc)



-
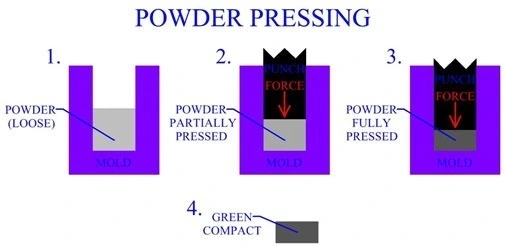
normal sintering in a furnace with a sintering mould or in a continuous furnace
-
pressure sintering
-
hot isostatic pressing (HIP method)

-
Hardness and Abrasiveness: The hardness and abrasiveness of the material determine the diamond size and bond hardness. Harder materials require finer diamond grits with a harder bond to resist premature wear, while abrasive materials necessitate a softer bond for faster diamond exposure.
-
Brittleness: Brittle materials like certain ceramics or glass demand tools with a high diamond concentration to minimize chipping and ensure smooth cuts.
-
Thermal Conductivity: Materials with low thermal conductivity may require bonds that dissipate heat effectively to prevent thermal damage to the workpiece.
-
Machining Challenges: Heavier, denser materials may require more power to machine and can lead to increased tool wear.
-
Fine Grits: Used for hard, brittle materials requiring high precision and minimal surface damage. Fine grits produce smoother finishes but at slower cutting speeds.
-
Coarse Grits: Ideal for softer, more abrasive materials where rapid material removal is prioritized over surface finish.
-
Diamond Concentration: Adjusting the diamond concentration allows for balancing between cutting speed and tool life. High concentrations improve tool longevity but may reduce cutting efficiency, while lower concentrations increase cutting speed but wear out the tool faster.
-
Hard Bonds: Suitable for abrasive materials as they wear slowly, continuously exposing new diamonds. Materials such as asphalt or green concrete often require tools with hard bonds.
-
Soft Bonds: Used for hard materials that can quickly wear down the diamonds. The softer bond matrix wears away quicker, ensuring new diamonds are exposed for consistent cutting performance.
-
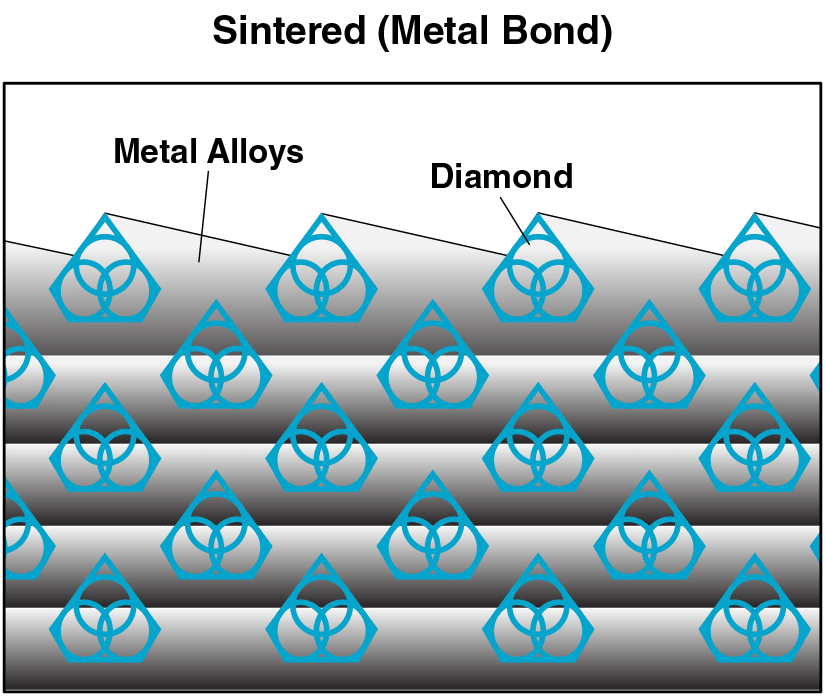
Matrix Composition: The choice of metal alloy (e.g., bronze, cobalt, or iron-based) affects the tool's wear rate and cutting performance. Innovations in alloy compositions, including the use of hybrid and composite matrices, allow for nuanced adjustments to tool properties.
-
Segmented vs. Continuous Rim: Segmented rims are preferred for cutting harder, denser materials, offering better cooling and debris removal. Continuous rims provide smoother cuts in brittle materials such as glass and tile.
-
Profile and Shape: Custom tool shapes and profiles are designed to meet specific application requirements, such as unique cutting angles, grooving, or profiling tasks. The geometry affects the stress distribution and cutting efficiency.
-
Cutting Speed vs. Finish Quality: Depending on the application, tools may be optimized for fast cutting speeds or high-quality finishes. This involves trade-offs in diamond size, bond type, and tool geometry.
-
Wet vs. Dry Cutting: The choice between wet and dry cutting tools is determined by the material and cutting environment. Wet cutting tools, often required for materials prone to thermal damage, use water for cooling and dust suppression.
-
Equipment Compatibility: Customization also considers the power and specifications of the cutting equipment to ensure optimal tool performance and lifespan.
Leon Meyer is a veteran manufacturing engineer and technical consultant with over 50 years of experience in the development, implementation, and troubleshooting of industrial diamond tooling systems. Having spent his career at the intersection of tool design, precision manufacturing, and production engineering, Mr. Meyer is widely regarded as one of the most experienced voices in the application of ultra-thin diamond blades, sintered core drills, and CBN grinding wheels across heavy industry, advanced materials, and research sectors.
Known for his pragmatic, no-nonsense approach, Leon has advised manufacturers across the United States, Europe, and East Asia—helping streamline cutting processes, extend tool life, and solve complex issues related to material breakage, chipping, and tolerance drift. His expertise has directly contributed to improved production efficiency in industries ranging from aerospace alloys and technical ceramics to optics, composites, and high-nickel superalloys.
As an author, Mr. Meyer brings a lifetime of field knowledge to his writing, with a focus on real-world problem solving, cost-performance optimization, and tool reliability under demanding conditions.

Diamond Tool Coolants Why, How, When & Where to Use

Selecting the Right Coolant Method for your Diamond & CBN Tools

How to Selecting Right Diamond Tools for your application

How to properly use Diamond Tools

Why use diamond
Diamond is the hardest material known to man kind. When used on diamond/tools, diamond grinds away material on micro (nano) level. Due to its hardness Diamond will work all types of materials from hardness of 40 on Rockwell scale and up. Diamond will machine hardest material, including those materials that other conventional types of abrasives, carbide and high speed steel will not.

Diamond vs CBN (cubic boron nitride) Tools

What is Diamond Mesh Size and how to select best one for your application

What is Diamond Concentration and which to use for your application

Choosing The Correct Diamond Bond Type

How to Properly Use Diamond Tools: A Complete Guide to Performance, Safety, and Tool Life
Leon Meyer is a veteran manufacturing engineer and technical consultant with over 50 years of experience in the development, implementation, and troubleshooting of industrial diamond tooling systems. Having spent his career at the intersection of tool design, precision manufacturing, and production engineering, Mr. Meyer is widely regarded as one of the most experienced voices in the application of ultra-thin diamond blades, sintered core drills, and CBN grinding wheels across heavy industry, advanced materials, and research sectors.
Known for his pragmatic, no-nonsense approach, Leon has advised manufacturers across the United States, Europe, and East Asia—helping streamline cutting processes, extend tool life, and solve complex issues related to material breakage, chipping, and tolerance drift. His expertise has directly contributed to improved production efficiency in industries ranging from aerospace alloys and technical ceramics to optics, composites, and high-nickel superalloys.
As an author, Mr. Meyer brings a lifetime of field knowledge to his writing, with a focus on real-world problem solving, cost-performance optimization, and tool reliability under demanding conditions.