




















































-
 Unmatched Cut Quality (eliminates secondary finishing operations)
Unmatched Cut Quality (eliminates secondary finishing operations) -
Faster & Freer Speed
-
Less Heat Generation than other bond types
-
Less Stress to material than other bond types
-
Will work the hardest material (even natural diamond)
-
Can be used dry (without coolant) when needed
-
Can withstand Higher Temperature than sintered (metal bond) tools
-
Perfect for fragile and delicate materials
-
Minimize Chipping, Improve Surface Finish, Minimize Material Deformation
-
Increase Tool Life
-
Reduce Chipping
-
Reduce Tool Wear
-
Increase Process Consistency
-
Maintain Consistent Cutting Speed
-
Reduce Blade Change & Mounting Cost
-
Reduce Cost
-
maximum cutting performance
-
no glazing
-
faster cutting action
-
improved surface finish qualityy
-
better coolant retention
-
No Material Deformation
-
No Contamination
-
Longer Life than any other Resin Bond Tools in Industry
-
Self-sharpening matrix
-
Superior cut quality
-
The widest variety of bond matrixes
-
ceramics
-
glass tubing
-
optical glass
-
carbides
-
composites
-
semiconductor materials
-
magnetic materials
-
exotic metals








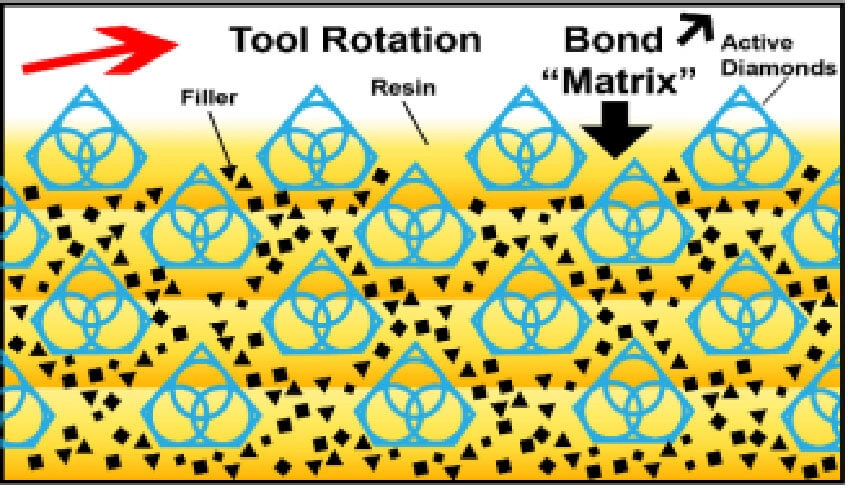
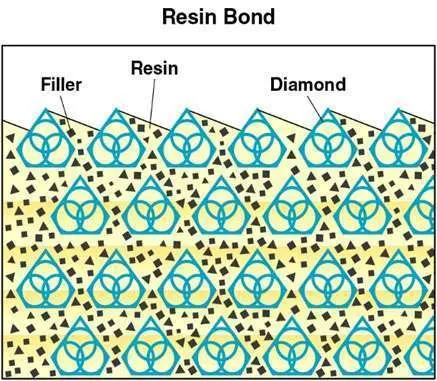
Diamonds or CBN Crystals are activated only at the exposed layer. As Bond Matrix layer begin to wear out, diamonds in a new Bond Matrix layer are immediately activated, substituting the already used up diamond layer. The SMART CUT® Diamond Resin Bond makes sure every diamond is in the right place and at the right time, working where you need it most.
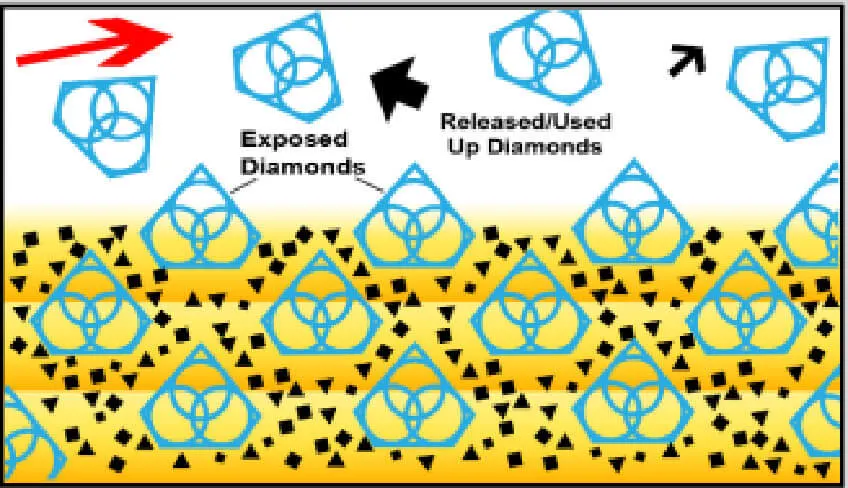
The newly exposed diamonds don't effect diamonds already working on the material. Unlike many other diamond bonds, diamonds in a SMART CUT® Resin Bond remains sharp and grow sharper with each cut, prolonging product life and consistent performance.
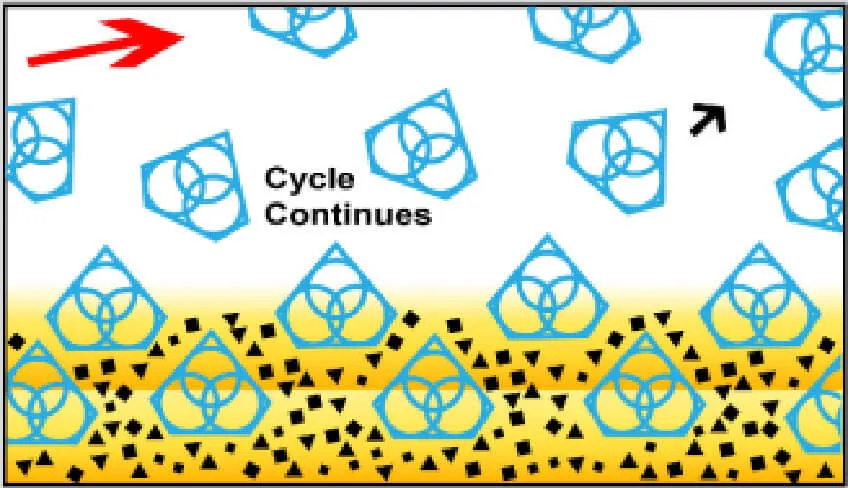
This advanced formulated open diamond bond design insures minimal chipping, fast cut, constant speed of cut, minimal cutting noise, and most important of all, consistent performance.





-
Diamond Type Used
-
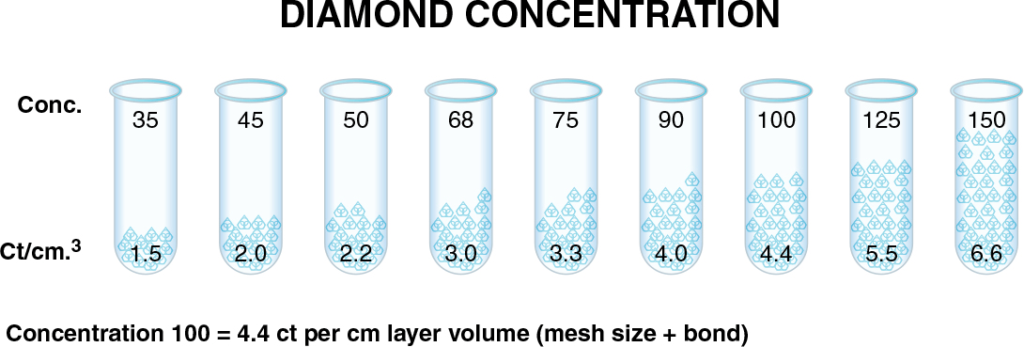
Diamond Concentration
-
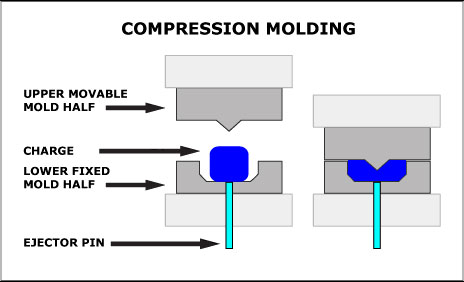
Pressure Used
-
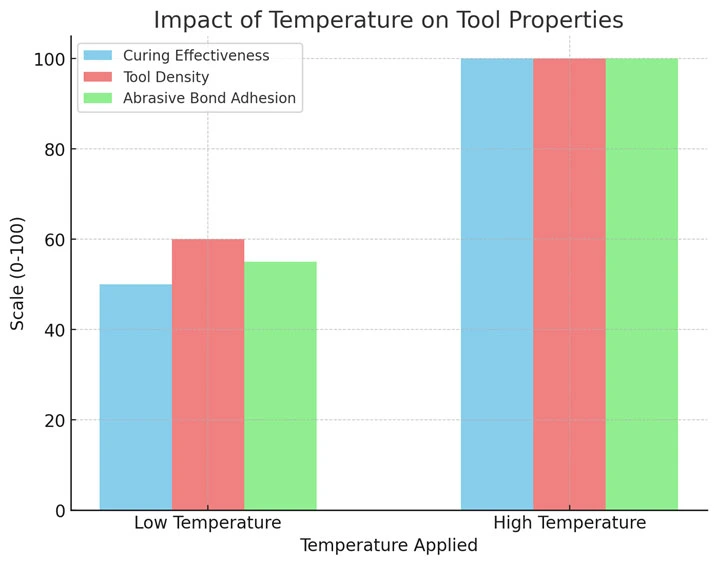
Temperature Used
-
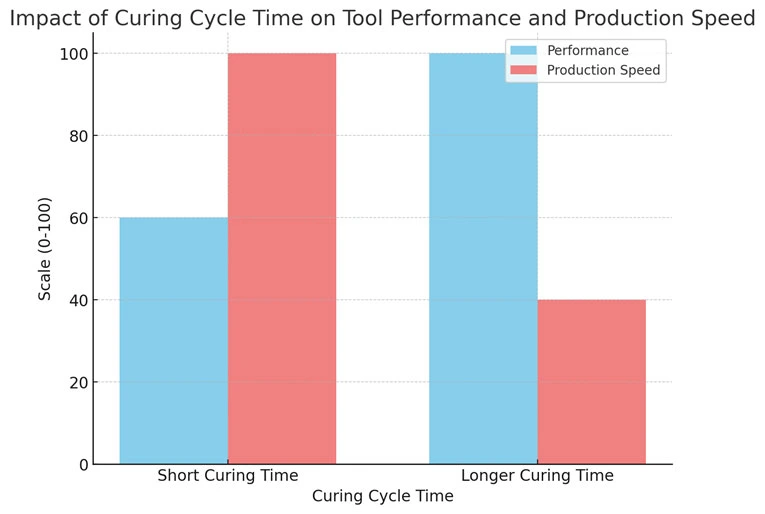
Curing Cycle Time
-
Fillers Used
-
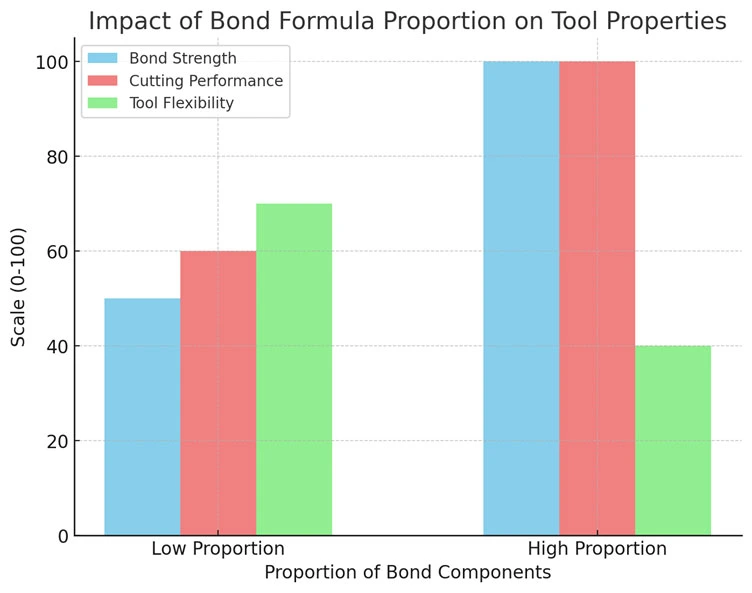
Bond Formula (proportion of components)
-
Monocrystalline Synthetic Diamonds: These diamonds are tough, have high thermal stability, and provide effective cutting for hard, brittle materials like ceramics, glass, and stone.
-
Polycrystalline Diamond (PCD): PCD features a microstructure with multiple cutting edges that result in a self-sharpening action, making them suitable for aggressive grinding and applications requiring enhanced surface finish.
-
Metal-Clad Diamonds: Diamonds coated with a thin layer of metal (nickel, copper, or silver) offer improved heat dissipation, wear resistance, and bonding with the resin matrix, especially under severe cutting conditions.
-
Low Diamond Concentration: (50-75 concentration) provides less aggressive cutting and is suitable for softer or more easily abraded materials where a finer finish is needed.
-
High Diamond Concentration: (100-150 concentration) provides more aggressive cutting and is used for harder materials or high-production environments where fast material removal is crucial.
-
Higher Tool Density: Increases the strength and durability of the tool, enhancing performance in aggressive grinding and high-speed cutting.
-
Improved Abrasive Retention: Ensures that diamond particles are securely embedded within the bond, minimizing abrasive grain loss during operation.
-
Better Mechanical Keying: Helps improve the mechanical bond between the diamond particles and the resin matrix, particularly important for maintaining tool integrity under high loads.

-
High Temperatures (Hot Pressing): Ensure full curing of the resin bond, high tool density, and optimal abrasive-bond adhesion. Temperatures generally range from 160°C to 250°C, depending on the resin type.
-
Lower Temperatures (Cold Pressing with Curing): May require a longer curing time but prevent degradation of resin properties and allow for better control over bond flexibility.
-
Short Curing Times: Used when fast production cycles are required, but they may not allow the bond to fully develop its optimal properties, potentially compromising tool performance.
-
Longer Curing Times: Allow the bond to fully harden, achieving maximum strength, flexibility, and consistency in tool performance.
-
Heat Dissipation: Fillers like graphite or copper are used to improve thermal conductivity, reducing heat buildup during high-speed grinding or cutting.
-
Bond Hardness and Flexibility: Fillers like glass powder, ceramic particles, or metal oxides can modify the hardness and toughness of the resin bond, creating a balance between tool flexibility and wear resistance.
-
Chip Clearance and Friction Reduction: Additives such as lubricants can reduce friction during cutting and improve chip removal, preventing clogging and ensuring a smoother cut.

-
Resin Type and Proportion: Different resins, such as phenolic or polyimide, offer varying degrees of flexibility, hardness, and thermal stability. The resin proportion affects the overall bond strength and its ability to hold the abrasive grains.
-
Abrasive Proportion and Distribution: The amount and distribution of diamond or CBN within the bond matrix influence cutting aggression, tool life, and surface finish.
-
Filler and Additive Balance: The right balance of fillers helps optimize heat dissipation, bond hardness, and lubrication, ensuring the tool performs effectively in its specific application.
Leon Meyer is a veteran manufacturing engineer and technical consultant with over 50 years of experience in the development, implementation, and troubleshooting of industrial diamond tooling systems. Having spent his career at the intersection of tool design, precision manufacturing, and production engineering, Mr. Meyer is widely regarded as one of the most experienced voices in the application of ultra-thin diamond blades, sintered core drills, and CBN grinding wheels across heavy industry, advanced materials, and research sectors.
Known for his pragmatic, no-nonsense approach, Leon has advised manufacturers across the United States, Europe, and East Asia—helping streamline cutting processes, extend tool life, and solve complex issues related to material breakage, chipping, and tolerance drift. His expertise has directly contributed to improved production efficiency in industries ranging from aerospace alloys and technical ceramics to optics, composites, and high-nickel superalloys.
As an author, Mr. Meyer brings a lifetime of field knowledge to his writing, with a focus on real-world problem solving, cost-performance optimization, and tool reliability under demanding conditions.

Diamond Tool Coolants Why, How, When & Where to Use

Selecting the Right Coolant Method for your Diamond & CBN Tools

How to Selecting Right Diamond Tools for your application

How to properly use Diamond Tools

Why use diamond

Diamond vs CBN (cubic boron nitride) Tools

What is Diamond Mesh Size and how to select best one for your application

What is Diamond Concentration and which to use for your application

Choosing The Correct Diamond Bond Type

How to Properly Use Diamond Tools: A Complete Guide to Performance, Safety, and Tool Life
Leon Meyer is a veteran manufacturing engineer and technical consultant with over 50 years of experience in the development, implementation, and troubleshooting of industrial diamond tooling systems. Having spent his career at the intersection of tool design, precision manufacturing, and production engineering, Mr. Meyer is widely regarded as one of the most experienced voices in the application of ultra-thin diamond blades, sintered core drills, and CBN grinding wheels across heavy industry, advanced materials, and research sectors.
Known for his pragmatic, no-nonsense approach, Leon has advised manufacturers across the United States, Europe, and East Asia—helping streamline cutting processes, extend tool life, and solve complex issues related to material breakage, chipping, and tolerance drift. His expertise has directly contributed to improved production efficiency in industries ranging from aerospace alloys and technical ceramics to optics, composites, and high-nickel superalloys.
As an author, Mr. Meyer brings a lifetime of field knowledge to his writing, with a focus on real-world problem solving, cost-performance optimization, and tool reliability under demanding conditions.