|
Bonding Process |
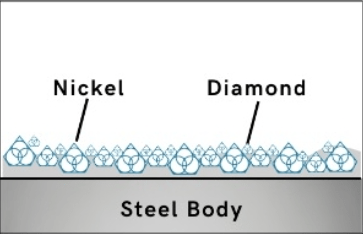
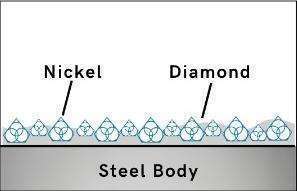
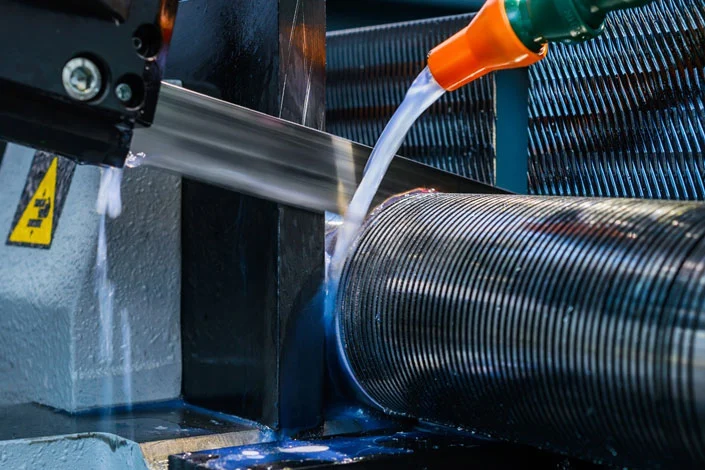
Diamond particles are adhered to the blade surface through electroplating, involving a current-driven deposition from a diamond-containing solution. |
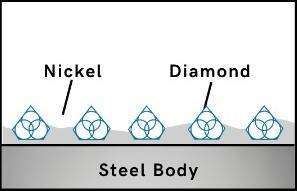
Diamond particles are attached using a brazing process, where diamond grit is mixed with a brazing alloy and heated to bond the diamonds to the blade. |
|
Durability |
Generally, have a shorter lifespan due to easier detachment of diamond particles, and more prone to wear and tear. |
Tend to be more durable due to stronger bonding, offering a longer lifespan and better performance under heavy-duty conditions. |
|
Application |
Best suited for lighter, precision cutting tasks. Often used for cutting softer materials or when a finer cut is needed. |
Ideal for heavy-duty cutting and tougher materials. Suitable for demanding applications due to their durability and strength |
|
Cost |
Generally less expensive due to the simpler manufacturing process. |
More costly owing to the complex brazing process and the blade's longer lifespan. |
|
Suitability for Specific Tasks |
Better for delicate or precision work; suitable for materials like glass, ceramic, and thin stone.Generally less expensive due to the simpler manufacturing process. |
Preferred for cutting harder materials such as thick stone, concrete, and reinforced materials, where durability and longevity are crucial. |
|
Bonding Process |
Uses electroplating to adhere diamond particles onto the blade surface. |
Employs brazing, mixing diamond grit with a brazing alloy and heating to bond to the blade. |
|
Durability |
Shorter lifespan, more prone to wear and tear. |
Longer lifespan, better performance under heavy-duty conditions. |
|
Application |
Ideal for lighter, precision tasks and softer materials. |
Suited for heavy-duty cutting and tougher materials. |
|
Cost |
Generally less expensive. |
Typically more costly |
|
Suitability for Specific Tasks |
Better for delicate, precision work; used for glass, ceramic, and thin stone. |
Preferred for hard materials like thick stone, concrete, and reinforced materials. |
|
Cutting Speed |
Generally offers faster cutting speeds in softer materials. |
May cut slower but more effectively through hard materials. |
|
Precision |
Provides finer cuts, suitable for detailed and precision work. |
Less precise than electroplated but still effective for most applications. |
|
Versatility |
Limited to softer materials and precision tasks. |
More versatile, can handle a range of materials and applications. |
|
Maintenance Requirements |
Lower maintenance due to simpler design, but may require more frequent replacement. |
Higher initial durability reduces frequent maintenance but may require specialized care. |
|
Environmental Impact |
Lesser environmental impact in production but may contribute to more waste due to shorter lifespan. |
Greater initial environmental impact due to brazing process but less waste over time. |