











































Material Guide








-
 Density: The mass per unit volume of a material. It influences the material's weight and stiffness, affecting the choice of machining parameters and tooling requirements.
Density: The mass per unit volume of a material. It influences the material's weight and stiffness, affecting the choice of machining parameters and tooling requirements.
-
Thermal Conductivity: The ability of a material to conduct heat. High thermal conductivity materials (e.g., copper) dissipate heat more efficiently during machining, affecting tool wear and the need for cooling.
-
Thermal Expansion Coefficient: The rate at which a material expands with temperature. Materials with high thermal expansion coefficients (e.g., plastics) may require adjustments in machining tolerances for operations involving significant heat.
-
Electrical Conductivity: Relevant for processes such as electrical discharge machining (EDM), where the material must be conductive. Materials with low electrical conductivity (e.g., ceramics) are not suitable for EDM.
-
Melting Point: The temperature at which a material changes from solid to liquid. Materials with high melting points can withstand higher machining temperatures but may require specialized cutting tools that can operate effectively at elevated temperatures without losing hardness or strength.
-
Specific Heat Capacity: This property indicates how much heat a material can absorb before its temperature rises. Materials with high specific heat capacities can absorb more heat during machining, potentially reducing thermal-induced stress and deformation but may also necessitate enhanced cooling strategies.

-
Corrosion Resistance: The ability to resist degradation due to reaction with environmental agents. This is crucial for selecting materials for tools and parts intended for corrosive environments.
-
Oxidation Resistance: Important for high-temperature machining operations or applications where the material is exposed to oxygen at elevated temperatures, potentially affecting its integrity and the surface finish.
-
Chemical Stability: The resistance of a material to chemical change. In machining, chemical stability affects the choice of coolants and lubricants, as some materials may react adversely with specific chemical agents.
-
Reactivity with Coolants: Certain materials may react chemically with specific coolants or lubricants, leading to corrosion or material degradation. Selecting chemically compatible coolants is essential to prevent adverse reactions that can affect both the workpiece and the tool life.
-
Surface Chemistry: The chemical composition of a material's surface can influence adhesion, friction, and wear characteristics during machining. For example, certain surface treatments or coatings may be applied to improve surface characteristics or to reduce the tendency for material to weld to the cutting tool.

-
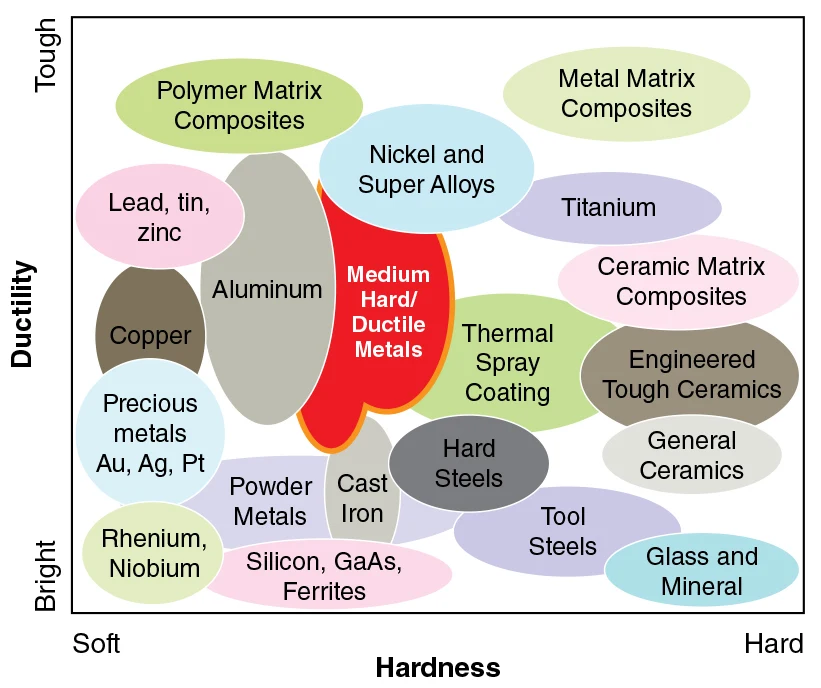
Hardness:The resistance of a material to deformation, typically measured by scales such as Rockwell, Brinell, and Vickers. Hard materials (e.g., hardened steel, ceramics) require harder cutting tools, such as those made from carbide or diamond.

-
Tensile Strength: The maximum stress a material can withstand while being stretched or pulled before failing. High tensile strength materials are more resistant to cutting forces, demanding more robust machining strategies.
-
Yield Strength: The stress at which a material begins to deform plastically. Knowing the yield strength helps in avoiding excessive deformation during machining.
-
Elasticity and Plasticity: Elasticity is the ability of a material to return to its original shape after deformation, while plasticity is the degree to which it can undergo permanent deformation. Understanding these properties is essential for predicting material behavior under machining stresses.
-
Toughness: The ability of a material to absorb energy and plastically deform without fracturing. Tough materials can withstand high-impact machining processes but may pose challenges in chip formation and control.
-
Wear Resistance: The ability to withstand abrasion and wear during machining. Materials with high wear resistance reduce tool wear but may require more aggressive machining parameters or specialized tool materials.
-
Fracture Toughness: This property measures a material's resistance to crack propagation. Materials with high fracture toughness are less likely to experience catastrophic failure or chipping during machining but may require specific tool geometries to manage chip formation and removal effectively.
-
Ductility: Ductile materials can deform significantly before breaking, allowing for more aggressive machining conditions but also posing challenges in terms of maintaining dimensional accuracy and surface finish. Controlling machining parameters and tool paths is critical for machining ductile materials.
-
Fatigue Strength: The ability of a material to withstand repeated loading and unloading cycles without failing. Understanding the fatigue strength is crucial for parts subjected to cyclic stresses in their operational life. Machining strategies that minimize surface defects can help improve the fatigue strength of the finished part.
-
Modulus of Elasticity (Young’s Modulus): This property measures the stiffness of a material, or its resistance to elastic deformation under load. Materials with a high modulus of elasticity are stiffer, which can influence the selection of machining parameters to prevent deflection or distortion during the cutting process.
-
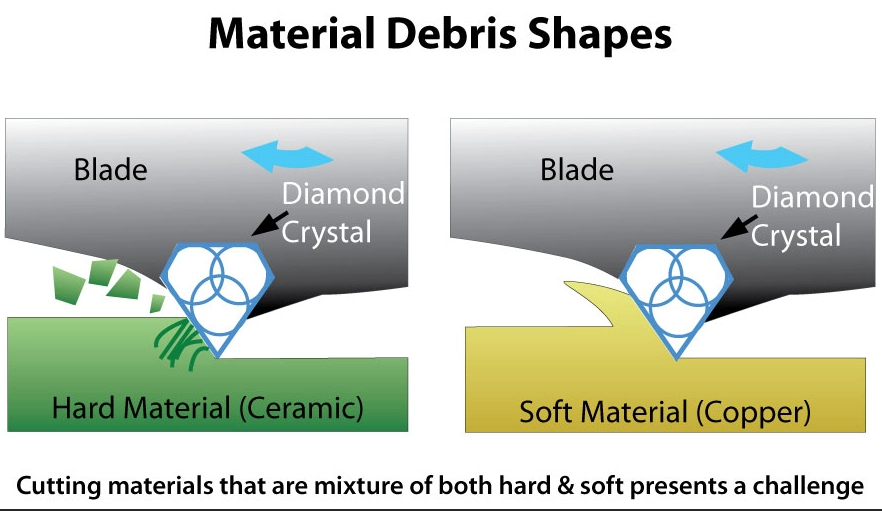
Materials with High Ductility (e.g., most aluminum alloys, mild steels): These materials tend to produce long, continuous chips. Continuous chips are indicative of smooth cutting but can pose problems with chip evacuation and may lead to a wrapped chip around the tool or workpiece, potentially damaging both.
-
Optimization Strategy: Chip breakers, high-pressure coolant systems, or specific tool geometries can be used to control chip formation and facilitate chip breaking or evacuation.
-
Hard Materials (e.g., hardened steels, titanium alloys, ceramics): Hard materials often result in short, brittle chips. These chips indicate that the material is fracturing ahead of the tool edge rather than undergoing plastic deformation.
-
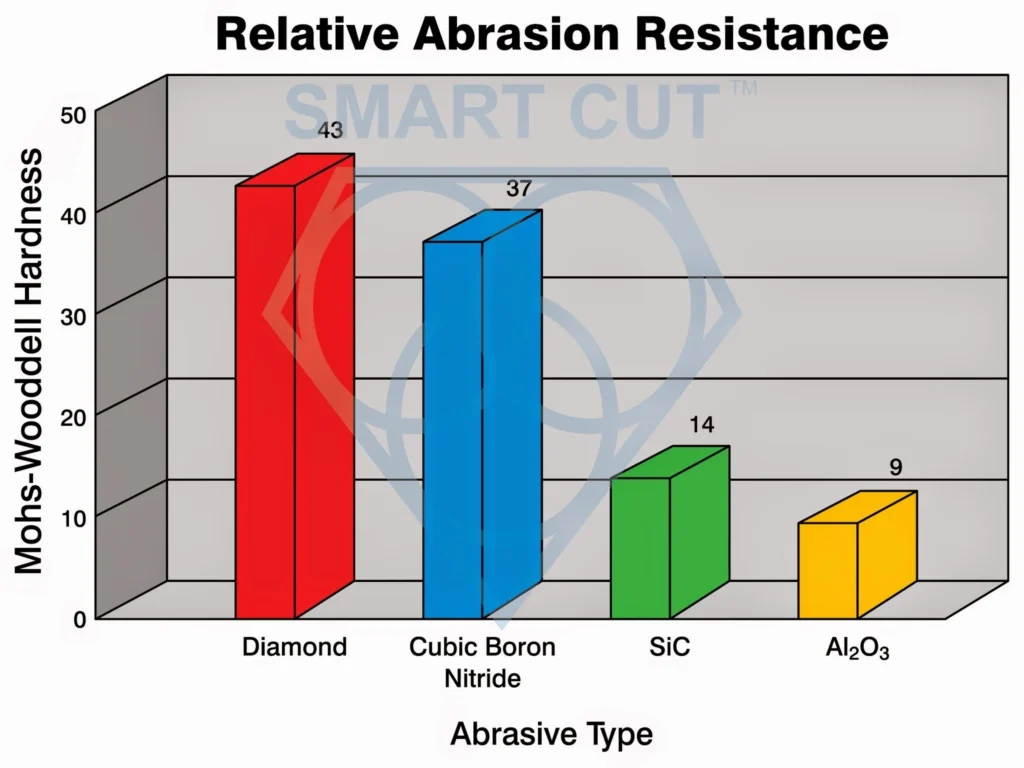
Optimization Strategy: Adjustments in tool material (e.g., polycrystalline diamond or cubic boron nitride) and cutting parameters can help manage tool wear and surface finish when working with hard materials.
-
Tough Materials (e.g., nickel-based superalloys, some stainless steels): Tough materials can produce segmented (serrated) chips, which result from a cyclical process of crack initiation, propagation, and fracture due to the material's resistance to shear deformation.
-
Optimization Strategy: Optimizing cutting speed and feed rate, and using tools with reinforced cutting edges can help manage the machining of tough materials.
-
Materials with Low Thermal Conductivity (e.g., titanium, Inconel): These materials tend to retain heat in the cutting zone, affecting chip shape and potentially leading to work-hardening of the surface being machined. Chips may be more difficult to predict but can range from segmented to continuous, depending on the specific conditions.
-
Optimization Strategy: Using coolants effectively to manage temperature and selecting tool materials that can withstand high temperatures can help improve chip formation and surface quality.
-
Brittle Materials (e.g., cast iron, some ceramics): Brittle materials typically produce powdery chips or small, fragmented pieces due to their inability to undergo significant plastic deformation before fracturing.
-
Optimization Strategy: Using sharp tools and controlling vibration can help minimize surface damage and improve the quality of the machining process for brittle materials.
-
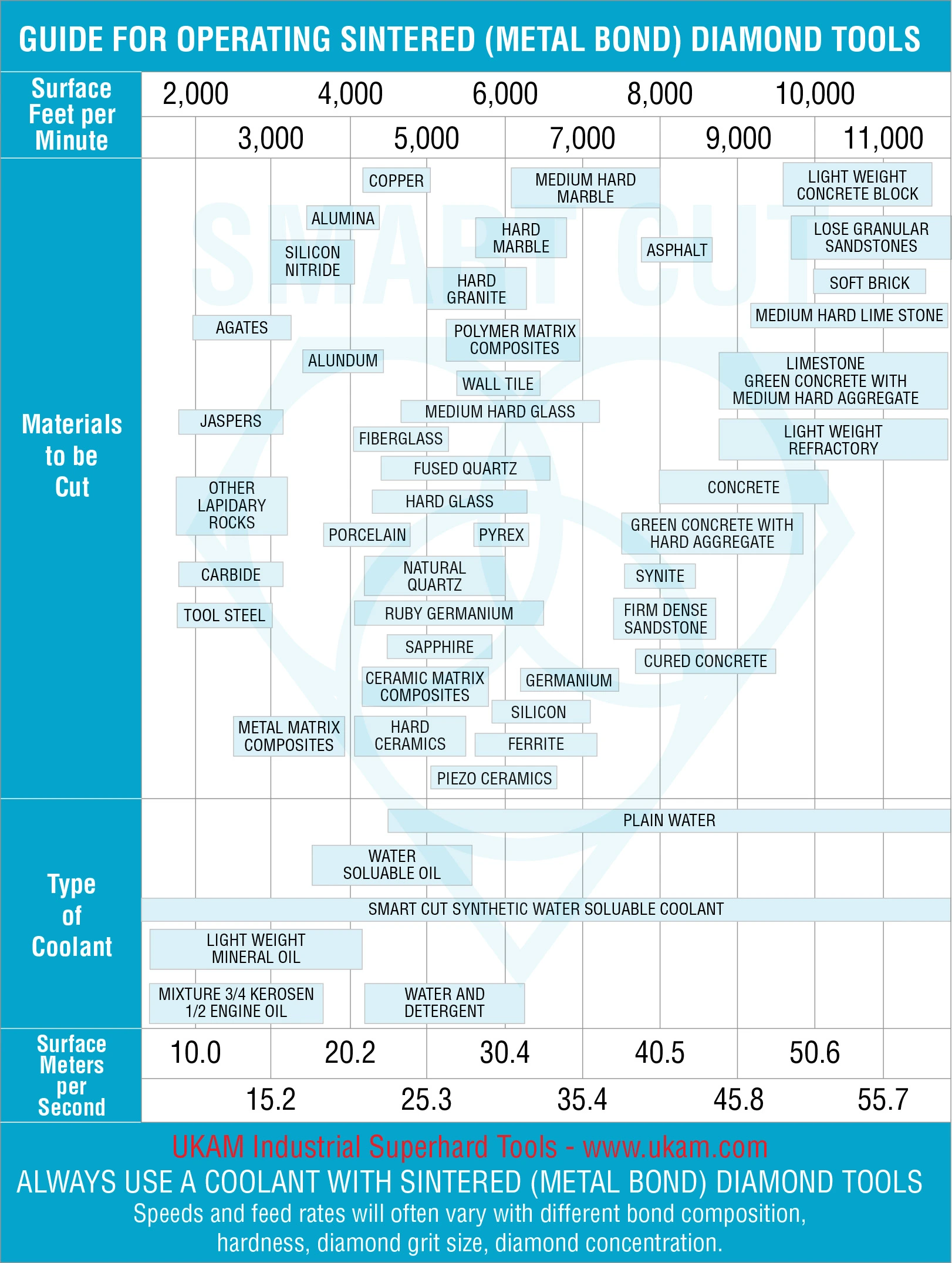
Material Hardness: Softer materials typically allow for higher RPMs, while harder materials require lower RPMs to reduce tool wear.
-
Tool Material and Type: Diamond tools, due to their hardness and wear resistance, often allow for higher RPMs compared to conventional tool materials.
-
Diameter of Tool: The larger the tool diameter, the lower the RPM, following the principle that cutting speed (measured in surface feet per minute or meters per minute) should remain constant.
-
Material Hardness and Toughness: Tougher materials generally require slower feed rates to reduce the risk of tool breakage and to manage force and heat generation.
-
Tool Material and Geometry: The strength and design of the cutting tool dictate how aggressively it can cut. Diamond tools can often support higher feed rates due to their exceptional hardness and wear resistance.
-
Operation Type: Finishing operations usually have lower feed rates than roughing operations to achieve a finer surface finish.
-
Material Being Machined: Some materials, such as aluminum, may require water-soluble coolants to prevent overheating, while others, like titanium, might benefit from coolants with extreme pressure additives.
-
Machining Operation: Operations like deep-hole drilling require coolants with excellent chip evacuation capabilities.
-
Environmental and Health Considerations: Regulations and workplace safety standards may influence the choice of coolants, pushing towards the use of safer, more environmentally friendly options.
-
Material Hardness and Toughness: Tougher materials generally require slower feed rates to reduce the risk of tool breakage and to manage force and heat generation.
-
Tool Material and Geometry: The strength and design of the cutting tool dictate how aggressively it can cut. Diamond tools can often support higher feed rates due to their exceptional hardness and wear resistance.
-
Operation Type: Finishing operations usually have lower feed rates than roughing operations to achieve a finer surface finish.
-
Material Being Machined: Some materials, such as aluminum, may require water-soluble coolants to prevent overheating, while others, like titanium, might benefit from coolants with extreme pressure additives.
-
Machining Operation: Operations like deep-hole drilling require coolants with excellent chip evacuation capabilities.
-
Environmental and Health Considerations: Regulations and workplace safety standards may influence the choice of coolants, pushing towards the use of safer, more environmentally friendly options.
-
Definition: Density is the mass of a material per unit volume. It's a fundamental physical property that indicates how compactly the atoms or molecules are packed together.
-
Significance: In machining, density affects the weight of the material and can influence the choice of machining parameters, such as feed rates and speeds.
-
Typical Applications: High-density materials are often used in applications requiring significant weight in a small form factor, like aerospace counterweights or in applications requiring high strength and durability.
-
Machining Challenges: Heavier, denser materials may require more power to machine and can lead to increased tool wear.
-
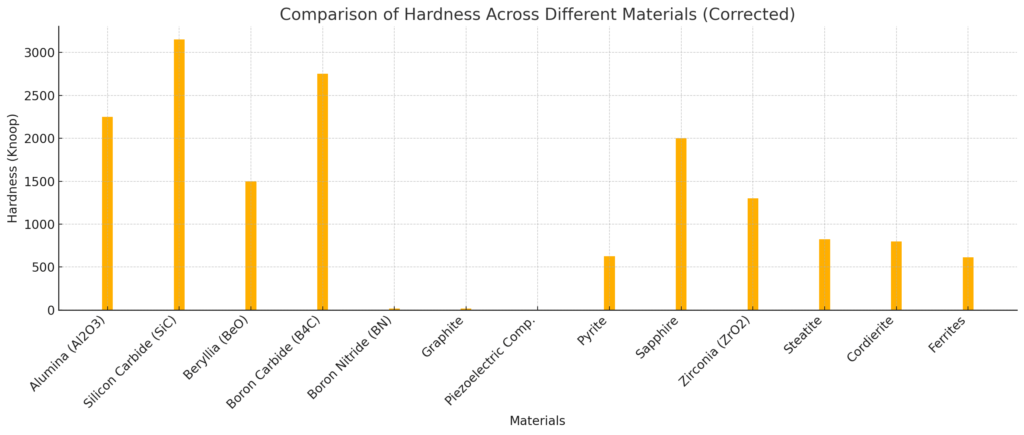
Definition: Hardness, measured here by the Knoop scale, is a material's resistance to indentation and abrasion. The Knoop hardness test is specifically suitable for brittle materials or thin sheets.
-
Significance: Hardness directly correlates to wear resistance but also to how difficult a material is to machine.
-
Typical Applications: Hard materials are used in cutting tools, wear-resistant surfaces, and components subjected to high stress.
-
Machining Challenges: Hard materials can cause rapid tool wear, necessitating the use of harder tool materials like polycrystalline diamond or cubic boron nitride.
-
Definition: Tensile strength is the maximum stress that a material can withstand while being stretched or pulled before breaking.
-
Significance: It's an important measure of a material's mechanical performance, especially in applications where it is subject to stretching or pulling forces.
-
Typical Applications: Materials with high tensile strength are used in structures under tension, cables, and fasteners.
-
Machining Challenges: Materials with high tensile strength may be tougher to machine and can lead to increased cutting forces and tool wear.
-
Definition: The modulus of elasticity, or Young's modulus, measures a material's stiffness or rigidity. It's the ratio of stress (force per unit area) to strain (deformation) in the elastic deformation phase.
-
Significance: A higher modulus indicates a stiffer material. This property is crucial in applications where deflection must be minimized.
-
Typical Applications: Used in the design of structures and components where precise dimensional control is necessary.
-
Machining Challenges: Stiffer materials can be more difficult to machine due to higher forces required for deformation and potential for tool deflection.
-
Definition: Thermal conductivity is a measure of a material's ability to conduct heat.
-
Significance: It influences how quickly a material can dissipate heat, affecting temperature control during machining.
-
Typical Applications: Materials with high thermal conductivity are used in heat sinks, thermal insulation, and applications requiring efficient heat transfer.
-
Machining Challenges: Materials with low thermal conductivity can retain heat in the cutting zone, potentially affecting tool life and workpiece integrity. High thermal conductivity materials may require different cooling or cutting strategies to manage heat dissipation.










Ayan Sadyk is a materials scientist and process engineer with over two decades of experience in the industrial diamond tooling sector. His expertise lies in integrating ultra-thin diamond blades, CBN wheels, and advanced cutting systems into precision manufacturing workflows for applications in optics, semiconductors, and technical ceramics.
With a background in materials behavior and surface integrity, Mr. Sadyk brings a data-driven, application-specific approach to cutting and grinding process development. He has worked closely with manufacturers and R&D facilities across Eastern Europe, North America, and the Middle East, helping optimize tool life, surface finish, and process stability.
As an author, he focuses on bridging materials science with tooling innovation—writing on topics such as blade wear mechanisms, thermal effects in hard material sectioning, and adaptive process design.


How to Selecting Right Diamond Tools for your application

How to properly use Diamond Tools

Why use diamond

Diamond vs CBN (cubic boron nitride) Tools

What is Diamond Mesh Size and how to select best one for your application

What is Diamond Concentration and which to use for your application

Choosing The Correct Diamond Bond Type

How to Properly Use Diamond Tools: A Complete Guide to Performance, Safety, and Tool Life
Ayan Sadyk is a materials scientist and process engineer with over two decades of experience in the industrial diamond tooling sector. His expertise lies in integrating ultra-thin diamond blades, CBN wheels, and advanced cutting systems into precision manufacturing workflows for applications in optics, semiconductors, and technical ceramics.
With a background in materials behavior and surface integrity, Mr. Sadyk brings a data-driven, application-specific approach to cutting and grinding process development. He has worked closely with manufacturers and R&D facilities across Eastern Europe, North America, and the Middle East, helping optimize tool life, surface finish, and process stability.
As an author, he focuses on bridging materials science with tooling innovation—writing on topics such as blade wear mechanisms, thermal effects in hard material sectioning, and adaptive process design.