














How to Properly Use Precision Diamond & CBN Blades
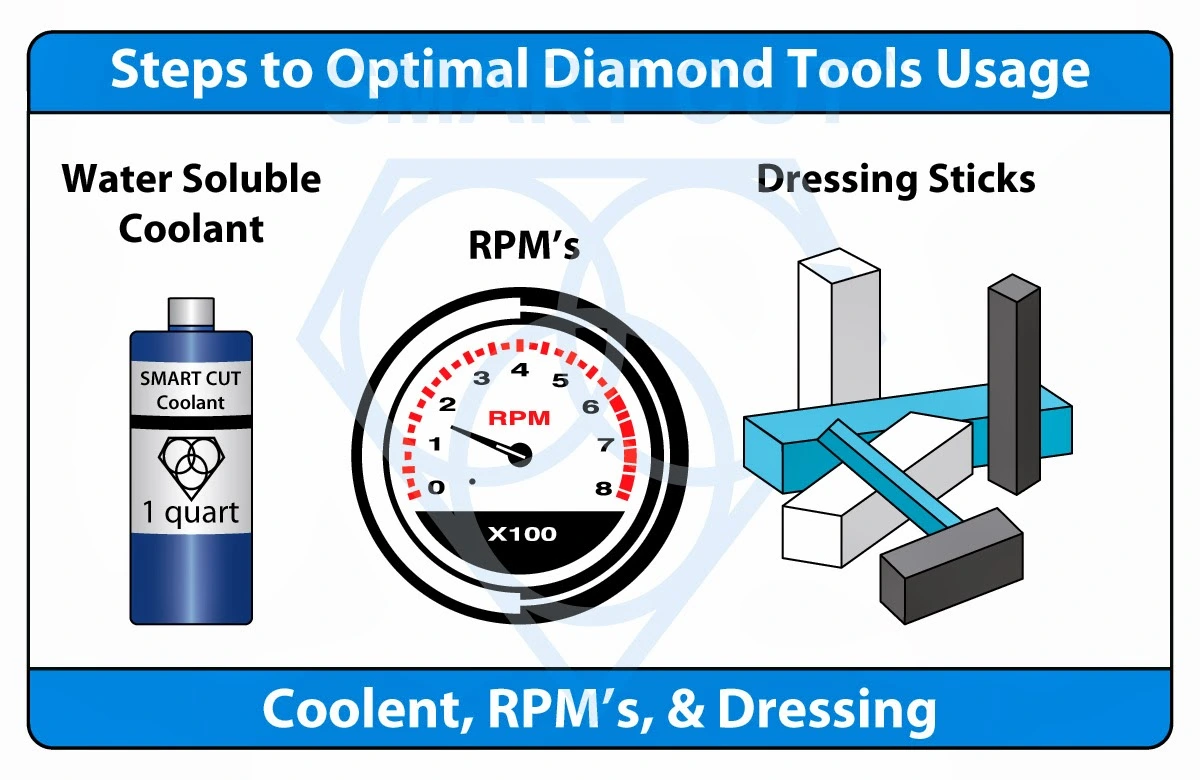
The diamond & cbn blade itself is just one element in the complex process of successful cutting. Precision diamond sawing combines both art and science, requiring a thorough understanding of the right RPMs, coolants, cutting...