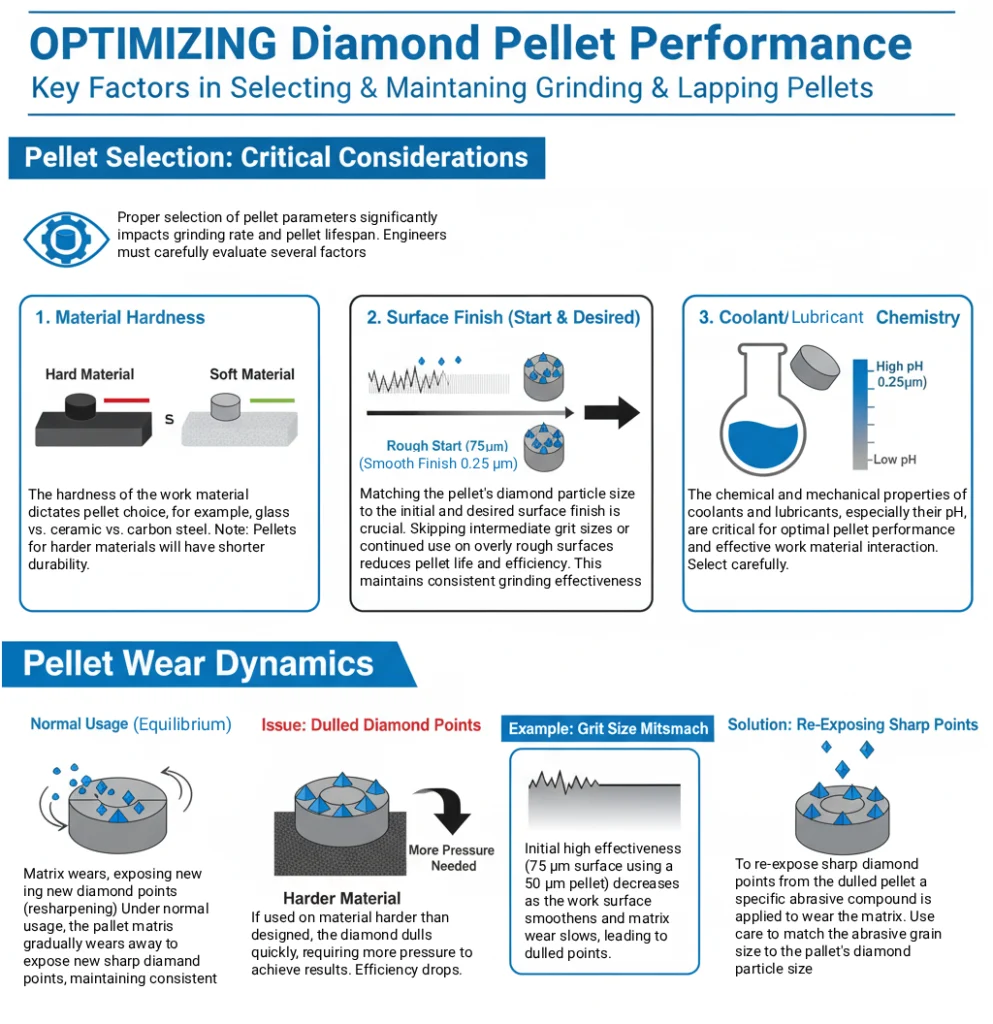
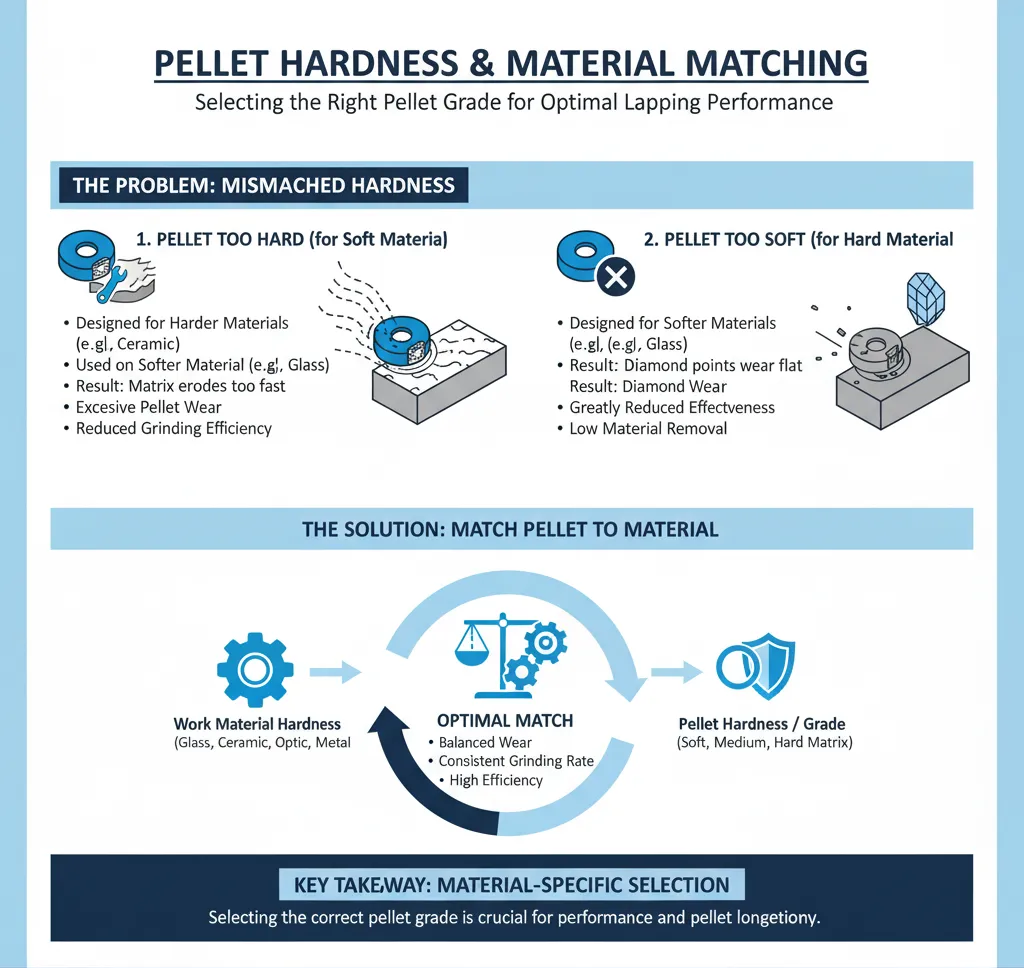
As the work is ground away by the pellets, the pellets are also ground away by the work, but desirably at a much lower rate. There are two actions on the pellets of which the operator must remain aware. The pellet matrix is being worn away exposing new diamond points, and simultaneously some existing diamond points are being worn flat.
Under normal usage, the two actions are in equilibrium. However, if the pellets are used on a harder material than that for which they were designed, the matrix will not wear as fast as it should. The outcome is that the points will become dulled. The operator will know this is happening because more pressure will be required to achieve the same results.
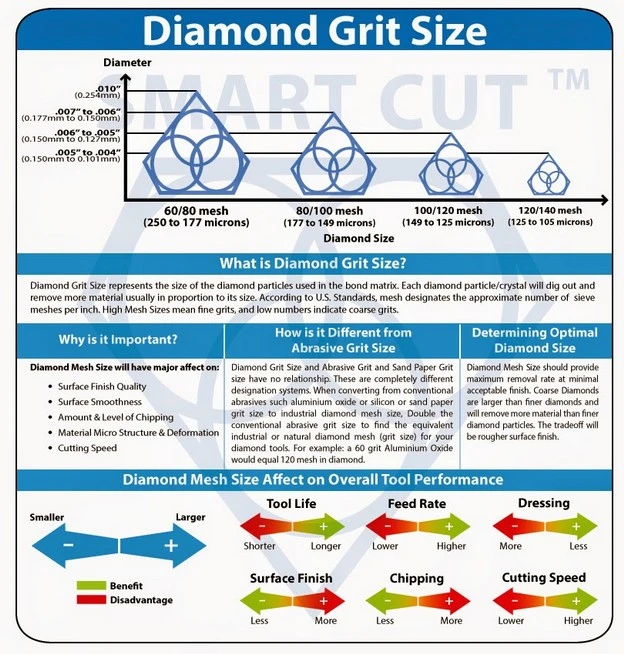
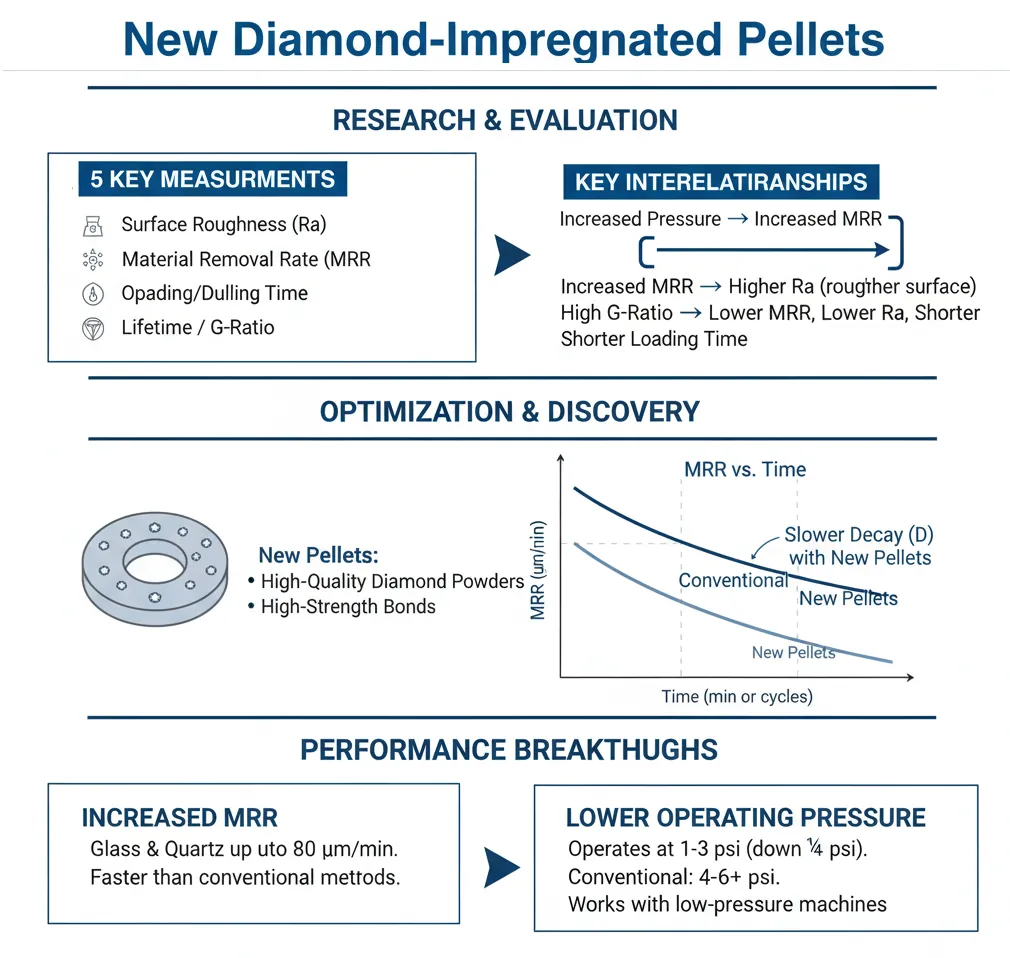
As an example, when the pellets which contain 50 micron diamond particles are first applied to the surface generated by the pellets which contain 75 micron diamond particles, grinding effectiveness will appear large at the beginning and slowly decrease. This occurs because the rougher surface wears the pellet matrix faster, exposing a constant supply of new diamond points. As the work surface becomes smoother, effectiveness will decrease due to lack of wear on the matrix.
This diamond-point-flattening can also occur when a pellet is used for too long on a given work piece. Because this can occur in normal operations, a loose grain may be applied to the grind surface to wear away pellet matrix and thus expose sharp diamond points. However, the applied grain must be a specific match to the diamond particle size in the pellet in use. Doing this occasionally is not harmful to the pellets, but care must be used to apply the correct loose abrasive to the matching pellets for the sake of the pellet and the work.