













































Select right Diamond Drill for your application


-
 Drill Press
Drill Press
-
Angle Grinder/Hand Held Grinder
-
Cordless Drill / Hand Held Drill
-
CNC / Milling Machine
-
High Speed Air Spindle
-
Many Other Types of Equipment

-
Material Being Drilled
-
Diamond Drill Bond Type and Hardness
-
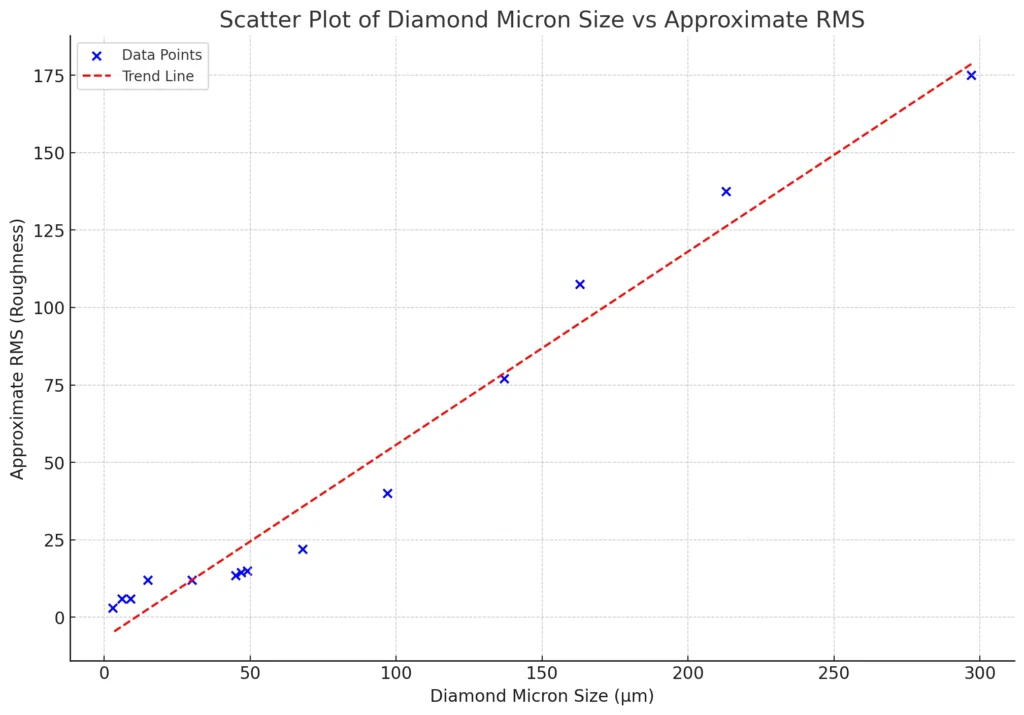
Diamond Mesh Size
-
Drilling Speeds
-
Coolants being used
-
less loss of material
-
minimum material deformation
-
less heat generation
-
faster drilling speed
-
less chipping
-
better finish quality
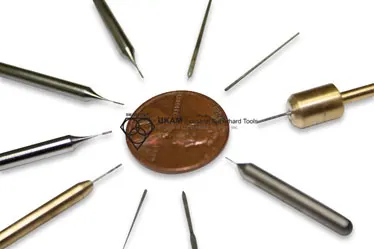
-
Ultra thin wall (.010” to .020”)
-
Very Thin Wall .021” to .040”
-
Thin Wall (.041” to .060”)
-
Standard Wall (.061” to .100”)
-
Heavy Wall (.100”+)
-
.001” to .005”
-
.006” to .030”
-
.031” to .124”
-
.125” to .500”
-
.501” to 3.99”
-
4.0” to 11.99”
-
12.00” +
-
Nickel bond (Electroplated)
-
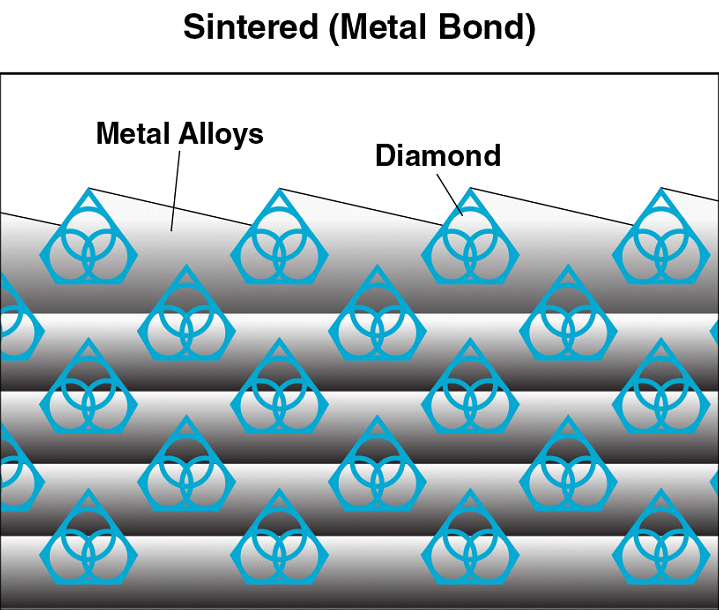
Sintered (Metal Bond)
-
Braised Bond
-
Chemical Vapor Deposition
-
Polycrystalline
-
2.35mm straight shank
-
3mm straight shank
-
6mm straight shank
-
¼” shank
-
3/8” straight shank
-
½” straight shank
-
5/8-11”
-
1-14" Female Thread
-
1/2" Gas Male (Belgium Mount)
-
3/4-16" Female Thread
-
1-1/4-7" Female Thread
-
M14 Male Thread
-
5/8-18" female thread
-
1-1/2-12"
-
2-1/2-12"
-
Jacobs mounting
-
Habit mounting
-
Yes
-
No
-
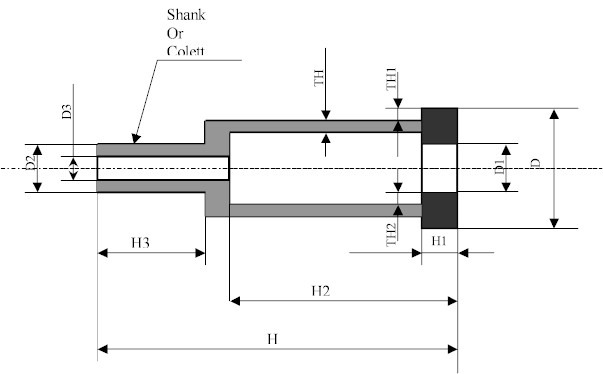
Tolerances on diameter or ID
-
Tolerances on Outside Diameter
-
Tolerance on Inside Diameter









-
diamond hollow core drills unmounted (tube only)
-
diamond hollow core drills mounted (with female or male thread or straight shank per client spec)
-
ID Core drills
-
non core formation
-
bottoming drills
-
diamond dual core drills.
-
disintegrating drills
-
diamond chamfering tools
-
diamond seamers
-
diamond hole saws
-
ultra thin wall diamond core drills
-
thin wall diamond core drills
-
standard wall diamond core drills
-
heavy wall diamond core drills
-
Continuous Rim (Crown) Diamond Core drills
-
Slotted diamond core drills
-
segmented diamond core drills
-
diamond core drills for ultra sonic drilling machines
-
concrete & construction diamond core bits
-
diamond carving points
-
diamond mounted points
-
diamond counter tools
-
diamond grinding pins
-
diamond routers
-
diamond ID grinding points
-
diamond jig grinding mandrels/pins
-
diamond countersinks
-
diamond counter bores etc
-
Diamond Milling Tools
-
Diamond Generating Tools
-
diamond face grinding tools
-
Diamond Chamfer Tools
-
Diamond Radius Tools
-
Diamond Profiling Tools
-
Diamond Ball Nose Tools
-
Diamond Round End Tools
-
Diamond Full Ball Tools
-
Diamond Bottom Grinding Tools
-
Diamond Bottom Grinding Tools
-
Diamond Reamers
-
Diamond Honing Tools
-
Diamond Tapered Hones
-
Diamond Threading tools
-
diamond endmills
-
diamond hole/bore finishing tools
-
diamond cone grinding tools
-
diamond burs for industry/hobby
-
Diamond Profile Tools
-
Diamond Radois Tools
-
Diamond Radius Tools
-
Diamond Chamfer Tools
-
Diamond expanding laps/mandrels






















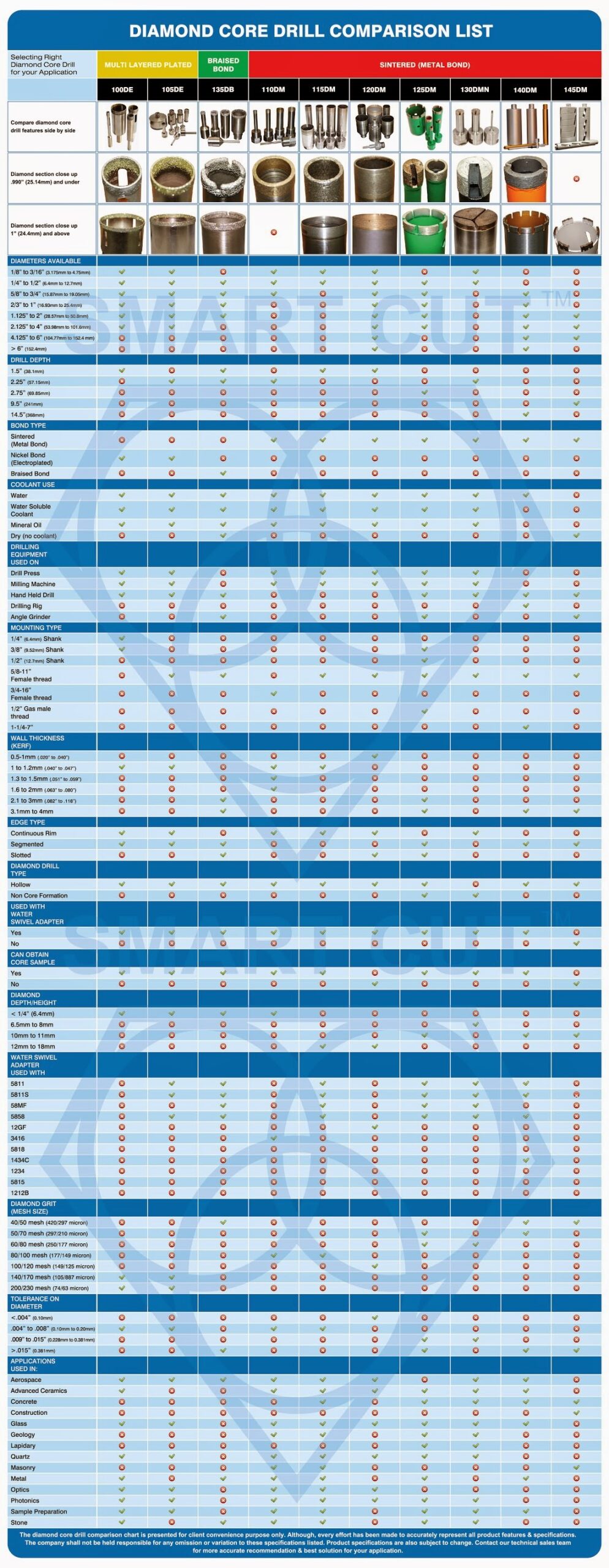
Diamond Drill Types | Sintered (Metal Bond) | Nickel Bond (Plated) | Braised Bond | Chemical Vapor Deposition |
 |  |  |  | |
 |  |  | ||
SEM Bond Cross Section |  | 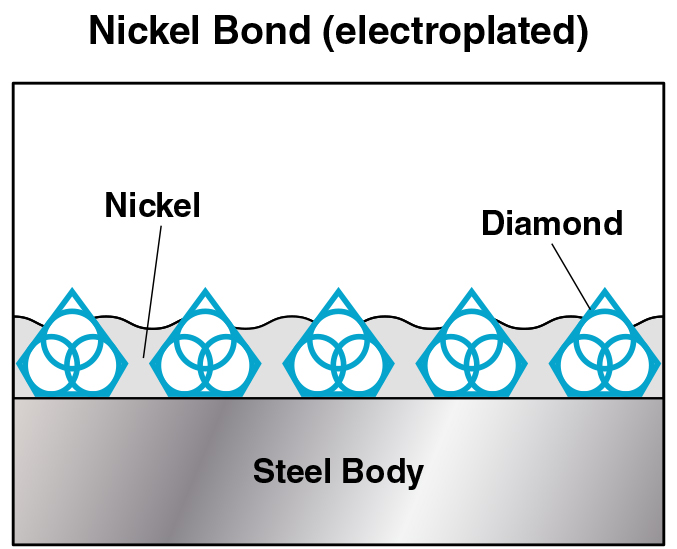 | 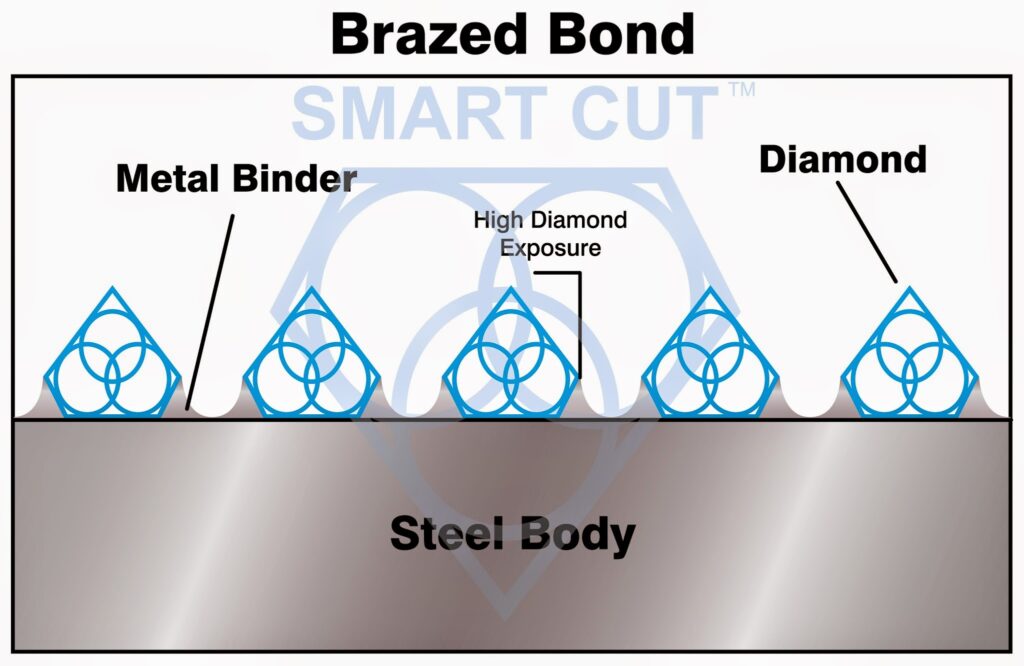 | |
BOND ILLUSTRATION |  |  |  | |
Application |
|
|
|
|
Bond Characteristics | multiple layers of diamonds impregnated inside the metal matrix Provide longest life compared to all the other bond families. Sintered (metal bond) drills wear evenly, and are known for their long life & consistency. Used in vast majority of cutting applications. | have a single layer of diamonds, held by a tough durable nickel alloy. diamond particles to protrude from the bond matrix, providing a free, faster cutting action with minimum heat generation | Brazed Bond Diamond Drills are produced inside vacuum oven at a high temperature, single layer of diamond crystal bonded to steel body with very high diamond exposure | CVD diamond coating takes place in a vacuum chamber using a hot-filament, chemical vapor deposition (CVD) process. The crystalline diamond slowly grows on the surface of cutting tools (usually made from carbide) forming a continuous coating of up to 20 microns in thickness. |
Advantages |
|
|
|
|
(Diamond/CBN) Sizes Avaialble | 25 mesh to 8,000 mesh (375 micron to 3 micron | 25 mesh to 8,000 mesh (375 micron to 3 micron) | 25 mesh to 600 mesh (375 micron to 30 micron) | |
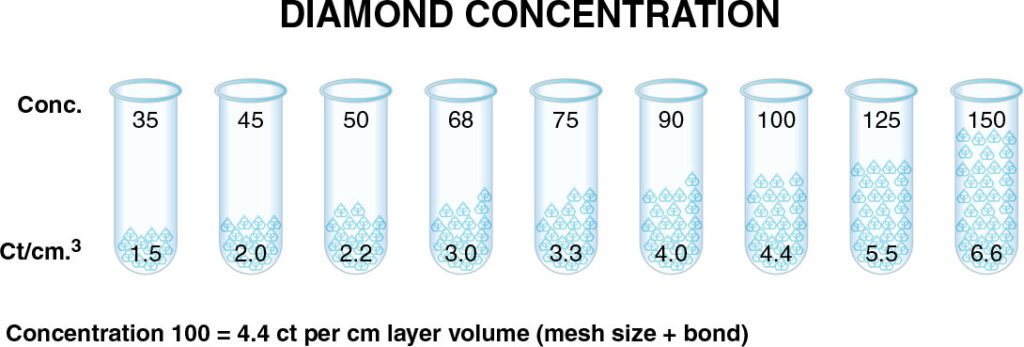
Diamond Concentration | 25 to 200 con | 100 to 250 con | 100 to 250 con | |
Smallest Diameter Available | .006” (.15mm) Solid & .020” (0.5mm) hollow | .002” (.050mm) solid & .010” (0.25mm) hollow | .040” (1mm) | .001” (.025mm) |
Coolant Used | Should be used with synthetic water soluble coolant or mineral oil, or water at minimum for many applications | can be used without coolant in many applications | Can be used dry (without any coolant) for most applications | Can be used both with and without coolant depending on material being drilled and drilling depth |
Drill Life | Longest | Shortest | Medium | |
Drilling Speed | Fast | Fast | Very Fast | Medium |
Cost | Medium | Lowest | Lowest | Medium |
























-
hardness and abrasiveness of the material being drilled
-
speed and power of drill
-
amount of pressure used (feed rate)
-
proper use of coolant (type of coolant, coolant force, & direction)
-
Drilling Depth
-
Material Holding Method
-
operator experience (Understanding Proper Diamond Drill Usage Principals and Adjusting them as need to better fit their particular application & objectives)
-
overall age and condition of drilling equipment (precision, accuracy, & repeatability of drilling equipment used)
-
quality, hardness, sharpness, and mesh size of the diamonds
-
hardness of the bond compared to the material being drilled
-
experience and technology of manufacturer in keeping diamonds in the bond

Select right Diamond Drill for your application

How to Properly Use Precision Diamond Drills

Diamond Drills Guide

Diamond Tools Guide – Selecting Right Drills & Tools for your application

Optimizing your Diamond Drilling Operation
Micro Drilling Guide

Selecting Right Drilling Equipment for your Application. What you features & functionality you should look for?

Diamond Core Drill & Drill Trouble Shooting Guide

Understanding & Calculating Return on Investment for Diamond Core Drills & Other Tools

Understanding Tradeoffs – Searching for Perfect Diamond Drill & Tool

Why Use Diamond Drills?
Leon Meyer is a veteran manufacturing engineer and technical consultant with over 50 years of experience in the development, implementation, and troubleshooting of industrial diamond tooling systems. Having spent his career at the intersection of tool design, precision manufacturing, and production engineering, Mr. Meyer is widely regarded as one of the most experienced voices in the application of ultra-thin diamond blades, sintered core drills, and CBN grinding wheels across heavy industry, advanced materials, and research sectors.
Known for his pragmatic, no-nonsense approach, Leon has advised manufacturers across the United States, Europe, and East Asia—helping streamline cutting processes, extend tool life, and solve complex issues related to material breakage, chipping, and tolerance drift. His expertise has directly contributed to improved production efficiency in industries ranging from aerospace alloys and technical ceramics to optics, composites, and high-nickel superalloys.
As an author, Mr. Meyer brings a lifetime of field knowledge to his writing, with a focus on real-world problem solving, cost-performance optimization, and tool reliability under demanding conditions.














