













































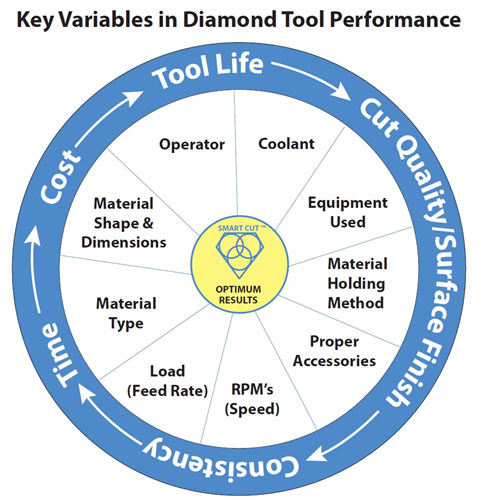
How to Improve & Optimize Your Diamond Sawing Operation


-
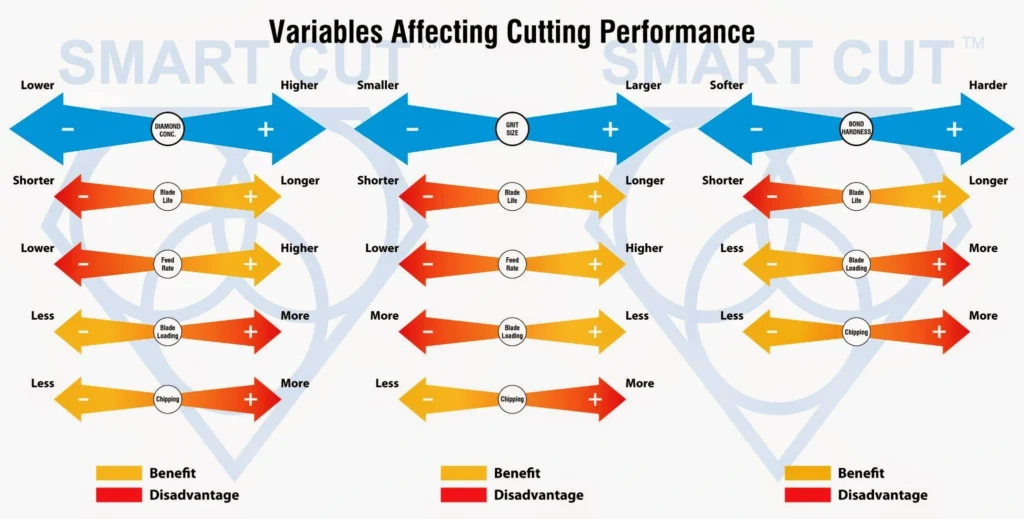
 Grit Size
Grit Size
-
Origin
-
Type
-
Shape
-
Grade
-
Quality
-
Coating
-
Friability
-
Hardness
-
Type
-
Density
-
Hardness
-
Concentration
-
Tensile Strength
-
Kerf Angle
-
Thickness
-
Tensioning
-
Gullet Design
-
Grade
-
Hardness
-
Origin
-
Friability
-
Hardness
-
Internal Structure
-
Processing
-
Sizing
-
Ovalizing
-
Tabling
-
Sorting
-
Grinding
-
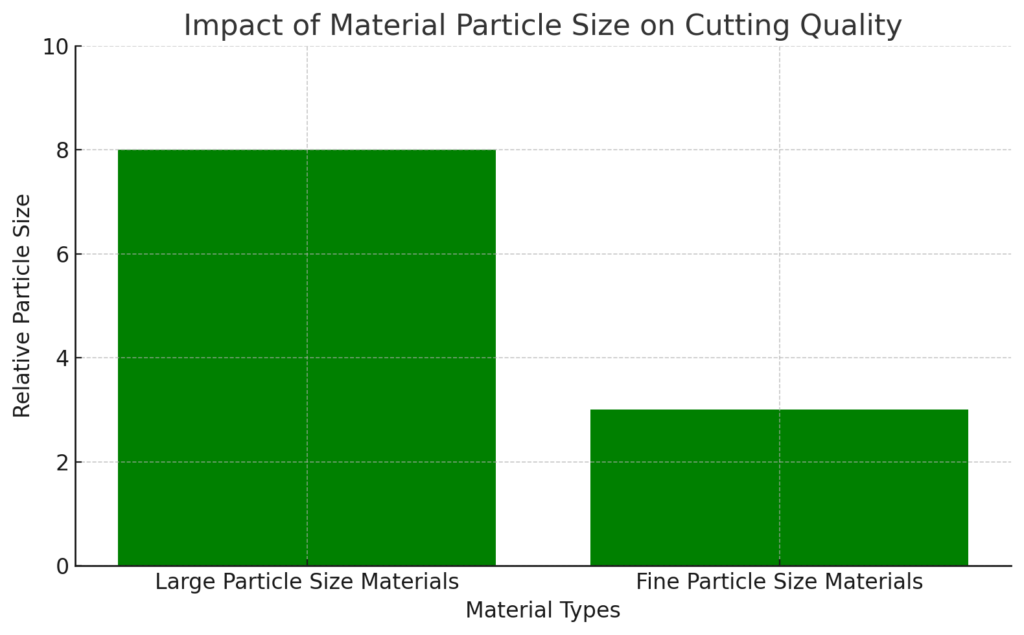
Particle Sizes
-
Particle Size Distribution
-
Physical Properties
-
Chemical Properties
-
Flow Rate
-
Weighing
-
Mixing
-
Pressing Pressure
-
Processing Temperatures
-
Finished Dimensions
-
Tensioning
-
Core Quality
-
Hardness
-
Speed
-
Feed
-
Horsepower
-
Type
-
Power Source
-
Condition
-
Coolant Volume
-
Skill
-
Temperament
-
Objectivity
-
Flexibility
-
Communicativeness
-
Particle Sizes
-
Particle Size Distribution
-
Grog Size & Type
-
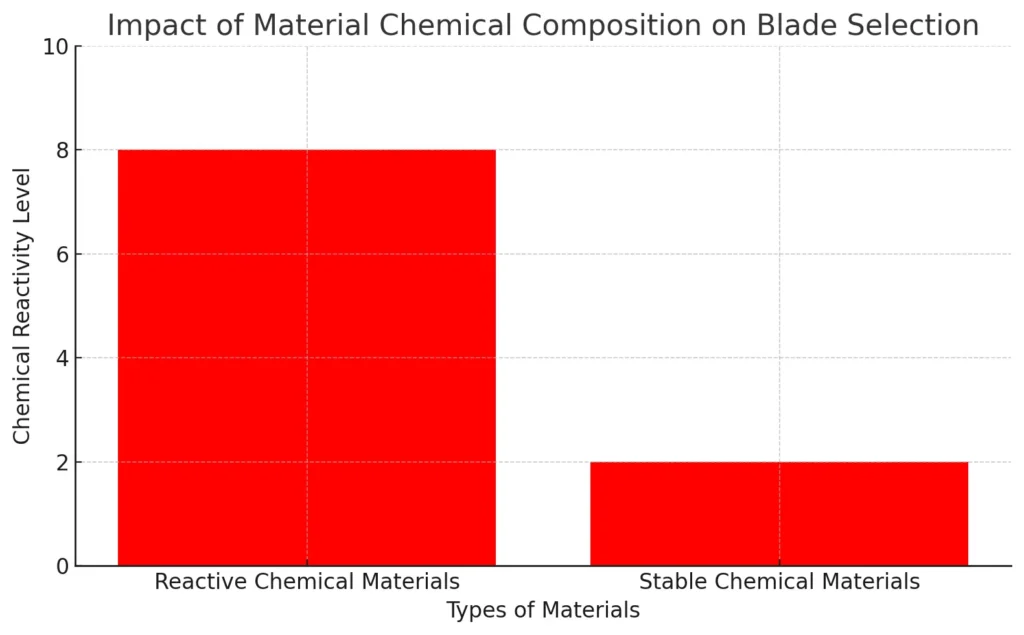
Chemical Composition
-
Weighing
-
Pressing
-
Firing
-
Kiln Location
-
Tensile Strength
-
Chemical Composition
-
Refractoriness
-
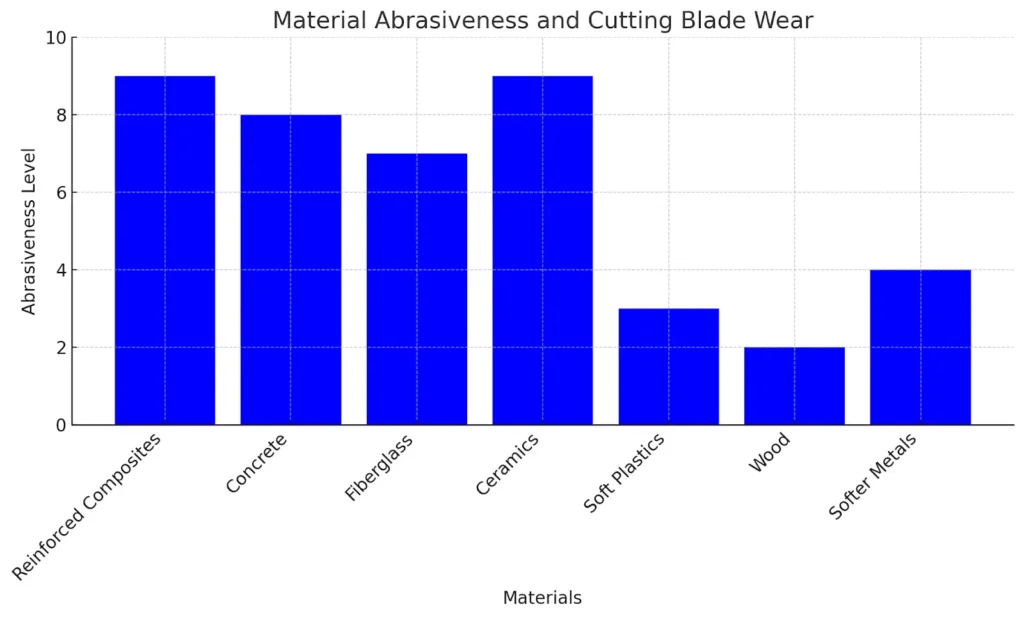
Abrasiveness
-
Hardness
-
Density
-
Permeability
-
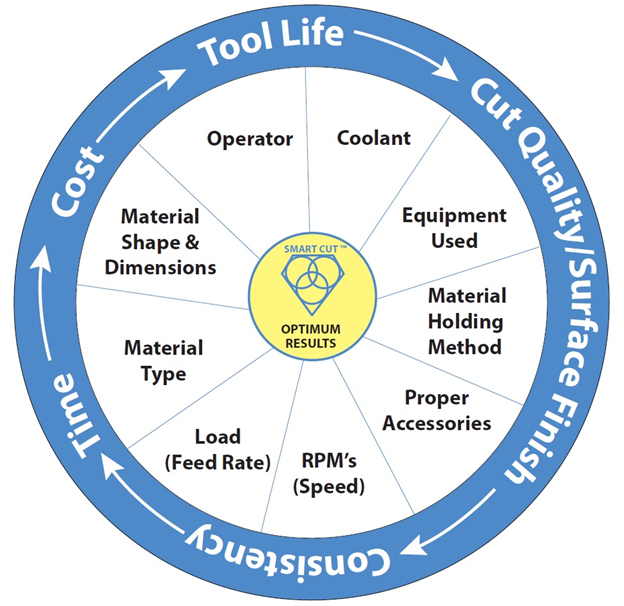
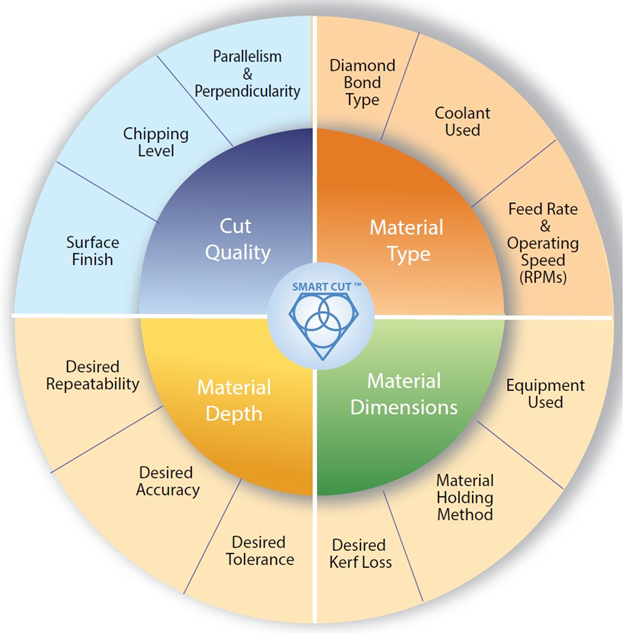
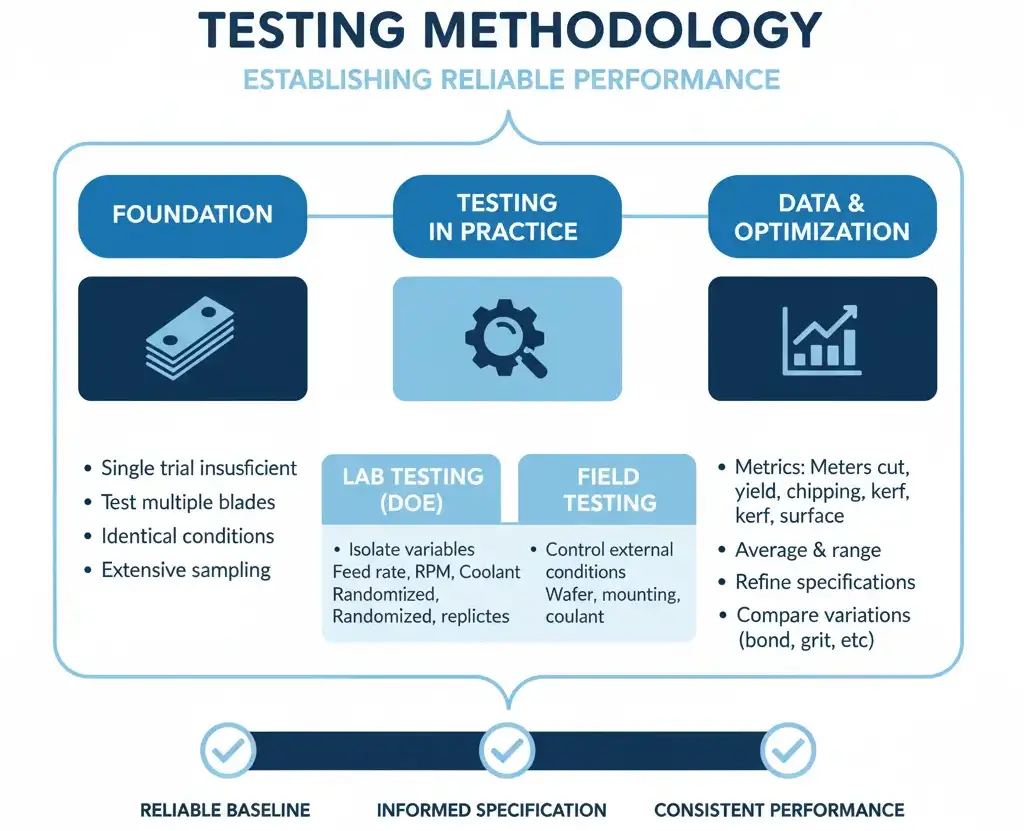
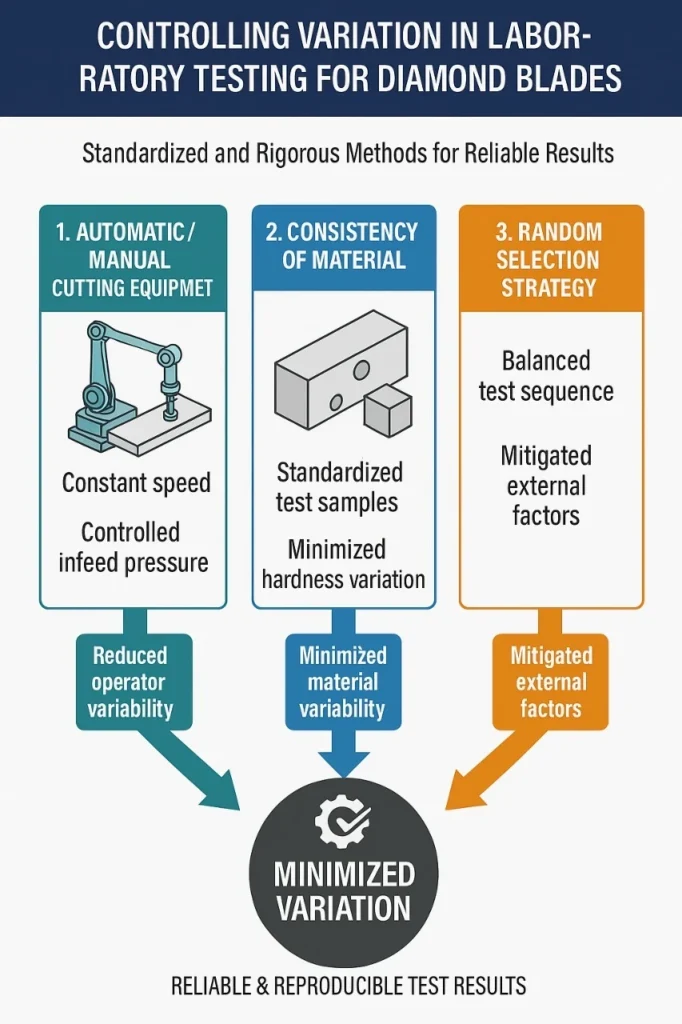
when possible, use automatic cutting equipment which operates at a constant surface speed, infeed pressure and power consumption. If using a human operation becomes necessary, specific amperage levels should be selected and operators cutting technique closely monitored to make sure physical movements are as consistent as possible.
-
material being cut is consistent and carefully controlled. We recommend purchasing large lot of material to represent a total range of variation in cutting properties of that specific material. Doing so will minimize effect of piece to piece variation, when selecting individual pieces at random. In order to minimize material hardness variation, we recommend selecting different places of material and cutting at each different location.
-
when evaluation one or several variables such as diamond mesh size, bond hardness, concentration, andetc in same test, select specific blade specification combination at random. By selecting random sequent in which only a few cuts are made with each combination of variables and then another random sequence selected. This is important to minimize variation cause by factors such as operator fatigue, weather conditions, power sources variations and machine condition changes.


-
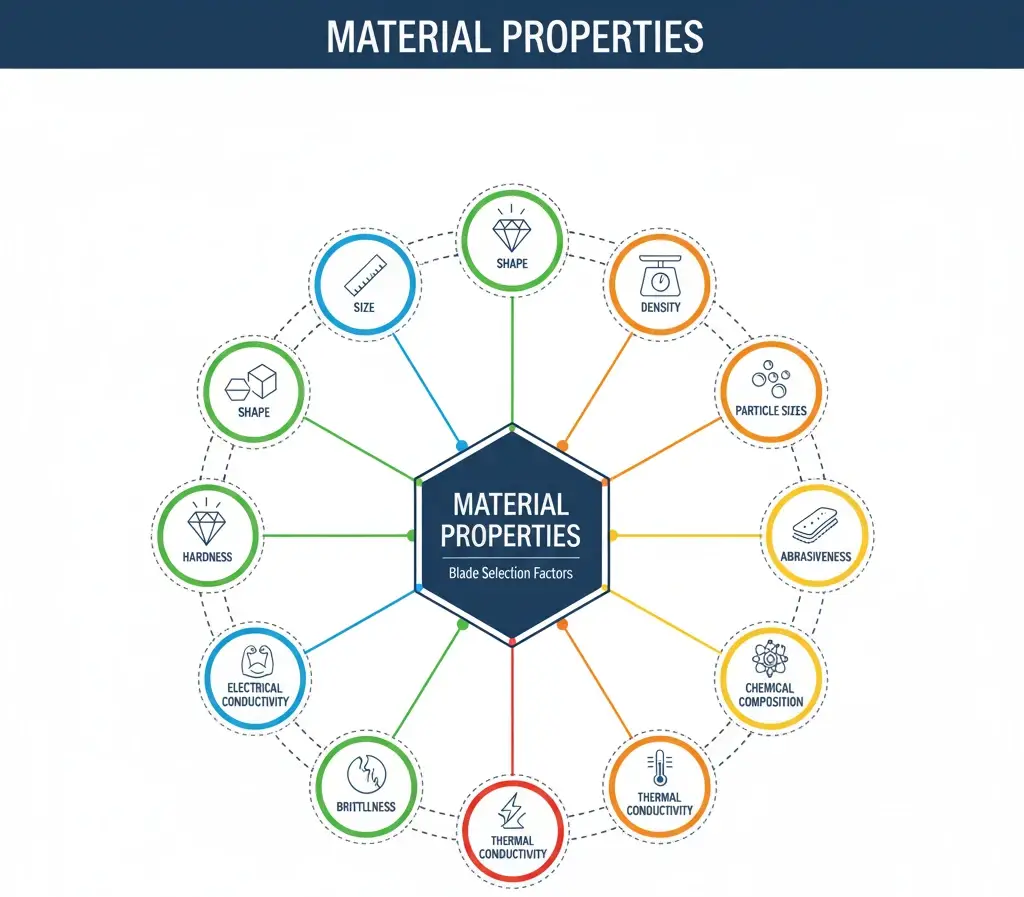
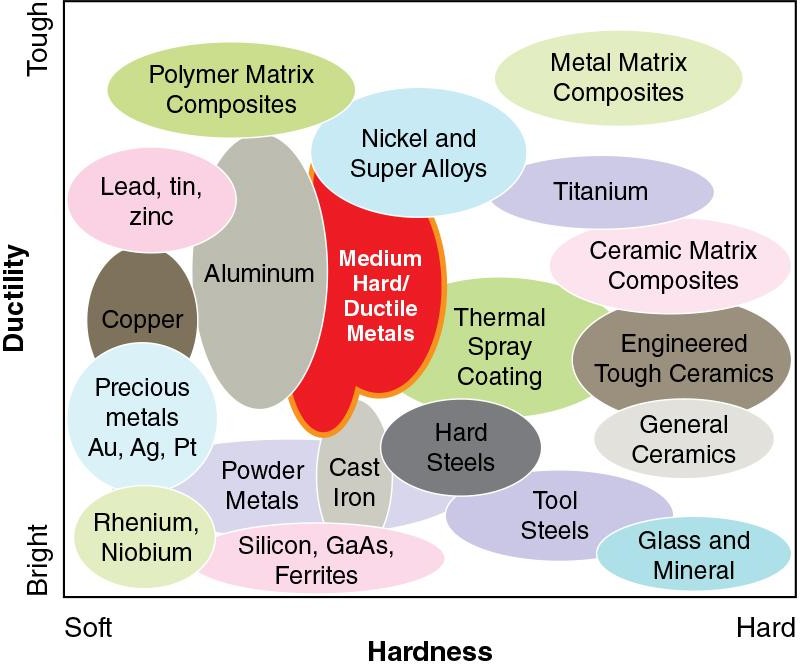
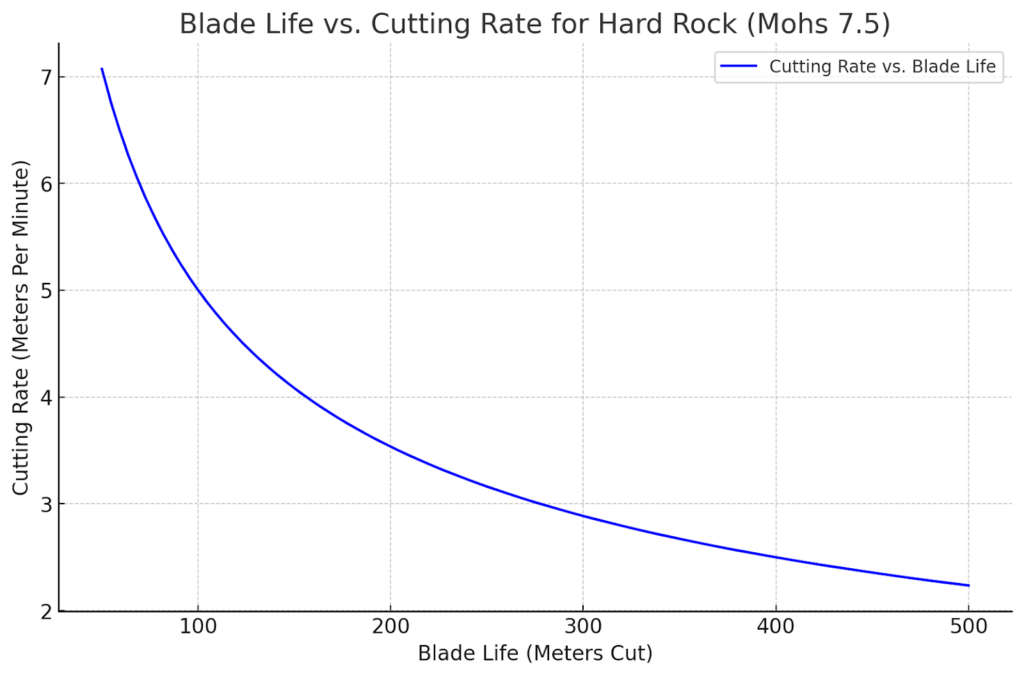
 Mohs Scale: This scale ranks materials based on their ability to scratch or be scratched by other substances. It ranges from 1 (talc) to 10 (diamond), with higher numbers indicating harder materials.
Mohs Scale: This scale ranks materials based on their ability to scratch or be scratched by other substances. It ranges from 1 (talc) to 10 (diamond), with higher numbers indicating harder materials.
-
Vickers/Knoop Hardness Tests: These tests provide more detailed measurements of a material's hardness by assessing the size of an indentation left by a specific force applied through a diamond indenter. The results are expressed in terms of hardness numbers, which are used to determine the material's resistance to deformation.
-
Precision Saws: Ideal for intricate cuts and high-precision applications.
-
High-Speed Saws: Suitable for rapid cutting of hard materials.
-
Manual Saws:Used for smaller, less complex cuts.
-
Automatic Saws: Provide consistent and repeatable cuts for high-volume production.

-
Maintenance:Regularly check for wear and tear, and replace worn-out parts.
-
Alignment Ensure the machine is properly aligned to avoid inaccurate cuts.
-
VibrationMinimize machine vibration to prevent blade damage and ensure smooth cutting.
-
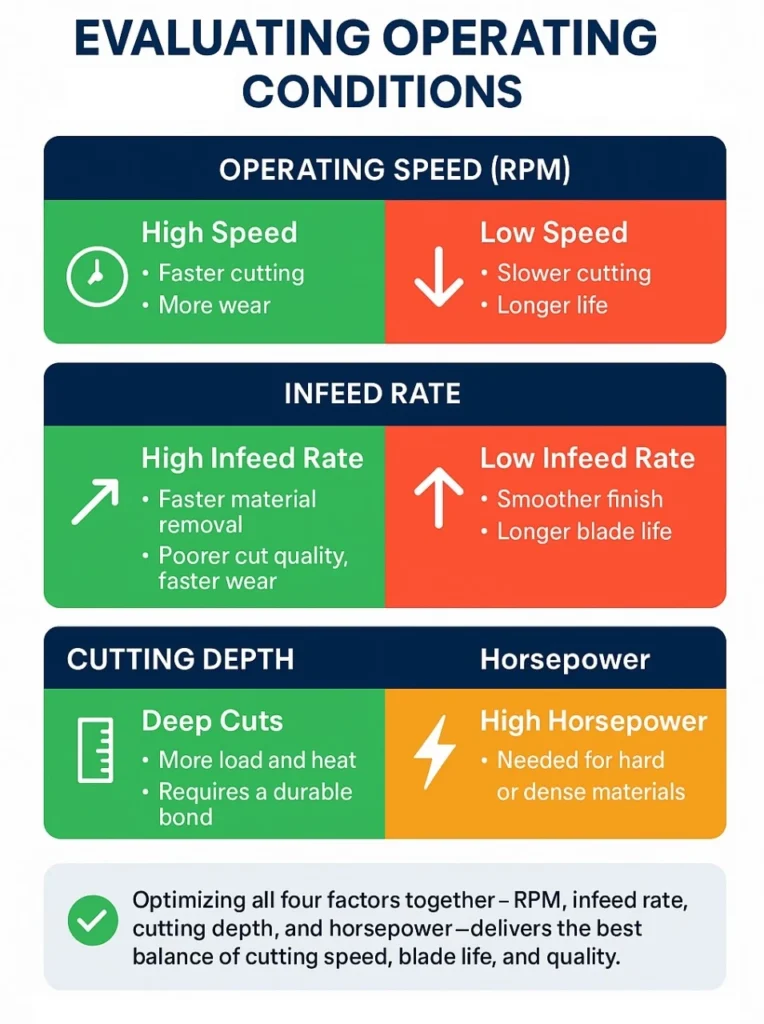
High-Speed Operation:Regularly check for wear and tear, and replace worn-out parts.
-
Low-Speed Operation: Better for softer materials and precision cuts, extending blade life.
-
High Infeed Rate:Increases cutting speed but can lead to poor cut quality and higher blade wear.
-
Low Infeed Rate:Provides better cut quality and reduces blade wear, suitable for precision applications.
-
Deep Cuts:Require blades with greater durability and robust bond systems.
-
Shallow Cuts: Suitable for thin or delicate materials, reducing the risk of damage.
-
High Horsepower:Necessary for cutting hard or dense materials.
-
Low Horsepower: Sufficient for softer materials and small-scale operations.

-
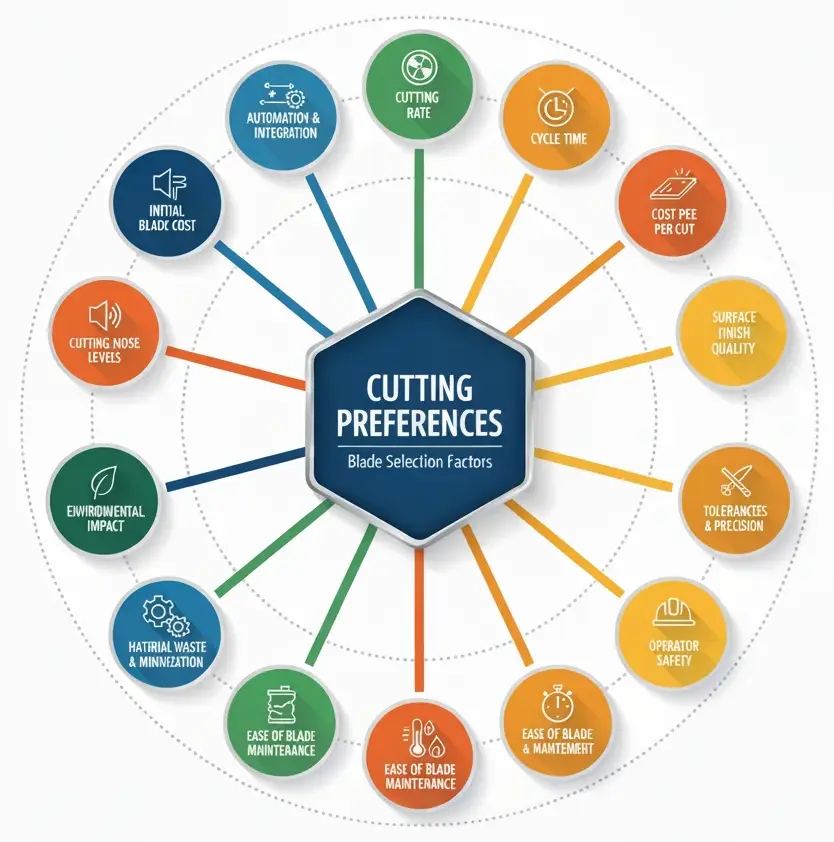
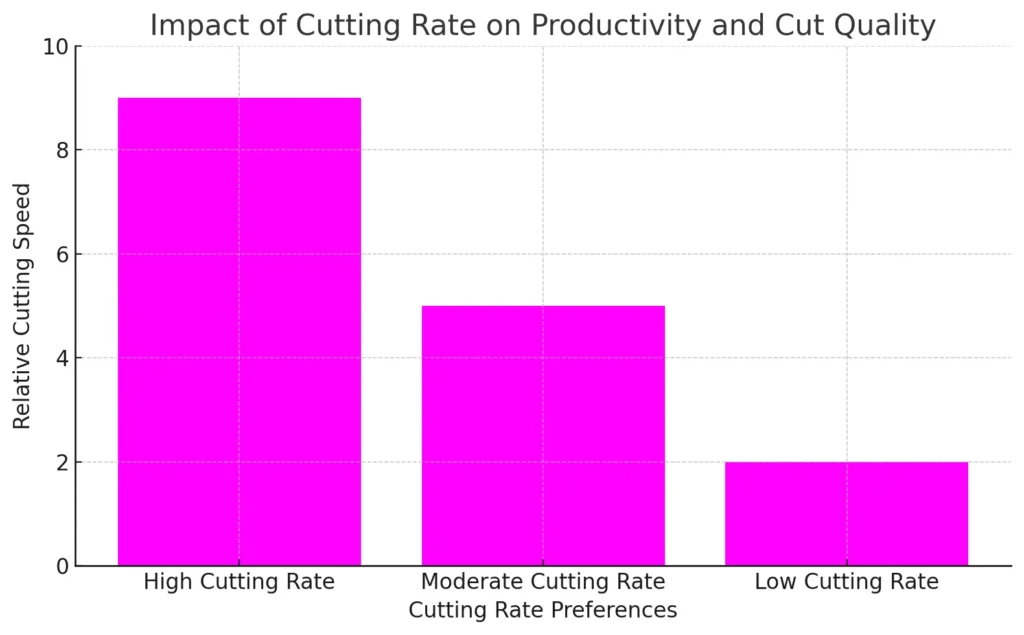
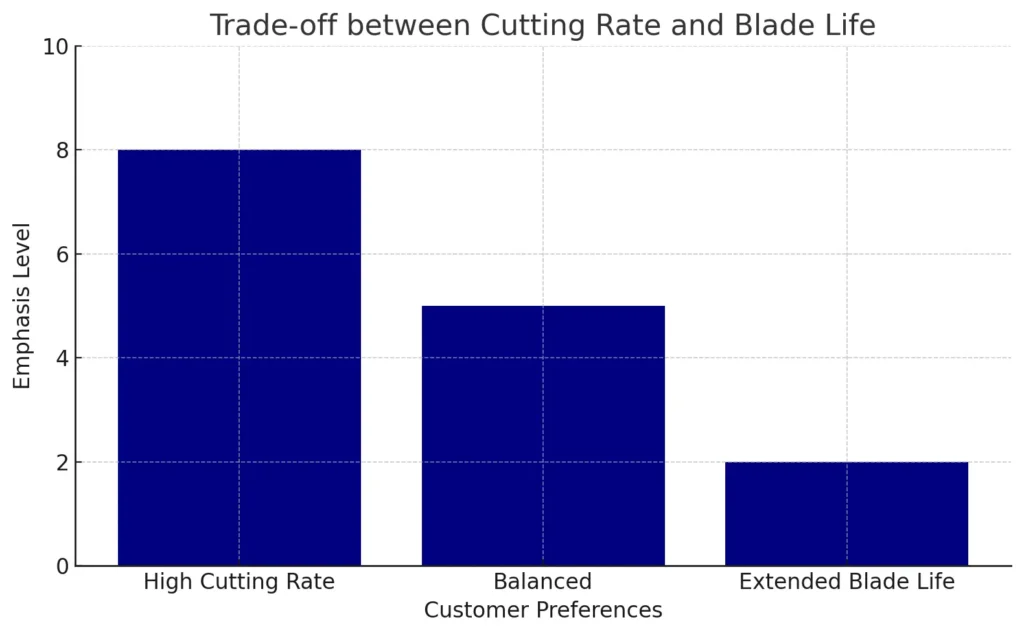
High Cutting Rate:Prioritizing a high cutting rate is suitable for applications where productivity is paramount. This often involves using blades with aggressive cutting action but may lead to increased blade wear and reduced cut quality.
-
Moderate Cutting Rate: Balancing speed and quality is essential for many applications. This approach ensures reasonable productivity while maintaining acceptable cut quality and blade life.
-
Low Cutting Rate:A slower cutting rate is often necessary for precision applications where cut quality and surface finish are critical. This reduces blade wear and ensures high-quality cuts but may decrease overall productivity.

-
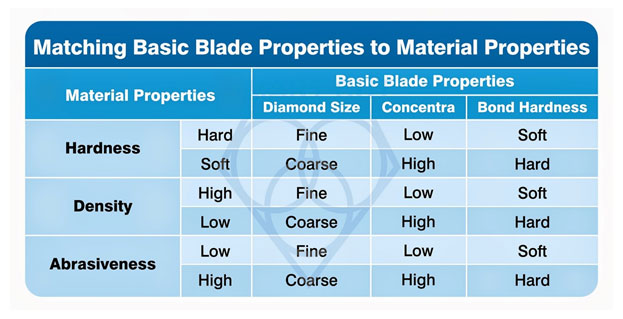
Fine Grit:deal for precision cutting and smooth surface finishes.
-
Coarse Grit:Suitable for rapid material removal and cutting harder materials.
-
Natural Diamonds:Generally harder but more variable in quality.
-
Synthetic Diamonds: More consistent in quality and tailored for specific applications.
-
Monocrystalline Diamonds:Single crystal structure, offering durability and consistency.
-
Polycrystalline Diamonds: Multiple crystal structures, providing high wear resistance and toughness.
-
Cubic:Provides sharp cutting edges and efficient material removal.
-
Irregular Offers multiple cutting points, enhancing cutting efficiency.
-
High-Grade:Few impurities and defects, ensuring superior cutting performance.
-
Low-Grade: More impurities and defects, suitable for less demanding applications.
-
Premium Quality:Long-lasting and high-performance, suitable for critical applications.
-
Standard Quality: Adequate for general-purpose cutting tasks.
-
Nickel Coating:Improves diamond retention in the bond.
-
Titanium Coating: Enhances thermal stability and wear resistance.
-
High Friability:Self-sharpens but wears out faster.
-
Low Friability: Lasts longer but may require frequent dressing.
-
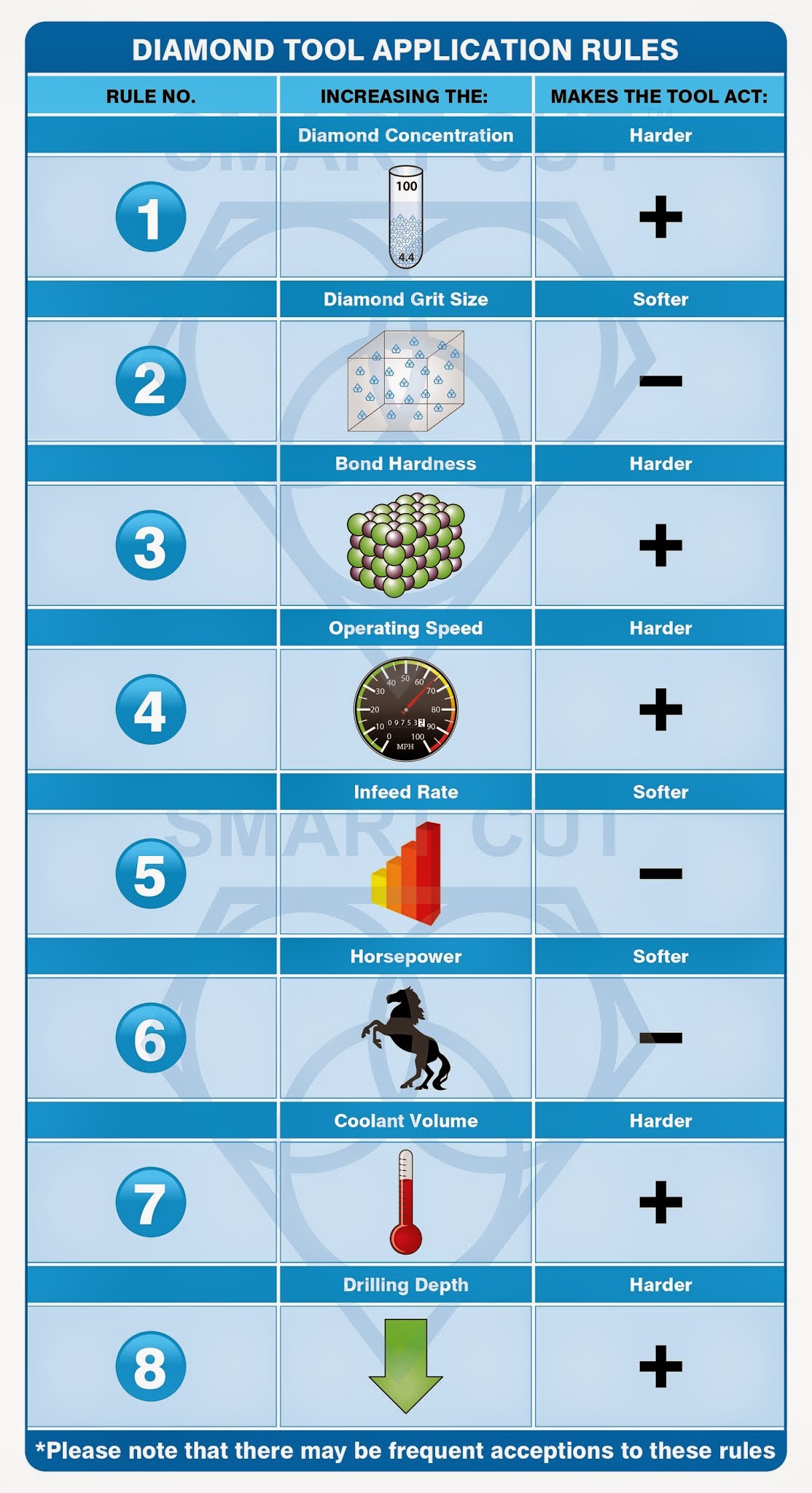
Higher Hardness: Suitable for cutting hard materials.
-
Lower Hardness: Used for softer materials.

-
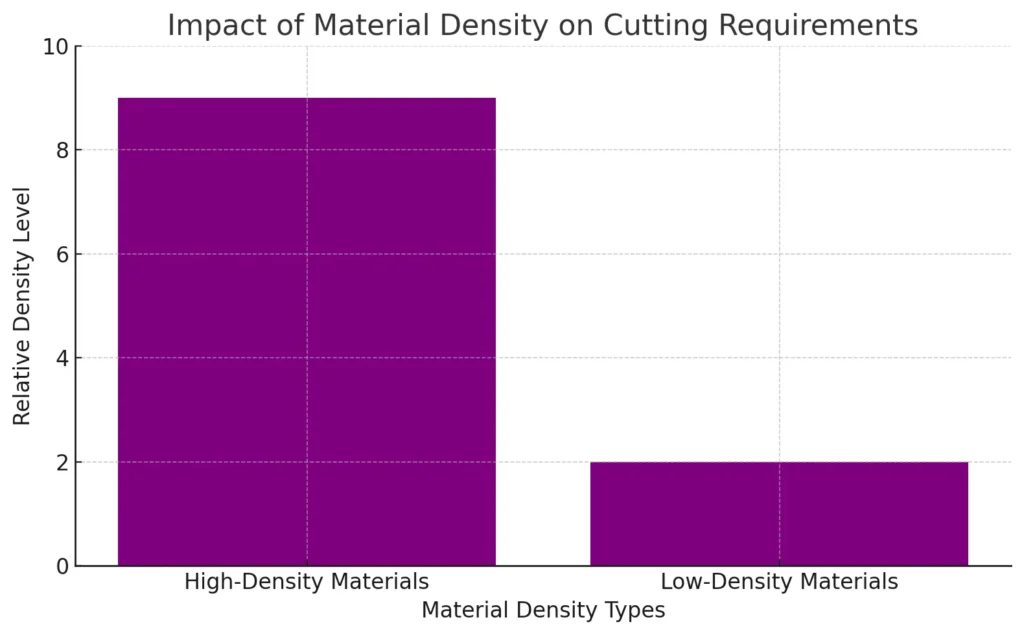
High Density:Provides greater support for diamonds, extending blade life.
-
Low Density: Wears away quickly, exposing new diamonds faster.
-
Hard Bond:Used for soft, abrasive materials to minimize bond wear.
-
Soft Bond:Suitable for hard materials to ensure efficient diamond exposure.
-
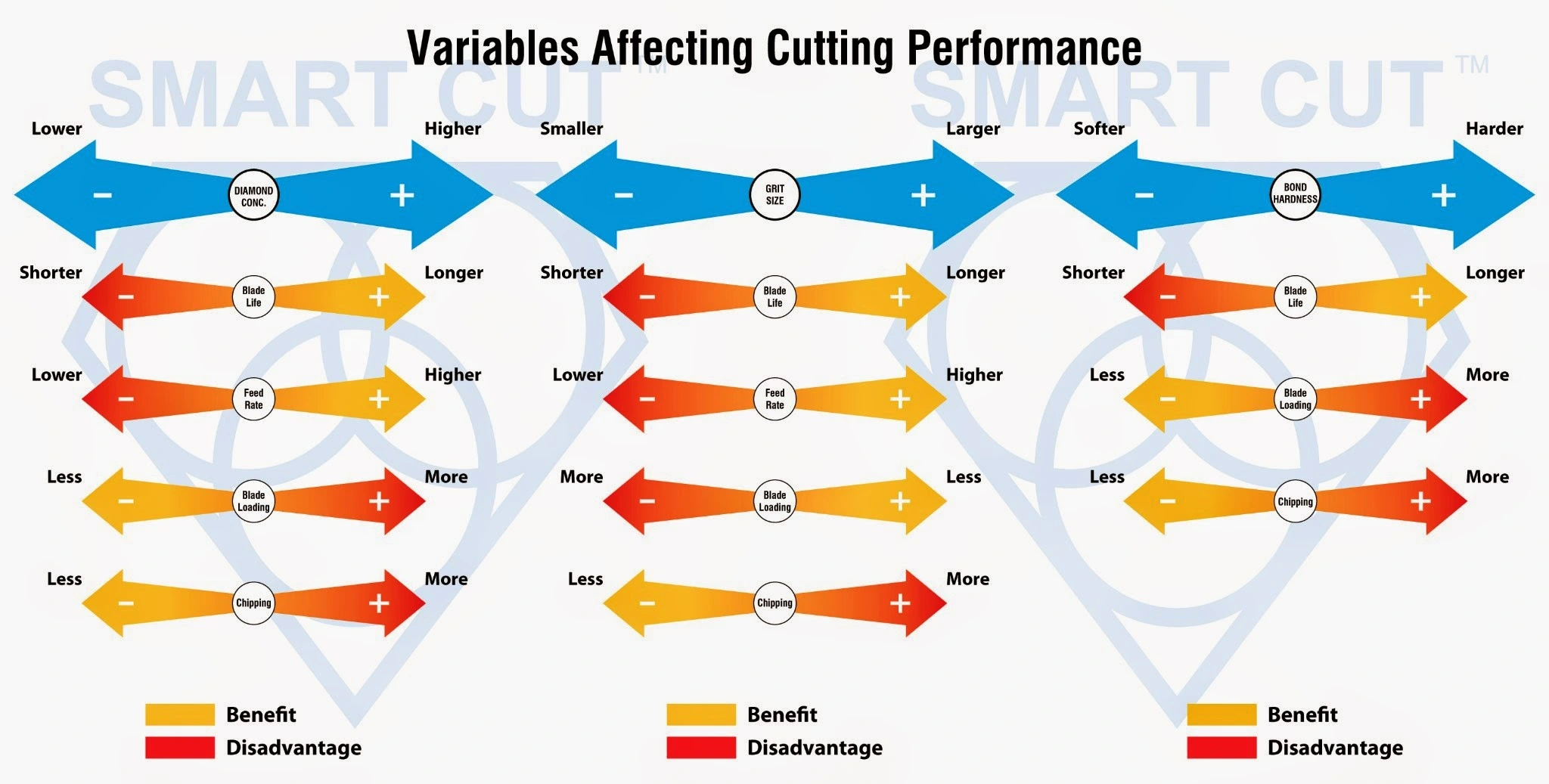
High Concentration: Increases cutting speed and longevity.
-
Low Concentration: Reduces cost but may wear out faster.
-
High Tensile Strength: Suitable for high-stress applications.
-
Moderate Tensile Strength: Adequate for general-purpose cutting.
-
Narrow Kerf:Reduces material waste and requires less power.
-
Wide Kerf: Suitable for thicker materials but increases material waste.
-
Thicker Core:Provides stability and reduces blade flexing.
-
Thinner Core: Allows for finer cuts and is less resistant to flexing.
-
Proper Tensioning:Essential for maintaining blade stability and cut quality.
-
Improper Tensioning: Leads to blade wobble and poor cutting performance.
-
Large Gullets:Improve debris removal and cooling but may reduce blade stability.
-
Small Gullets: Increase stability but may require more frequent cleaning.
-
High-Grade Steel:Offers superior strength and longevity.
-
Standard-Grade Steel: Suitable for less demanding applications.
-
High Hardness:Provides better stability and longer life.
-
Moderate Hardness: Adequate for general-purpose cutting.
-
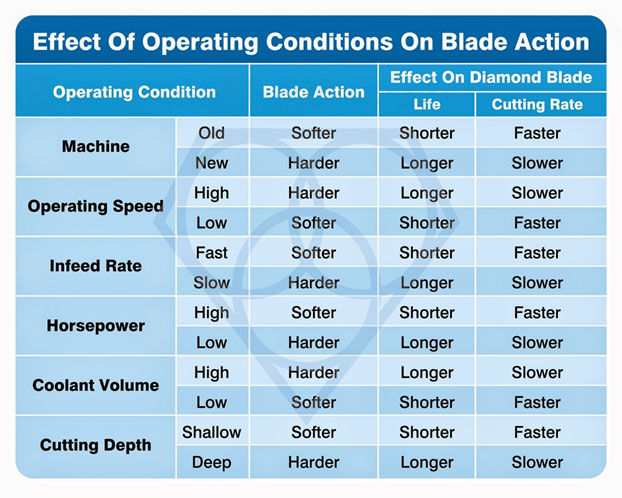
Old Machines:Tend to produce a softer blade action, leading to a shorter blade life but a faster cutting rate. This might be due to wear and tear reducing the machine’s efficiency in maintaining optimal blade stability.
-
New Machines: Generally offer harder blade action, promoting longer blade life but at a slower cutting rate. This can be attributed to better precision and stability in newer machines.
-
High Speed:Results in harder blade action which extends the life of the blade but decreases the cutting rate due to the increased heat and potential for blade wear.
-
Low Speed: Causes softer blade action, reducing blade life but increasing the cutting rate because of the reduced heat generation and mechanical stress.
-
Fast:Softens the blade action, shortens the life but increases the cutting rate. This could be due to the increased mechanical load causing quicker wear.
-
Slow: Hardens the blade action, which prolongs the life of the blade and decreases the cutting rate, likely due to less stress on the blade per unit of time.
-
High: Provides a harder blade action, lengthening blade life and reducing the cutting rate. Higher horsepower might stabilize the blade and reduce the blade’s exposure to mechanical stresses per cut.
-
Low: Leads to softer blade action, shorter blade life, and a faster cutting rate, likely because the blade isn’t driven as forcefully.
-
High:Harder blade action, longer blade life, and slower cutting rates. This may be because ample coolant reduces overheating and wear.
-
Low: Softer blade action, shorter blade life, and faster cutting rates, possibly due to less effective cooling and lubrication.
-
Shallow: Results in softer blade action, shorter blade life, and faster cutting rates. Shallow cuts reduce mechanical stress per cut.
-
Deep Causes harder blade action, which extends blade life and reduces cutting rates, likely due to increased stability and effective use of the blade's cutting edge.



-
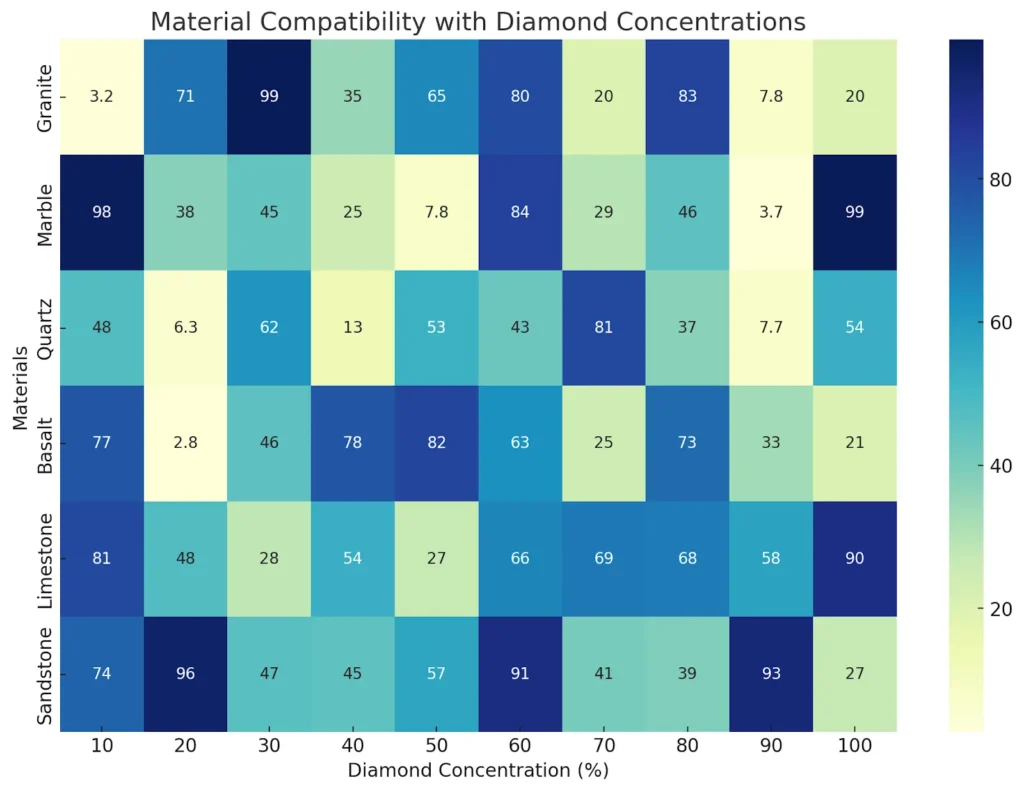
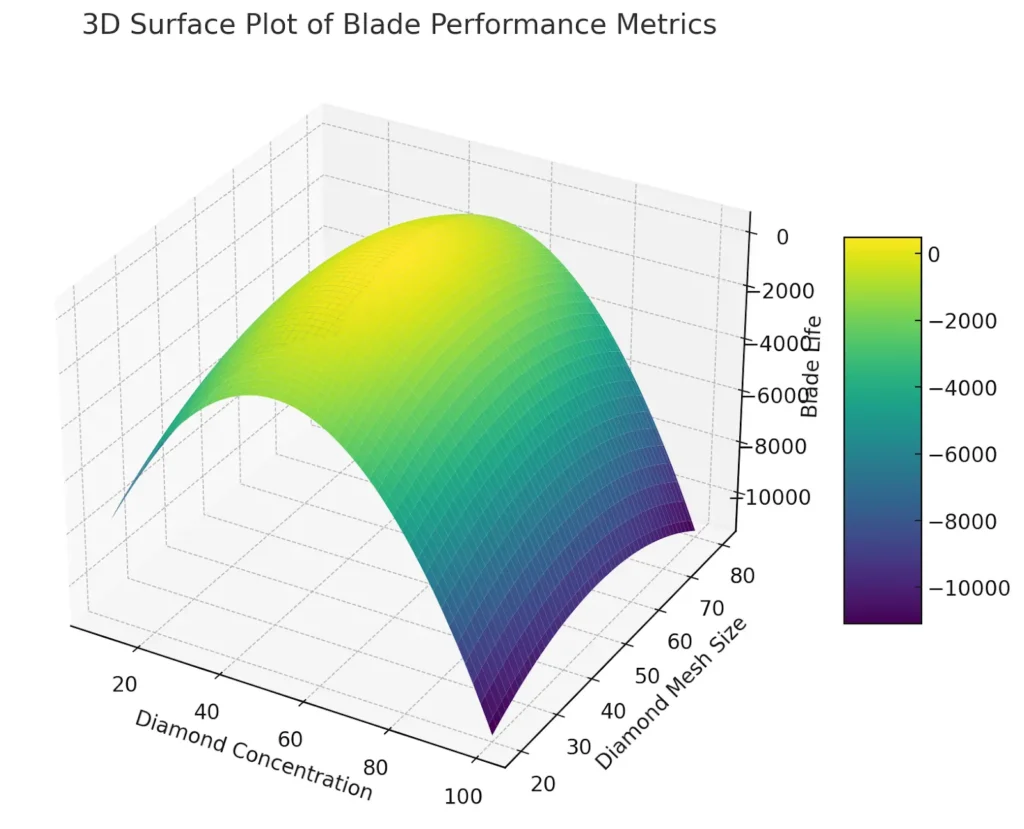
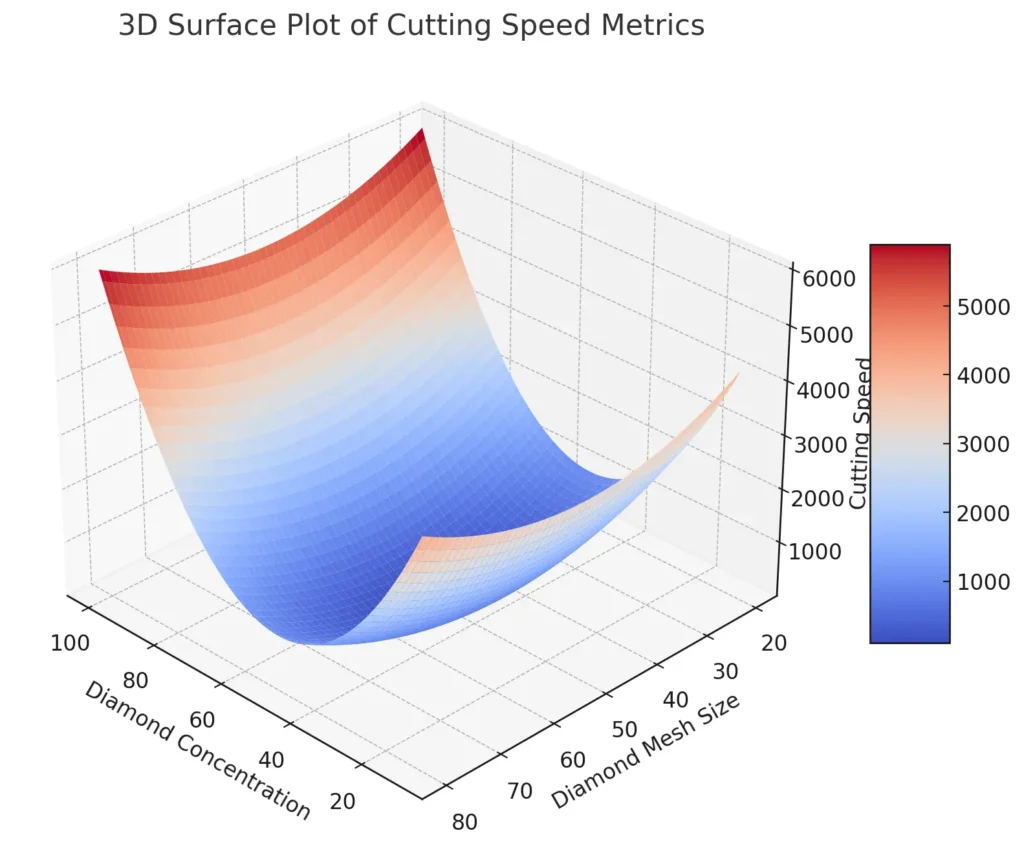
Higher Values: Indicate better efficiency or lower wear rate. This means the blade performs more effectively at these diamond concentrations for the specified material, resulting in less wear and tear on the blade, potentially extending its life and improving its cutting speed.
-
Lower Values: Suggest less efficiency or higher wear rate. Blades with these specifications may not perform as well, requiring more frequent replacements or adjustments due to faster wear
-
Origin
-
Friability
-
Hardness
-
Internal Structure
-
Processing
-
Sizing
-
Ovalizing
-
Tabling
-
Sorting
-
Grinding
-
Particle Sizes
-
Particle Size Distribution
-
Physical Properties
-
Chemical Properties
-
Flow Rate
-
Weighing
-
Mixing
-
Pressing Pressure
-
Processing Temperatures
-
Finished Dimensions
-
Tensioning
-
Core Quality
-
Hardness
-
Speed
-
Feed
-
Horsepower
-
Type
-
Power Source
-
Condition
-
Coolant Volume
-
Skill
-
Temperament
-
Objectivity
-
Flexibility
-
Communicativeness
-
Particle Sizes
-
Particle Size Distribution
-
Grog Size & Type
-
Chemical Composition
-
Weighing
-
Pressing
-
Firing
-
Kiln Location
-
Tensile Strength
-
Chemical Composition
-
Refractoriness
-
Abrasiveness
-
Hardness
-
Density
-
Permeability
-
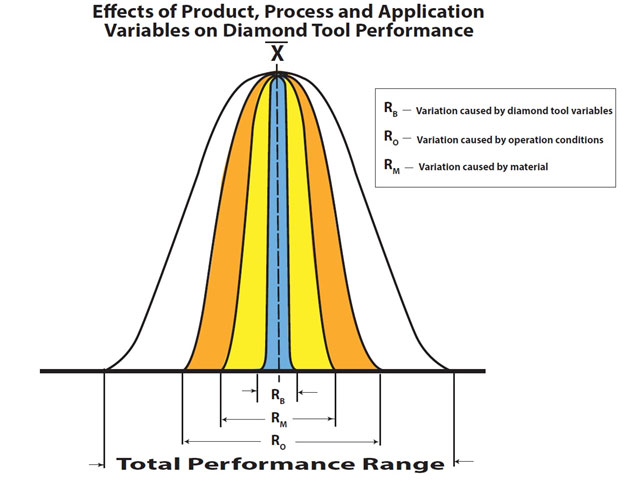
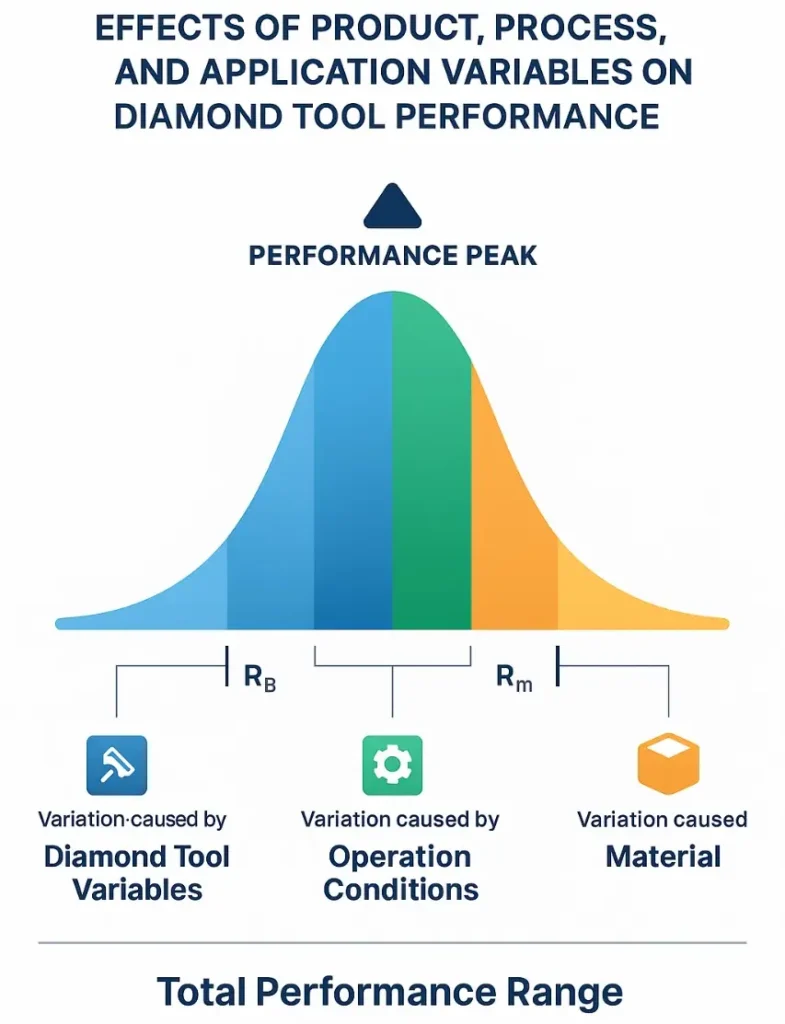
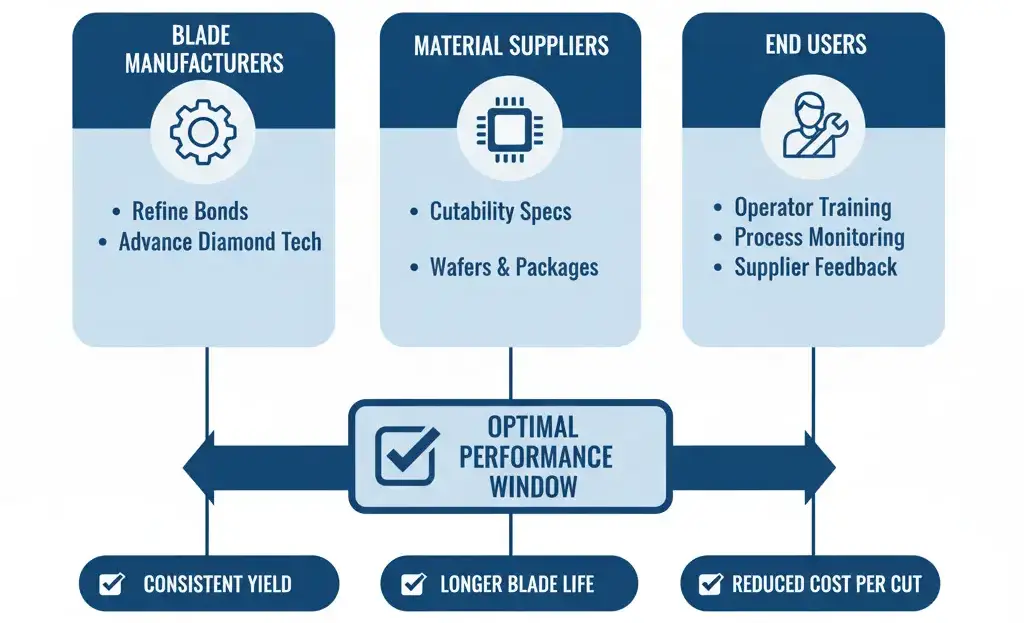
Rb (Blade Variables): Variation caused by the diamond blade itself, including diamond grit size, concentration, bond hardness, and blade geometry.
-
Ro (Operating Conditions): Variation introduced by machine settings such as RPM, feed rate, coolant application, and operator technique.
-
Rm (Material Properties): Variation caused by the physical properties of the material being cut, such as hardness, density, brittleness, and internal stresses.
-
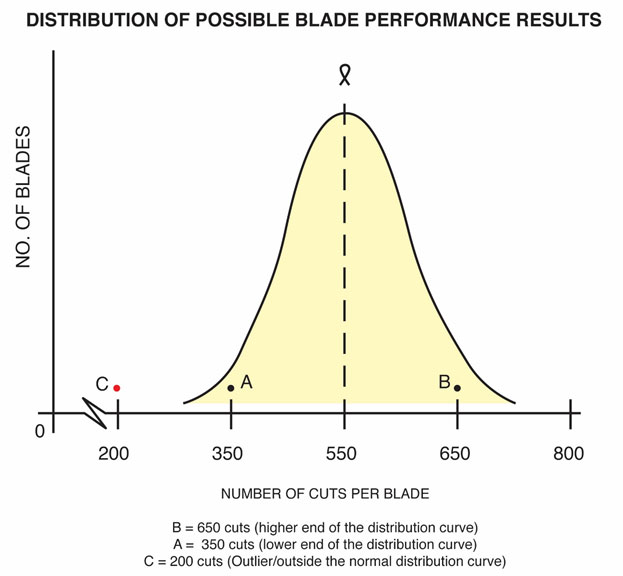
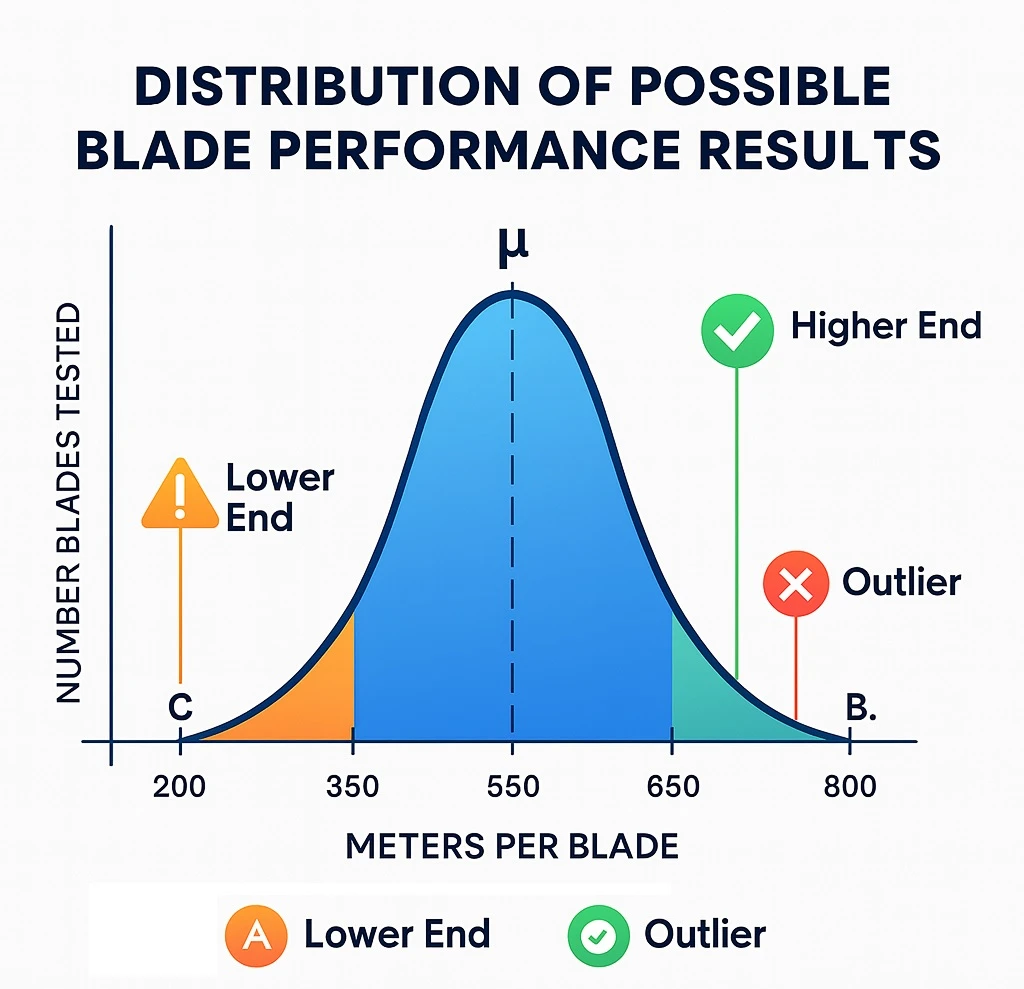
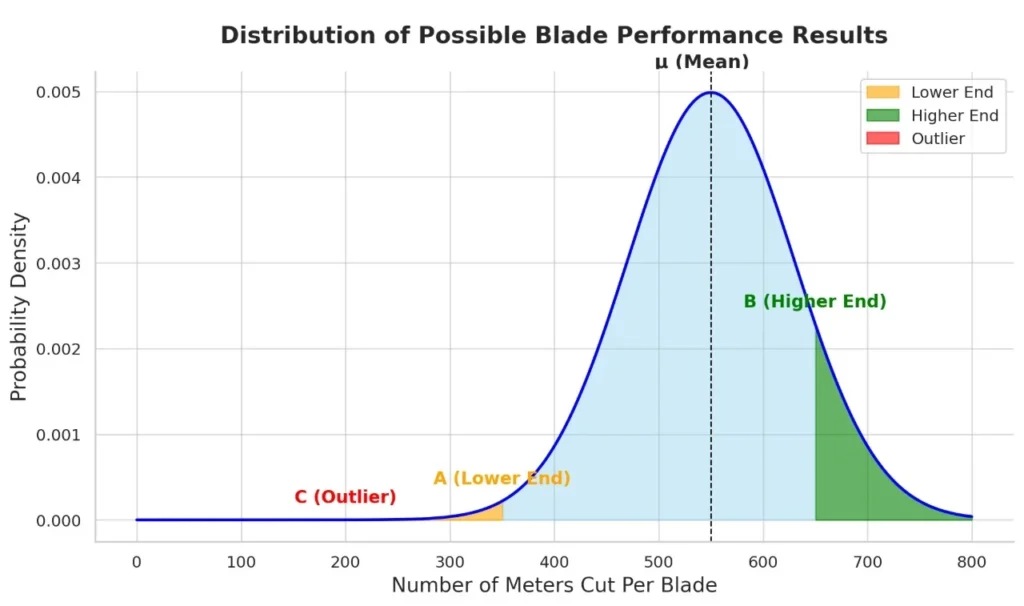
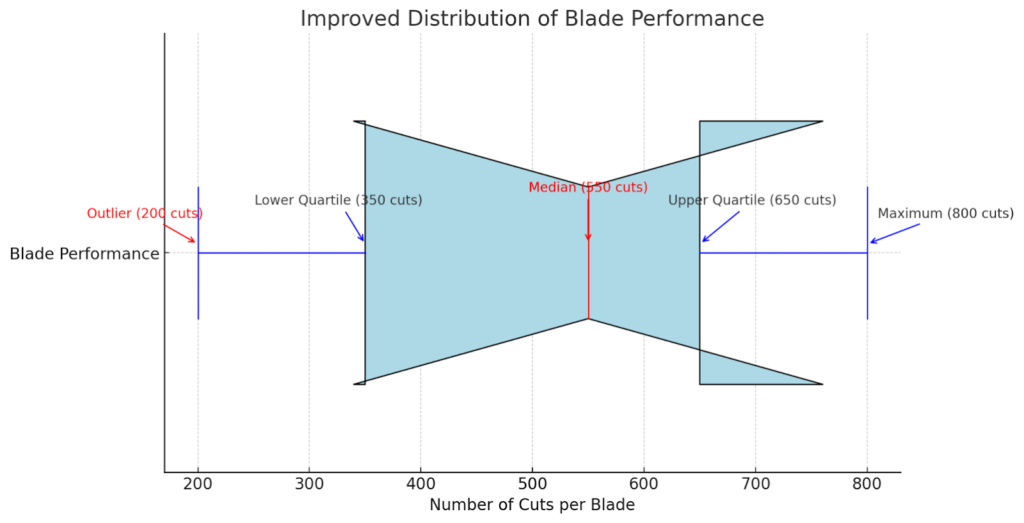
Point A (350 meters): Represents performance at the lower end of the distribution curve. While the user may be dissatisfied with such a result, it still lies within the expected normal range of performance. In these cases, requests for warranty credit may not be justified, as the blade is still operating within statistical norms.
-
Point B (650 meters): Represents a higher-end performance that falls on the favorable side of the distribution. Such results are less frequently discussed by users but demonstrate that the same product can significantly exceed average expectations under optimal conditions.
-
Point C (200 meters): Represents an outlier outside the normal distribution. This unusually poor performance suggests the presence of an assignable cause. It may stem from blade misuse, incorrect machine settings, cutting an atypical material, or in rare cases, a manufacturing defect.








Alexander Schneider is a senior applications engineer with over 35 years of hands on experience in industrial diamond tooling. He specializes in the development, application, and optimization of ultra-thin and high-precision diamond blades, diamond core drills, and diamond and CBN grinding wheels for advanced materials.
His work spans ceramics, glass, composites, semiconductors, and high-performance metals. He supports research laboratories and manufacturing environments by optimizing tool design and cutting parameters to achieve high cut quality, long tool life, material integrity, and consistent process results.

How to Properly Use Precision Diamond & CBN Blades

Precision & Ultra Thin Diamond Blade Guide

Evaluating & Comparing Diamond Blades

Top 5 Diamond & CBN Cutting Blade Performance Metrics

Diamond & CBN Cutting Blade Performance Metrics that you Should Know

Total Cost of Ownership & Why its Important
Understanding Tradeoffs- Searching for Perfect Diamond & CBN Blade
Alexander Schneider is a senior applications engineer with over 35 years of hands on experience in industrial diamond tooling. He specializes in the development, application, and optimization of ultra-thin and high-precision diamond blades, diamond core drills, and diamond and CBN grinding wheels for advanced materials.
His work spans ceramics, glass, composites, semiconductors, and high-performance metals. He supports research laboratories and manufacturing environments by optimizing tool design and cutting parameters to achieve high cut quality, long tool life, material integrity, and consistent process results.