


















")



02
Jun
Selecting Right Wafering Blade for your application
Cross Sectioning is the first and most important step in the sample preparation process. Getting the best resu…
Sign Up to recieve exclusive usage recommendations, illustrated trouble Shooting Guides & sales
9 am to 6 pm PST time
No products in the Quote Basket.




SMART CUT® Series 400 are Designed for Precision, Chip Free cutting of wide variety of materials These are very thin kerf blades and are very delicate. Must be used on high precision specialized laboratory cutting saws (not tile saws, trim saws, etc) The diamond section can be easily broken if the material moves while cutting, blade is dropped, material is feed to fast into the blade, material is not fed consistently straight into the blade (shifts position) etc. Diamond Size is Medium providing faster cutting speed, while still providing surface quality unmatched by 95% of other blades.
SMART CUT® Series 400 are Designed for Precision, Chip Free cutting of wide variety of materials These are very thin kerf blades and are very delicate. Must be used on high precision specialized laboratory cutting saws (not tile saws, trim saws, etc) The diamond section can be easily broken if the material moves while cutting, blade is dropped, material is feed to fast into the blade, material is not fed consistently straight into the blade (shifts position) etc. Diamond Size is Medium providing faster cutting speed, while still providing surface quality unmatched by 95% of other blades.
Tab Contant
Tab Contant
Tab Contant
Tab Contant

Examples of cutting times for Sectioning of Specific Materials 0.25″ (6.4mm) diameter rod. Using various cutting speeds.
| Material | Blade Type | Diamond Concentration | Speed (RPM’s) | Load (grams) | Estimated Cutting Time |
| Hot Pressed Silicon Nitride Si3N4 | Series 20LCU | Low | 4,000 | 800 | 0:30 |
| Boron Carbide B4C | Series 20LCU | Low | 3,500 | 700 | 0:15 |
| Sapphire Al203 | Series 15LCU | Low | 1,500 | 300 | 0:40 |
| Chromium Doped Sapphire Al203 | Series 15LCU | Low | 500 | 500 | 0:20 |
| Partially stabilized Zirconia ZrO2 | Series 15LCu | Low | 2,500 | 500 | 0:38 |
| Silicon Carbide, SiC | Series 15LCU | Low | 2,500 | 500 | 0:16 |
| Case Hardened Steel | Series 15HCU | High | 2,500 | 500 | 0:16 |
| Grey Cast Iron | Series 15HCU | High | 2,500 | 500 | 0:25 |
| Titanium Alloy | Series 15HCU | High | 2,500 | 500 | 0:32 |
| Zinc Alloy | Series 15HCU | High | 2,500 | 800 | 0:15 |
| Tungsten Carbide 6% cobalt binder, wC | Series 15HCU | High | 4,500 | 900 | 0:15 |
| Tungsten Carbide 25% cobalt binder, WC | Series 15HCU | High | 1,500 | 300 | 1:55 |
| High Purity fused silica SiO2 | Series 15HCU | High | 2,500 | 500 | 0:40 |
| Extruded Alumina, Al203 | Series 15HCU | High | 3,000 | 600 | 0:40 |
| Aluminum Nitride AIN | Series 15HCU | High | 1,500 | 300 | 0:30 |
| Nickel Zinc Ferrite | Series 15HCU | High | 1,500 | 300 | 0:30 |
| Manganese Zinc Ferrite | Series 15HCU | High | 2,500 | 5,000 | 0:30 |
| Yttrium aluminum garnet, YAG | Series 15HCU | High | 3,000 | 600 | 1:15 |
| 8 micron graphite fiber reinforced zirconium diboride/molybenum disilicide composite | Series 15HCU | Low | 2,500 | 300 | 0:20 |
| White Cast Iron | Series Metacut CBN | High | 2,500 | 700 | |
| Thermal Spray Coatings | Series 15HCU | High | 3,000 | 700 |

Image | Item No | Old Item No. | Outside Diameter | Diamond Size/Concentration | Kerf Thickness | Inside Diameter | Price | Quantity | Add to cart |
|---|---|---|---|---|---|---|---|---|---|
 x .015\" (0.381mm) x 1/2\" (12.7mm) SMART CUT™ Series 400") | 4041502 | 23-400RME | 4" (101.1mm) | Medium/Medium | .015" (0.381mm) | 1/2" (12.7mm) | $179.00 2 pcs - $174.00 ea ⋅ 3 pcs - $169.00 ea | Max: Min: 1 Step: 1 | |
| 4041503 | 4" (101.1mm) | Medium/Medium | .015" (0.381mm) | 5/8" (15.875mm) | $194.00 2 pcs - $189.00 ea ⋅ 3 pcs - $174.00 ea | Max: Min: 1 Step: 1 | ||
| 4052005 | 5" (127mm) | Medium/Medium | .020" (0.5mm) | 1/2" (12.7mm) | $194.00 2 pcs - $189.00 ea ⋅ 3 pcs - $184.00 ea | Max: Min: 1 Step: 1 | ||
| 5" (127mm) | Medium/Medium | .020" (0.5mm) | 5/8" (15.875mm) | $204.00 2 pcs - $199.00 ea ⋅ 3 pcs - $194.00 ea | Max: Min: 1 Step: 1 | |||
| 4062001 | 23-401RME | 6" (152mm) | Medium/Medium | .020" (0.5mm) | 1/2" (12.7mm) | $209.00 2 pcs - $204.00 ea ⋅ 3 pcs - $199.00 ea | Max: Min: 1 Step: 1 | |
| 4062002 | 6" (152mm) | Medium/Medium | .020" (0.5mm) | 5/8" (15.875mm) | $219.00 2 pcs - $214.00 ea ⋅ 3 pcs - $209.00 ea | Max: Min: 1 Step: 1 | ||
| 4083508 | 23-404RME | 8" (203mm) | Medium/Medium | .035” (0.89mm) | 1/2" (12.7mm) | $235.00 2 pcs - $230.00 ea ⋅ 3 pcs - $225.00 ea | Max: Min: 1 Step: 1 | |
| 4083509 | 8" (203mm) | Medium/Medium | .035" | 5/8" (15.75mm) | $250.00 2 pcs - $245.00 ea ⋅ 3 pcs - $240.00 ea | Max: Min: 1 Step: 1 |

Resin bond diamond wafering blades offer superior cut quality than any type diamond wafering blade available. Recommended for applications where cut quality and surface finish is very important.
Compared to their sintered (metal bond) wafering blade counterparts. Resin Bond Diamond & CBN Wafering blades offer far superior cut quality than the finest size metal bond (sintered) bade. Recommended for cutting hard, brittle or delicate materials including ceramics, carbides, composites and exotic metals where low heat generation or improved surface finish is desired. Must be used at higher speeds.
Produced using phenolic resin as the binder, diamond abrasive as cutting media, ceramic & other advanced components as filler. UKAM Industrial Resin Bond CBN Wafering Blades are manufactured with advanced molding process. Available in a large variety of geometries, diamond sizes, diamond concentrations, and bond harnesses.
Resin Bond is the softest of all the bonds, frequently used in applications that require a smooth surface. that is formed by high pressure and high temperature. This type of wafering blades is used on majority of ultra hard and tough metals. Resin bond wafering blades allow the bond matrix to wear faster, and allow for diamond particles/crystals to break out of their matrix faster, so that new sharp diamond particles become exposed. This self sharpening characteristic of resin bond wafering blades, based on faster bond wear out is what make this blade an excellent choice for large variety of ferrous metals.
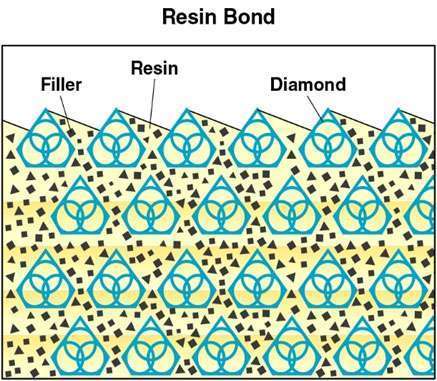
UKAM Industrial SMART CUT® Resin series New Generation & Technology Diamond & CBN cutting blades are manufactured with advanced molding process. Using phenolic resin as the binder, diamond abrasive as cutting media, ceramic & other advanced components as filler. Available in a large variety of geometries, diamond sizes, diamond concentrations, and bond harnesses.
Diamond & CBN tools with SMART CUT technology require minimum dressing, the bond renews itself.


Diamond & CBN tools made utilizing SMART CUT technology are much more aggressive than your conventional tools. They can cut faster, while still leaving behind a smooth finish free of material deformation.
Only the highest quality synthetic diamonds and raw materials are used in the manufacturing process. The highest quality standards and product consistency is maintained, using sophisticated inspection and measurement equipment.


SMART CUT Resin Bond, CBN Blades are the best investment you can make! While the initial investment in CBN Blades may be higher than traditional abrasive wheels, their long lifespan and efficiency often result in a lower cost per cut. This can provide to significant saving in time and money.
In most cases tools manufactured utilizing SMART CUT technology, will outlast other conventional Sintered (Metal Bond) diamond & CBN drills. SMART CUT diamond & CBN tools are more sturdy than tools manufactured with conventional technologies. They are capable to retain their form and bond configuration all the way through the tools life.


SMART CUT Resin Bond, CBN Blades have hundreds of diamond layers impregnated inside the Resin Bond matrix. Unlike Many Other drill Types, they wear evenly, and are known for their consistency. You will get consistent cutting speed, and overall consistent performance, with minimum amount of dressing even on the hardest to cut materials
The sharpest and finest quality diamonds or CBN crystals that go into a SMART CUT® Diamond Resin Bond, immediately penetrate into the material, grinding and polishing as they cut.

Diamonds or CBN Crystals are activated only at the exposed layer. As Bond Matrix layer begin to wear out, diamonds in a new Bond Matrix layer are immediately activated, substituting the already used up diamond layer. The SMART CUT® Diamond Resin Bond makes sure every diamond is in the right place and at the right time, working where you need it most.

The newly exposed diamonds don't effect diamonds already working on the material. Unlike many other diamond bonds, diamonds in a SMART CUT® Resin Bond remains sharp and grow sharper with each cut, prolonging product life and consistent performance.

This advanced formulated open diamond bond design insures minimal chipping, fast cut, constant speed of cut, minimal cutting noise, and most important of all, consistent performance.
Diamond Concentration is still a factor in determining the life and cutting speed of your Diamond Sectioning/Wafering Blade. Higher diamond concentration is recommended and usually used for cutting softer and more abrasive types of materials. However, the trade off is significantly slower cutting speed. Low diamond concentration is recommended and widely used for cutting ultra hard and brittle materials.
Low Diamond Concentration - Typically low concentration wafering blades should be for cutting ultra hard and brittle materials such as ceramics and glass. In Low Concentration Wafering Blades, diamond works by fracture process. Pressure on each diamond crystal/particle is higher which provides enough stress to chip off small flakes in the cut.
High Diamond Concentration - High concentration diamond wafering blades are recommended for cutting metals, plastics and polymers. In this application, materials cut by a plowing mechanism. In this applications diamond plough through the material, work hardened strips of materials become brittle and break off. The greater number of diamond by volume, the quicker the cutting action will be. Increasing the number of diamond s also lowers the per unit force. For metals where it is possible to induce deep deformation layers, a lower per unit force is desirable to reduce the deformation during the cut.

Diamond Mesh Size plays a major role in determining your cutting speed, cut quality/surface finish, level of chipping you will obtain, and material microstructure damage you will obtain. Diamond Mesh size does have considerable effect on cutting speed. Coarse Diamonds are larger than finer diamonds and will cut faster. However, the tradeoff is increase in material micro damage. If you are cutting fragile, more delicate materials then finer mesh size diamond wafering blades are recommended.
Wafering blade thickness typically ranges from .006” to .040” (1mm). Thinner and thicker wafering blade are available, frequently from stock upon request. Kef thickness typically increases with blade diameter (in proportion to diameter of the blade). Kerf is the amount of material removed from the material/sample due to the thickness of blade passing though the material/sample. Blade thickness is important for users requiring most minimal amount of material loss during sectioning. For example if the user requires precision position of the cutting plane relative to the detail on the sample (IC circuit for example), a thinner and smaller diameter blade would be best for this application. Blades ranging from 3” to 5” (75mm to 125mm) in diameter and thickness .006” to .015” (0.2mm to 0.4mm) would be bet suited for this purpose. There are large variety of factors that will contribute to optimal blade thickness for your material/application Including your desired cutting speed, load/feed rate, material diameter, thickness, hardness, density, and shape. As well as skill & experience of the operator. Thicker wafering blades are more stiff and can whistand higher loads/feed rates. Another advantage of thicker kerf blades is they are more forgiving to operator error and abuse. Thicker kerf blade are recommended for use in environment where large number of individuals will be sharing and using same equipment. Perfect for less experienced and novice saw operators, such as in University laboratory.

Typically wafering blade diameters range form 3” (75mm) to 8” (200mm). Wafering blade diameter should be selected based on material diameter and thickness being cut. Smaller diameter wafering blades are thinner than the larger diameter blades and are more prone to bending and warping. Although large diameter blades are thicker, they are typically used for cutting larger and heavier samples at higher loads and speeds than smaller blades.
Ability of the bond matrix to hold diamonds. As the hardness of the bond is increased, its diamond retention capabilities increase as well. However the trade off is slower cutting speed. Life of the diamond blade is usually increased with hardness of its bond matrix. Bonds are designated on their scale of hardness from Soft, Medium, and Hard. There are dozens of variations and classification schemes based on bond degree of hardness or softness. Using diamond blades with optimum bond hardness for your application is important to successful precision diamond sawing operation. Bond matrix that is too soft for the material being cut will release diamond particles faster than needed, resulting in faster wear and shorter diamond blade life. On other hand bond matrix that is too hard will result in much slower cutting speeds and require constant dressing to expose the next diamond layer. As rule of thumb, harder materials such as sapphire and alumina generally require a softer bond. Whereas softer and more brittle materials require a harder bond.
Metal bonding offers long life and durability, while resin bonding creates less heat, provides better surface finish and is well suited for cutting hard, delicate or brittle materials.

Load/Feed Rate applied to wafering blades typically vary from 10-1000 grams. Generally, harder specimens are cut at higher loads and speeds (e.g. ceramics and minerals) and more brittle specimens are cut at lower loads and speeds (e.g. electronic silicon substrates). The Speeds/RPM’s you are using, shape/geometry of the specimen, and how the specimen is being clamped/hold in place will affect the load that can be used for your application.

Most wafering blades are used between 50 to 6,000 RPM’s Typically harder and more denser materials such as Silicon Carbide, are cut at higher RPM’s/speeds Where more brittle materials such as silicon wafers and gallium arsenide are cutting at lower RPM’s. Low Speed saws RPM’s are typically limited from 0 to 600 RPM’s. Where high speed saws offer much large variety of cutting speeds from 0 to 6,000 RPM’s.




We produce diamond consumables for some of the leading world OEM manufacturers. We offer Manufacturers Direct Prices
We have the largest variety of diamond & cbn wafering blades available in stock. As well as large inventory of diamond & abrasive consumables. We also custom manufacture diamond and cbn tools, consumables and machines to better fit customer specific needs. Just about any tools & consumables can be designed and manufactured per client drawing or specificrtion
WE ARE A PARTNER IN YOUR SUCCESS
Our proprietory diamond chemistory , precision , manufacturing metods , quality control methods allow us to control and regulate the dozens of variables to that affect consumable life , quality , and consistency.
The more you understand about what we can do for you the better our partnership will be. Here you will find most comprehensive source of information and optimizing and improving your cutting , drilling , grinding and polishing on the web. find everything you ever wanted to know about diamond tools.
AMERICAN MANUFACTURER
"ONE OF THE MOST EXPERIENCED COMPANIES IN THE INDUSTRY"
Save Money Save up to 650%
COMPARE TO: BUEHLER , STRUERS , LECO & MANY OTHERS
Large Inventory & Custom Manufacturing
Umatched Technical Support
Developing close ties with our customers is the foundation of our business. At the core of
our company is a team of world class engineers, knowledgeable customer service personnel here to serve you. Whether is designing or manufacturing a special solution. We will go out of our way to optimizing your process to ultimate level of efficiency
Superior Quality & Consistency
EXPECT MORE FROM YOUR TOOLS
Comprehensive Source Of Information For Sample Preparation
Advanced Technology
As one of the few remaining independent U.S.Diamond Tool & machine builders. We have the experience & tradition to help you remain at frontier of technology Our experience has been further enhanced by acquiring assets and processes from some of the oldest American tool
manufacturers, along with their decades of experience and R& D. This has positioned us as one of the most experienced companies in the industry .Depend on us to bring you technology of tomorrow today.
Experience Makes All The Differences
Over the years we have worked with some of the leading Fortune 500 companies , thousands of universities , government and private research labs , and small organisations. We have made thousands of custom tools , built custom machines , work-holding fixtures , etc for hundreds of applications. Many of our staff members have been working in their respective fields for over 50 years and have gained a wealth of knowledge over the years
Let Us Help You



SMART CUT Fully Sintered (Metal Bond) diamond wafering blades are fully sintered from OD to ID of the blade. Meaning they have diamonds completely impregnated through the blade. Unlike standard diamond & cbn wafering blades with steel core and diamond section. Instead of having a steel core and small diamond bond edge (usually 1/8"/3.2mm). The diamond edge is all the way through the blade, from its Outside Diameter to Inside Diameter of the blade. You can use until the entire Outside Diameter of the blade is consumed.




Signup for email offers, updates, and more

25205 & 25201 Avenue Tibbits Valencia CA 91355 USA

Phone : (661) 257-2288
FAX : (661) 257 -3833

lel@ukam.com







UKAM Industrial Superhard Tools is a U.S. High Technology, Specialty Diamond Tool & Equipment manufacturer. We specialize in producing ultra thin & high precision cutting blades and precision cutting machines diamond drills, diamond micro tools, standard & custom advanced industrial diamond tools and consumables.
Shipping Methods

Safe & Secure Payments

© Copyright 1990-2024. UKAM Industrial Superhard Tools – Terms of Use
No products in the Quote Basket.
No account yet?
Create an AccountSign up to receive exclusive usage recommendations, Illustrated Trouble Shooting Guides & Sales


